Вам также может понравиться
- Projects Mech 35-36-4Документ85 страницProjects Mech 35-36-4Angela FasuyiОценок пока нет
- Design, Fabrication and Performance Evaluation of An Indirect Solar Dryer For Drying Agricultural ProductsДокумент9 страницDesign, Fabrication and Performance Evaluation of An Indirect Solar Dryer For Drying Agricultural ProductsAnonymous kw8Yrp0R5rОценок пока нет
- Thesis Paper On Performance of Enhanced Solar Dryer Integrated With Heat Storage System For Fruits & Vegetables DryingДокумент80 страницThesis Paper On Performance of Enhanced Solar Dryer Integrated With Heat Storage System For Fruits & Vegetables Dryinglily67% (6)
- Final ThesisДокумент64 страницыFinal Thesisapi-546541282Оценок пока нет
- Project ReportДокумент5 страницProject ReportBharath VОценок пока нет
- Parabolic Dish Solar Cooker RepotДокумент33 страницыParabolic Dish Solar Cooker RepotChetan TОценок пока нет
- Heat and Mass Transfer Course SyllabusДокумент82 страницыHeat and Mass Transfer Course SyllabusLUVAI KIOKOОценок пока нет
- Applications of Software in Solar Drying Systems A ReviewДокумент12 страницApplications of Software in Solar Drying Systems A ReviewGianCarlo Espinoza ParionaОценок пока нет
- Green Electric Energy Lecture 20Документ50 страницGreen Electric Energy Lecture 20dishantpОценок пока нет
- Global Network For Renewable Energy Approaches in Desert RegionsДокумент7 страницGlobal Network For Renewable Energy Approaches in Desert RegionsHayan JanakatОценок пока нет
- 1 ELET 414 Renwable Energy Resources W1 W3Документ44 страницы1 ELET 414 Renwable Energy Resources W1 W3MOHAMMED ALI MOHAMMED ZABBANIОценок пока нет
- Res Unit-I Solar EnergyДокумент163 страницыRes Unit-I Solar Energyvits20731a3139Оценок пока нет
- Types of DigestersДокумент15 страницTypes of DigestersDevendra SharmaОценок пока нет
- Computational Fluid Dynamic Analysis of Innovative Design of Solar-Biomass Hybrid DryerДокумент12 страницComputational Fluid Dynamic Analysis of Innovative Design of Solar-Biomass Hybrid DryerRicardo Lopez BarbaОценок пока нет
- Be Main Project 19 FinalДокумент75 страницBe Main Project 19 Finaljuned shaikhОценок пока нет
- Design and Fabrication of Solar Powered Ice BoxДокумент5 страницDesign and Fabrication of Solar Powered Ice BoxesatjournalsОценок пока нет
- Wind Power Design for Rural ElectrificationДокумент23 страницыWind Power Design for Rural ElectrificationAbrhaОценок пока нет
- Undergraduate Renewable Energy Course ProjectДокумент24 страницыUndergraduate Renewable Energy Course ProjectAminul HoqueОценок пока нет
- Introduction to Renewable Energy SystemsДокумент281 страницаIntroduction to Renewable Energy SystemsSaif UllahОценок пока нет
- Design Development and Performance Evaluation of Solar Dryer For Drying of Tomato and Onion Slices PDFДокумент98 страницDesign Development and Performance Evaluation of Solar Dryer For Drying of Tomato and Onion Slices PDFErin Walker100% (3)
- Mekelle University Ethiopian Institute of Technology-Mekelle Electrical and Computer Engineering DepartmentДокумент2 страницыMekelle University Ethiopian Institute of Technology-Mekelle Electrical and Computer Engineering DepartmentSiva Agora KarthikeyanОценок пока нет
