Вам также может понравиться
- Jotun Resist 86Документ5 страницJotun Resist 86Ansar AliОценок пока нет
- Company Profile - Rizhao Steel YingkouДокумент41 страницаCompany Profile - Rizhao Steel Yingkourashid isaarОценок пока нет
- Astm 890Документ3 страницыAstm 890bsnegi111Оценок пока нет
- Ai Hempadur 87540 EnglishДокумент2 страницыAi Hempadur 87540 EnglishAmilcar BolagОценок пока нет
- TK®-236 Physical Properties: 1. HardnessДокумент2 страницыTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyОценок пока нет
- F 941 - 99 - RJK0MQ - PDFДокумент3 страницыF 941 - 99 - RJK0MQ - PDFRománBarciaVazquezОценок пока нет
- PID ResponsibilityДокумент2 страницыPID Responsibilityimurugan06Оценок пока нет
- Inspection & Testing Requirements Scope:: Test and Inspection PerДокумент2 страницыInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinОценок пока нет
- Procedure For Handling, Storage & Transportations of Bare & Coated PipesДокумент6 страницProcedure For Handling, Storage & Transportations of Bare & Coated Pipeskbpatel123Оценок пока нет
- Pentadur 5540 (F6A)Документ3 страницыPentadur 5540 (F6A)SiDdu Kalashetti0% (1)
- 1 Imran Piping QC CVДокумент4 страницы1 Imran Piping QC CVkazim MirzaОценок пока нет
- Saudi Aramco Inspection ChecklistДокумент8 страницSaudi Aramco Inspection ChecklistAnantha PadmanabhanОценок пока нет
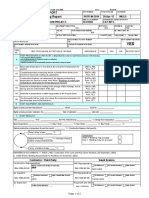
- Saudi Aramco Test Report Temperature Tie-In Welding ReportДокумент2 страницыSaudi Aramco Test Report Temperature Tie-In Welding ReportManoj Kumar100% (2)
- Hempel Curing Agent 98021 MsdsДокумент10 страницHempel Curing Agent 98021 MsdsM.FAIZAN ARSHADОценок пока нет
- Hempel'S Galvosil 15780: DescriptionДокумент2 страницыHempel'S Galvosil 15780: DescriptionEngTamer100% (1)
- 658 - Eng - Sigma Phenguard 935 BaseДокумент1 страница658 - Eng - Sigma Phenguard 935 BasetariqueОценок пока нет
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Документ17 страницWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizОценок пока нет
- Method Statement For Blasting and PaintingДокумент11 страницMethod Statement For Blasting and PaintingAbdullah Abdullah100% (2)
- 0901b80380959cc7 PDFДокумент2 страницы0901b80380959cc7 PDFikan100% (1)
- Apcs 117Документ12 страницApcs 117Ilyas AhmedОценок пока нет
- Method Statement For HDPE Pipe InstallationДокумент19 страницMethod Statement For HDPE Pipe Installationqwertykey3991Оценок пока нет
- Inspection Handbook PDFДокумент20 страницInspection Handbook PDFSamuel JohnОценок пока нет
- SAEP-316 Latest RevisionДокумент25 страницSAEP-316 Latest RevisionHabib RehmanОценок пока нет
- Argon Pure GasДокумент2 страницыArgon Pure GasRaghu Pathy100% (1)
- TDS PDF Intertherm - 751CSAДокумент4 страницыTDS PDF Intertherm - 751CSAwilliam sukyonoОценок пока нет
- Welder Repair Assessment and Tracer Weld Report-Weekly SATR-W-2018 22-Jan-18 WeldДокумент2 страницыWelder Repair Assessment and Tracer Weld Report-Weekly SATR-W-2018 22-Jan-18 Weldkarthi51289Оценок пока нет
- Weld Matrix Format 1Документ7 страницWeld Matrix Format 1Arslan WaheedОценок пока нет