- Wind Turbine: Mostafa Ghadamyari Ferdowsi University of Mashhad Winter 2012Документ21 страницаWind Turbine: Mostafa Ghadamyari Ferdowsi University of Mashhad Winter 2012JOSE PRASOBH..JОценок пока нет
- Chapter 3 Gas Power CyclesДокумент42 страницыChapter 3 Gas Power CyclesAmirul HazzmiОценок пока нет
- Design of Solar Steam Pump For Irrigation ProposalДокумент13 страницDesign of Solar Steam Pump For Irrigation ProposalAbebaw AyeleОценок пока нет
- Training Manual: Prepared byДокумент29 страницTraining Manual: Prepared byjpsingh75Оценок пока нет
- IIT Roorkee's HRED Department: An IntroductionДокумент31 страницаIIT Roorkee's HRED Department: An IntroductionNaruto UzumakiОценок пока нет
- Importance of Biomass Energy and Its Recovery ProcessДокумент11 страницImportance of Biomass Energy and Its Recovery ProcessRacОценок пока нет
- Mini Solar Water HeaterДокумент23 страницыMini Solar Water HeaterROCKY DUBEYОценок пока нет
- Solar Thermal Power PlantДокумент32 страницыSolar Thermal Power Plantvigneshgemini100% (1)
- Design and Fabrication of Biomass Extruder of 50 MM Diameter Briquettesize Ier 1000128Документ6 страницDesign and Fabrication of Biomass Extruder of 50 MM Diameter Briquettesize Ier 1000128Trưởng TrầnОценок пока нет
- Energy CrisisДокумент41 страницаEnergy CrisisFarhan MalikОценок пока нет
- How To Make The Parabolic AMSI Solar CookerДокумент19 страницHow To Make The Parabolic AMSI Solar CookerOffice of Energy and Environmental Affairs, MAОценок пока нет
- 5 Paper 2 Biodiesel Plant Design For Rural ApplicationДокумент8 страниц5 Paper 2 Biodiesel Plant Design For Rural ApplicationGlorie Mae BurerosОценок пока нет
- Final Thesis - 2Документ48 страницFinal Thesis - 2pratik giradkarОценок пока нет
- Chapter 1 Modified NewДокумент73 страницыChapter 1 Modified NewHenok gebrehiwotОценок пока нет
- What is biodiesel? Renewable fuel made from plant oilsДокумент14 страницWhat is biodiesel? Renewable fuel made from plant oilsVoloncs AlpárОценок пока нет
- Vapour and Combined Power CyclesДокумент37 страницVapour and Combined Power CyclesTarvesh KumarОценок пока нет
- Lecture 26 Thermal Engineering II (03.09.2020)Документ43 страницыLecture 26 Thermal Engineering II (03.09.2020)Dr. BIBIN CHIDAMBARANATHANОценок пока нет
- Compost Fertilizer Production From Sugar Press Mud (SPM)Документ5 страницCompost Fertilizer Production From Sugar Press Mud (SPM)rammeshbankarОценок пока нет
- Design, Construction and Evaluation of A Small Scale Solar DryerДокумент15 страницDesign, Construction and Evaluation of A Small Scale Solar DryerDinesh PoudelОценок пока нет
- Fyp Final Year Report Solar ThermalДокумент34 страницыFyp Final Year Report Solar ThermalFaiq AhmedОценок пока нет
- Development of Non-Conventional Energy SourcesДокумент5 страницDevelopment of Non-Conventional Energy Sourcestarungupta2001Оценок пока нет
- What is Solar Thermal EnergyДокумент19 страницWhat is Solar Thermal EnergyTushar SanwareyОценок пока нет
- Experimental Design I Lecture Notes 1Документ33 страницыExperimental Design I Lecture Notes 1Jared MurunduОценок пока нет
- I.C. Engines & Reciprocating MachinesДокумент106 страницI.C. Engines & Reciprocating MachinesTesfa TemesgenОценок пока нет
- Analysis of Tool Geometry for Screw Extrusion MachinesДокумент12 страницAnalysis of Tool Geometry for Screw Extrusion MachinesdjklikaОценок пока нет
- Design and Development of A Peltier Cooler For Real Life ApplicationsДокумент12 страницDesign and Development of A Peltier Cooler For Real Life ApplicationsNEROB KUMAR MOHONTO XRLNZGkUXmОценок пока нет
- Solar Water Heating Detailed ReportДокумент4 страницыSolar Water Heating Detailed ReportRahul RajpalОценок пока нет
- Vapor Power CyclesДокумент27 страницVapor Power Cycleshrithik khannaОценок пока нет
- Solar Water Pumping: An Overview: The Green MantraДокумент13 страницSolar Water Pumping: An Overview: The Green MantraAmit JoshiОценок пока нет
- Rankine Cycle GuideДокумент48 страницRankine Cycle Guidecan can100% (1)
- Tessarolo Hydro PowerДокумент108 страницTessarolo Hydro PowerJose Deniz100% (1)
- Hydro Electric Power PlantДокумент10 страницHydro Electric Power PlantShreya ShahОценок пока нет
- Development of An Efficient Solar Drying SystemДокумент73 страницыDevelopment of An Efficient Solar Drying SystemErond Perez100% (1)
- Rice Husk Furnace Paddy Dryer-Recirculating Dryer-BelonioДокумент2 страницыRice Husk Furnace Paddy Dryer-Recirculating Dryer-BelonioEd CasasОценок пока нет
- Thermal Modeling of A Ridge-Ventilated Greenhouse Equipped With Longitudinally Distributed Evaporative Cooling PadsДокумент8 страницThermal Modeling of A Ridge-Ventilated Greenhouse Equipped With Longitudinally Distributed Evaporative Cooling PadsPurushotham PaspuletiОценок пока нет
- Solar Powered Thermoelectric and Evaporative Car Cooling SystemДокумент51 страницаSolar Powered Thermoelectric and Evaporative Car Cooling SystemAyushi Tiwari100% (1)
- Introduction To Solar RefrigeratorДокумент2 страницыIntroduction To Solar RefrigeratorChetna KohliОценок пока нет
- Sri Lanka Energy ScenarioДокумент14 страницSri Lanka Energy ScenarioBuddi HeendeniyaОценок пока нет
- RES Support SchemesДокумент33 страницыRES Support SchemeshashimhasnainhadiОценок пока нет
- Public Notice: DA 15-1129 Released: October 6, 2015Документ18 страницPublic Notice: DA 15-1129 Released: October 6, 2015hashimhasnainhadiОценок пока нет
- Sustainability of Solar FarmsДокумент13 страницSustainability of Solar FarmsAshton100% (1)
- Biomass Plant PresentationДокумент14 страницBiomass Plant PresentationhashimhasnainhadiОценок пока нет
- A Sale Open To The General Public and Conducted by An Auctioneer, A Person Empowered To Conduct Such A Sale, at Which Property Is Sold To The Highest BidderДокумент5 страницA Sale Open To The General Public and Conducted by An Auctioneer, A Person Empowered To Conduct Such A Sale, at Which Property Is Sold To The Highest BidderhashimhasnainhadiОценок пока нет
- Auction Notice Section 52 PDFДокумент2 страницыAuction Notice Section 52 PDFhashimhasnainhadiОценок пока нет
- Auction Notice Mahendragarh - Bhiwani PDFДокумент19 страницAuction Notice Mahendragarh - Bhiwani PDFhashimhasnainhadiОценок пока нет
- Public Auction NoticeДокумент3 страницыPublic Auction NoticehashimhasnainhadiОценок пока нет
- Exploring the Distribution and Circulation of Printed Reformation TextsДокумент52 страницыExploring the Distribution and Circulation of Printed Reformation TextsHamid WaqasОценок пока нет
- Auctionnoticetender PDFДокумент3 страницыAuctionnoticetender PDFhashimhasnainhadiОценок пока нет