- Sigmacover™ 620: Product Data SheetДокумент5 страницSigmacover™ 620: Product Data SheetMahmoud TahaОценок пока нет
- Sample ReportДокумент8 страницSample ReportRonel John CustodioОценок пока нет
- ASME P-Numbers PDFДокумент1 страницаASME P-Numbers PDFFahri Risfa ZulfiОценок пока нет
- Satr Nde 2011Документ2 страницыSatr Nde 2011JaseelKanhirathinkalОценок пока нет
- SATIP-T-492-01 Ver 08Документ1 страницаSATIP-T-492-01 Ver 08thezaidОценок пока нет
- Iso 14692 4 2017Документ15 страницIso 14692 4 2017Mayara AlvesОценок пока нет
- SATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliДокумент13 страницSATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground Pipelikarthi51289Оценок пока нет
- Painting Procedure GlobalДокумент15 страницPainting Procedure GlobalUbed KudachiОценок пока нет
- Health Hazards: CHB 4220 CHB 4220Документ1 страницаHealth Hazards: CHB 4220 CHB 4220MARKОценок пока нет
- Sigmacover 410Документ4 страницыSigmacover 410gstketutОценок пока нет
- Inspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsДокумент1 страницаInspection Check List PWHT-Post Weld Heat-Treatment: Inspection Process Yes No N/A CommentsmukeshayoorОценок пока нет
- Audit Checklist Blasting PaintingДокумент4 страницыAudit Checklist Blasting PaintingEyoh EffiongОценок пока нет
- Pipeline WorkДокумент22 страницыPipeline Workchandu666creatorОценок пока нет
- Tds of Eterset 2844Документ2 страницыTds of Eterset 2844Nandkumar PawarОценок пока нет
- Astm A516 1990Документ5 страницAstm A516 1990Indra Gugun GunawanОценок пока нет
- Materials System SpecificationДокумент10 страницMaterials System SpecificationAjeetKumar100% (1)
- PSV DatasheetДокумент40 страницPSV DatasheetJonson Cao100% (1)
- Awais Inspector-PaintingДокумент6 страницAwais Inspector-PaintingMohammed GaniОценок пока нет
- Apcs 1a 15570Документ2 страницыApcs 1a 15570jojo_323Оценок пока нет
- APCS-22A HempelДокумент3 страницыAPCS-22A Hempelarjunmohanan50% (2)
- Material Safety Data Sheet: Poly Cell AdhesiveДокумент8 страницMaterial Safety Data Sheet: Poly Cell AdhesiveMinh BảoОценок пока нет
- Saudi Aramco Inspection Checklist: Gravity Sewer Piping Installation Inspection SAIC-L-2138 25-May-05 PlumbДокумент3 страницыSaudi Aramco Inspection Checklist: Gravity Sewer Piping Installation Inspection SAIC-L-2138 25-May-05 PlumbHesham HelalОценок пока нет
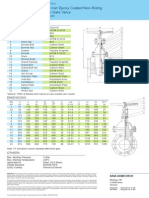
- Nava Cast Iron PN16 Gate Valve 631Документ1 страницаNava Cast Iron PN16 Gate Valve 631Avk Sanjeevan100% (1)
- Revision Questions PA 10 Specific Page 23-12Документ2 страницыRevision Questions PA 10 Specific Page 23-12Bayu Falen100% (2)
- G8s-5034-02-Bubble Leak TestДокумент4 страницыG8s-5034-02-Bubble Leak TestmaheshОценок пока нет
- Hydrosatic PresentationДокумент78 страницHydrosatic PresentationZain Ali KidwaiОценок пока нет
- Installation ManualДокумент20 страницInstallation ManualHasan GüleryüzОценок пока нет
- SAEP-379 Quality Issues NotificationДокумент4 страницыSAEP-379 Quality Issues NotificationMusic And FunОценок пока нет
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataДокумент3 страницыLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandОценок пока нет