- Prequalification for Specimen ProposalsДокумент1 страницаPrequalification for Specimen ProposalsImran KhanОценок пока нет
- Auction Notice OresandminesДокумент21 страницаAuction Notice OresandmineshashimhasnainhadiОценок пока нет
- Revised Syllabus CE-2016 10 Jul 2015Документ158 страницRevised Syllabus CE-2016 10 Jul 2015Muhammad Faisal TahirОценок пока нет
- Auction NoticeДокумент1 страницаAuction NoticehashimhasnainhadiОценок пока нет
- Indianapolis, IN: April 7, 2015 (Tuesday)Документ4 страницыIndianapolis, IN: April 7, 2015 (Tuesday)hashimhasnainhadiОценок пока нет
- Auction Notice1Документ1 страницаAuction Notice1hashimhasnainhadiОценок пока нет
- Auctionnotice 11Документ12 страницAuctionnotice 11hashimhasnainhadiОценок пока нет
- Auction Notice Apr 04 2016Документ45 страницAuction Notice Apr 04 2016hashimhasnainhadiОценок пока нет
- Sample: Special Sale Notices / Real EstateДокумент6 страницSample: Special Sale Notices / Real EstatehashimhasnainhadiОценок пока нет
- Auction Notice OresandminesДокумент21 страницаAuction Notice OresandmineshashimhasnainhadiОценок пока нет
- Auction Notice Attachment A UpdatedДокумент37 страницAuction Notice Attachment A UpdatedhashimhasnainhadiОценок пока нет
- Federal Public Service Commission, Islamabad: "In Pursuance of Section 7-A Read With Section 10 of The FPSC OrdinanceДокумент11 страницFederal Public Service Commission, Islamabad: "In Pursuance of Section 7-A Read With Section 10 of The FPSC Ordinancehassanshahji11Оценок пока нет
- CCE Datesheet 2017Документ2 страницыCCE Datesheet 2017Asim BookОценок пока нет
- Federal Public Service Commission: Date Sheet For Competitive Examination (CSS), 2016Документ1 страницаFederal Public Service Commission: Date Sheet For Competitive Examination (CSS), 2016RazaОценок пока нет
- Federal Public Service Commission, Islamabad: "In Pursuance of Section 7-A Read With Section 10 of The FPSC OrdinanceДокумент11 страницFederal Public Service Commission, Islamabad: "In Pursuance of Section 7-A Read With Section 10 of The FPSC Ordinancehassanshahji11Оценок пока нет
- Calculating Acquired CPD PointsДокумент2 страницыCalculating Acquired CPD Pointsmumarbsc7244Оценок пока нет
- 152 TOP Thermodynamics Mechanical Engineering Multiple Choice Questions and Answers List MCQs Preparation For Engineering Competitive Exams PDFДокумент17 страниц152 TOP Thermodynamics Mechanical Engineering Multiple Choice Questions and Answers List MCQs Preparation For Engineering Competitive Exams PDFIlhariri Muhammad IrlisОценок пока нет
- Advertisement For PositionДокумент1 страницаAdvertisement For PositionhashimhasnainhadiОценок пока нет
- 8 Comparison of Otto, Diesel, Dual CyclesДокумент7 страниц8 Comparison of Otto, Diesel, Dual Cyclescaptainhass0% (1)
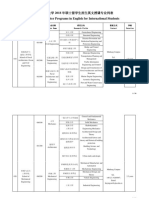
- SJTU 2018 Master Programs in English For International StudentsДокумент10 страницSJTU 2018 Master Programs in English For International StudentshashimhasnainhadiОценок пока нет
- TumudssorulariДокумент151 страницаTumudssorulariyaseminbalimОценок пока нет
- RACE 2011 ProceedingДокумент680 страницRACE 2011 Proceedingrace2590Оценок пока нет
- The Particulate Nature of MatterДокумент8 страницThe Particulate Nature of MatterVibinraj K NileshwarОценок пока нет
- Bahasa InggrisДокумент16 страницBahasa Inggrisanon_540528289Оценок пока нет
- Physics of Water PDFДокумент16 страницPhysics of Water PDFRamana RNОценок пока нет
- Explanation Text: Definition, Generic Structures, Purposes, Language FeaturesДокумент9 страницExplanation Text: Definition, Generic Structures, Purposes, Language Features28 Ni Made Kendra Priyanka AyunieОценок пока нет
- Measurements and Physical QuantitiesДокумент50 страницMeasurements and Physical QuantitiesSufyaansufi100% (1)
- Experiment 7 - 3DДокумент15 страницExperiment 7 - 3DPoh Ching HongОценок пока нет
- Compressor Technical Data BP1084Z Code: Model:: External FeaturesДокумент4 страницыCompressor Technical Data BP1084Z Code: Model:: External FeaturesGuillermo PuglieseОценок пока нет
- EquilibriumДокумент47 страницEquilibriumIsha PatelОценок пока нет
- 1931 The High Speed Internal Combustion Engine (Ricardo)Документ445 страниц1931 The High Speed Internal Combustion Engine (Ricardo)anhelo911Оценок пока нет
- MVE Series YDS and YDHДокумент5 страницMVE Series YDS and YDHMartaОценок пока нет
- Y7 KO Science Autumn Term 1Документ95 страницY7 KO Science Autumn Term 1Kki YuОценок пока нет
- FE-248 Unit Operations in Food Processing-II: Evaporation ExplainedДокумент26 страницFE-248 Unit Operations in Food Processing-II: Evaporation ExplainedSumit NirmalОценок пока нет
- Pipeline DesignДокумент42 страницыPipeline DesignMahmoud El Shorafa100% (1)
- VCS Guidelines Rev 10 01 2Документ15 страницVCS Guidelines Rev 10 01 2DMYTRO STRYZHKOVОценок пока нет
- Lesson 4 - Water CycleДокумент4 страницыLesson 4 - Water Cycleapi-552754990Оценок пока нет
- 2 Gas Turbine - Air Inlet SystemДокумент93 страницы2 Gas Turbine - Air Inlet SystemMohamed Balbaa100% (4)
- MCQ in General Education Part 2 Licensure Exam For TeachersДокумент20 страницMCQ in General Education Part 2 Licensure Exam For TeachersJevan CalaqueОценок пока нет
- Ccol AbДокумент32 страницыCcol Abhioiougu100% (4)
- EN7RC-IV-a-3.2: Classify Text Types (Narrative, Expository, Explanation, Recount, Persuasive)Документ16 страницEN7RC-IV-a-3.2: Classify Text Types (Narrative, Expository, Explanation, Recount, Persuasive)Avegail Constantino67% (6)
- ALOHA ExamplesДокумент53 страницыALOHA ExamplesOrkun KabaşОценок пока нет
- Basic Concepts of Process Dynamics and ControlДокумент19 страницBasic Concepts of Process Dynamics and ControlJane Guiron AballaОценок пока нет
- 0625 w14 QP 32Документ16 страниц0625 w14 QP 32Haider AliОценок пока нет
- Boling Point CurvesДокумент28 страницBoling Point CurvesMuhammad MohtashimОценок пока нет
- Simulation Design Optimal Operation of LNG Processes For Arctic ConditionsДокумент44 страницыSimulation Design Optimal Operation of LNG Processes For Arctic ConditionsYan LaksanaОценок пока нет
- Chemistry 2 - Separating MixturesДокумент7 страницChemistry 2 - Separating MixturesNaseeb AliОценок пока нет
- spr2 PDFДокумент301 страницаspr2 PDFPatrick Silva OliveiraОценок пока нет
- Heating and Cooling CurveДокумент27 страницHeating and Cooling CurveAcademe HelperОценок пока нет
- Evaporator: Department of Chemical EngineeringДокумент16 страницEvaporator: Department of Chemical EngineeringspidyОценок пока нет