- PDS en-GB 45751Документ2 страницыPDS en-GB 45751Anuar SalehОценок пока нет
- PDS Hempadur Multi-Strength 45753 en-GBДокумент2 страницыPDS Hempadur Multi-Strength 45753 en-GBJosip LasanОценок пока нет
- Hempathane Hs 55610 55610 En-GbДокумент2 страницыHempathane Hs 55610 55610 En-GbfaizalОценок пока нет
- PDS-QD ThinnerДокумент1 страницаPDS-QD ThinnervitharvanОценок пока нет
- Pds Hempel's Thinner 08450 En-GbДокумент1 страницаPds Hempel's Thinner 08450 En-GbIlham NugrohoОценок пока нет
- Pds-Solvalux 5-30 ClearДокумент1 страницаPds-Solvalux 5-30 ClearvitharvanОценок пока нет
- En Iso 9606 1 AДокумент2 страницыEn Iso 9606 1 AvitharvanОценок пока нет
- PDS Hempel's Thinner 08700 en-GBДокумент1 страницаPDS Hempel's Thinner 08700 en-GBvitharvanОценок пока нет
- PDS Hempel's Thinner 08700 en-GBДокумент1 страницаPDS Hempel's Thinner 08700 en-GBvitharvanОценок пока нет
- 50 Timeless ScientistsДокумент194 страницы50 Timeless ScientistsShyamranjan Singha100% (1)
- PDS Hempel's Silicone Aluminium 56910 en-GBДокумент2 страницыPDS Hempel's Silicone Aluminium 56910 en-GBdanishОценок пока нет
- PDS Hempadur 85671 en-GBДокумент3 страницыPDS Hempadur 85671 en-GBvitharvanОценок пока нет
- Pds Hempadur Mastic 45881 En-GbДокумент3 страницыPds Hempadur Mastic 45881 En-Gbshujad77Оценок пока нет
- AI Hempel's Galvosil 15700 EnglishДокумент7 страницAI Hempel's Galvosil 15700 EnglishvitharvanОценок пока нет
- PDS HEMPATHANE TOPCOAT 55210 en-GB PDFДокумент2 страницыPDS HEMPATHANE TOPCOAT 55210 en-GB PDFQA QCОценок пока нет
- Hempel Galvosil 1570019840Документ2 страницыHempel Galvosil 1570019840Jj OredinaОценок пока нет
- Hempadur Primer 15300Документ3 страницыHempadur Primer 15300vitharvanОценок пока нет
- Penguard Midcoat MIO: Technical Data SheetДокумент4 страницыPenguard Midcoat MIO: Technical Data SheetajuhaseenОценок пока нет
- TDS - Thinner No. 17 Issued.11.26.2010Документ2 страницыTDS - Thinner No. 17 Issued.11.26.2010MuthuKumarОценок пока нет
- TDS - Penguard HB - Issued.26.11.2010Документ4 страницыTDS - Penguard HB - Issued.26.11.2010vitharvanОценок пока нет
- Semstone 8084 PDS 7-10Документ1 страницаSemstone 8084 PDS 7-10vitharvanОценок пока нет
- Hempadur 85531 PDFДокумент2 страницыHempadur 85531 PDFvitharvan0% (1)
- TDS - Durathane English Issued.09.05.2011Документ4 страницыTDS - Durathane English Issued.09.05.2011vitharvanОценок пока нет
- TDS - Penguard Primer - Issued.26.11.2010Документ4 страницыTDS - Penguard Primer - Issued.26.11.2010vitharvanОценок пока нет
- TDS - Penguard Midcoat - Issu.26.11.2010 PDFДокумент4 страницыTDS - Penguard Midcoat - Issu.26.11.2010 PDFvitharvanОценок пока нет
- TDS - Resist 78 - English (Uk)Документ4 страницыTDS - Resist 78 - English (Uk)Chaerul AnwarОценок пока нет
- TDS - Hardtop XP - English (Uk) - Azad Jotun Ras TanuraДокумент4 страницыTDS - Hardtop XP - English (Uk) - Azad Jotun Ras TanuraAzadAhmadОценок пока нет
- Penguard HB 2005 PDFДокумент4 страницыPenguard HB 2005 PDFMuthuKumarОценок пока нет
- Dual Prime Source Datasheet 1Документ1 страницаDual Prime Source Datasheet 1EstebanОценок пока нет
- China Chassis Cj14Документ1 страницаChina Chassis Cj14David Argote BellidoОценок пока нет
- Pli New 22012006Документ119 страницPli New 22012006Sai PraneethОценок пока нет
- India International Centre India International Centre QuarterlyДокумент15 страницIndia International Centre India International Centre QuarterlySruti UОценок пока нет
- Yamaha Acoustic GuitarsДокумент18 страницYamaha Acoustic Guitarsrusf123100% (5)
- Cve 240-Assignment 5 - Chapter 4Документ3 страницыCve 240-Assignment 5 - Chapter 4Ehab Wilson0% (1)
- Quad Exclusive or Gate: PD CC oДокумент7 страницQuad Exclusive or Gate: PD CC oHungChiHoОценок пока нет
- FM 5-102 - CountermobilityДокумент220 страницFM 5-102 - CountermobilitySurvivIt100% (2)
- L11 ImageplacementДокумент2 страницыL11 ImageplacementJayram JavierОценок пока нет
- How To Update SoftwareДокумент4 страницыHow To Update SoftwareNayarit TianguisОценок пока нет
- To Improve Quality and Reduce Rejection Level Through Quality ControlДокумент5 страницTo Improve Quality and Reduce Rejection Level Through Quality ControlEditor IJRITCCОценок пока нет
- Poster BC - Bored PileДокумент1 страницаPoster BC - Bored PileZaim Adli100% (1)
- Ls Pu BackgroundДокумент5 страницLs Pu BackgroundRolando Cruzada Jr.Оценок пока нет
- DjikstraДокумент5 страницDjikstramanoj1390Оценок пока нет
- Business Plan ScrunshineДокумент2 страницыBusiness Plan ScrunshineEnjhelle MarinoОценок пока нет
- Water Jug & MissionariesДокумент52 страницыWater Jug & MissionariesAdmire ChaniwaОценок пока нет
- Performance Measurement. The ENAPS ApproachДокумент33 страницыPerformance Measurement. The ENAPS ApproachPavel Yandyganov100% (1)
- Orbital Rendezvous Using An Augmented Lambert Guidance SchemeДокумент0 страницOrbital Rendezvous Using An Augmented Lambert Guidance Schemegirithik14Оценок пока нет
- のわる式証明写真メーカー|PicrewДокумент1 страницаのわる式証明写真メーカー|PicrewpapafritarancheraОценок пока нет
- Fuzzy LogicДокумент27 страницFuzzy LogicvibhutiОценок пока нет
- Stone MasonaryДокумент23 страницыStone MasonarypurvaОценок пока нет
- Potential of Osmotic Power Generation by Pressure Retarded Osmosis Using Seawater As Feed Solution: Analysis and ExperimentsДокумент8 страницPotential of Osmotic Power Generation by Pressure Retarded Osmosis Using Seawater As Feed Solution: Analysis and ExperimentsAugusto MeloОценок пока нет
- Presentation STAAD ProДокумент47 страницPresentation STAAD ProjosephfelixОценок пока нет
- HabaCHIAN Slat Conveyor ChainsДокумент128 страницHabaCHIAN Slat Conveyor Chainsjunico76Оценок пока нет
- EL3020 Data PDFДокумент24 страницыEL3020 Data PDFichrakОценок пока нет
- MU-MIMO in LTEДокумент13 страницMU-MIMO in LTECM_123Оценок пока нет
- Resume - Abishek AntonyДокумент4 страницыResume - Abishek AntonyabishekantonyОценок пока нет
- Repair Parts Sheet: A Unit of Applied Power IncДокумент2 страницыRepair Parts Sheet: A Unit of Applied Power IncLukas EzequielОценок пока нет
- Machine Guarding PDFДокумент133 страницыMachine Guarding PDFbrsharmaОценок пока нет
- Standing Seam Installation-23-11-21Документ35 страницStanding Seam Installation-23-11-21Gokulnath TgОценок пока нет