Вам также может понравиться
- Sizing Three Phase Horizontal SeparatorДокумент1 страницаSizing Three Phase Horizontal SeparatorekabudiartiОценок пока нет
- AdsorptionДокумент10 страницAdsorptionekabudiartiОценок пока нет
- Sizing Shell and Tube Heat ExchangerДокумент17 страницSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Sizing Three Phase Horizontal SeparatorДокумент1 страницаSizing Three Phase Horizontal SeparatorekabudiartiОценок пока нет
- Aspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantДокумент9 страницAspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantLina1929Оценок пока нет
- Drawing 1Документ1 страницаDrawing 1ekabudiartiОценок пока нет
- List Buku Wajib BeliДокумент1 страницаList Buku Wajib BeliekabudiartiОценок пока нет
- Sizing Three Phase Horizontal SeparatorДокумент1 страницаSizing Three Phase Horizontal SeparatorekabudiartiОценок пока нет
- VCR 232 Ivory by Ayola 21-22 Nov'17 - SyarifuddinДокумент1 страницаVCR 232 Ivory by Ayola 21-22 Nov'17 - SyarifuddinekabudiartiОценок пока нет
- Aspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantДокумент9 страницAspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantLina1929Оценок пока нет
- Detail Specification of Each ConsumableДокумент4 страницыDetail Specification of Each ConsumableekabudiartiОценок пока нет
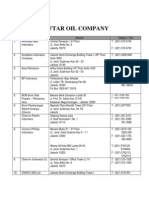
- Daftar Dan Alamat Oil CompanyДокумент16 страницDaftar Dan Alamat Oil Companysetia wirawan100% (7)
- Sizing of LPG Air Mix System (24mmbtu 60B-40P, 50psig)Документ1 страницаSizing of LPG Air Mix System (24mmbtu 60B-40P, 50psig)ekabudiartiОценок пока нет
- Gas Density Table PDFДокумент2 страницыGas Density Table PDFAsif Mehmood KhanОценок пока нет
- Jsae Paper 2007Документ8 страницJsae Paper 2007ekabudiartiОценок пока нет
- Aspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantДокумент9 страницAspen HYSYS Simulation of CO2 Removal by Amine Absorption From A Gas Based Power PlantLina1929Оценок пока нет
- Fluida ReservoirДокумент17 страницFluida ReservoirTeuku Muhammad RezanОценок пока нет
- Jump Start Aspen HYSYS V8Документ29 страницJump Start Aspen HYSYS V8hayfronbsterОценок пока нет
- HVR Software PDFДокумент12 страницHVR Software PDFekabudiartiОценок пока нет
- Choosing Column InternalsДокумент7 страницChoosing Column Internalspetrolhead1Оценок пока нет
- Api660 Modification BRДокумент13 страницApi660 Modification BRbaraaazeb0% (1)
- Wins TeamДокумент2 страницыWins TeamekabudiartiОценок пока нет
- Hardware - Sheet PDMS PDFДокумент8 страницHardware - Sheet PDMS PDFekabudiartiОценок пока нет
- Wish List BookДокумент1 страницаWish List BookekabudiartiОценок пока нет
- Aspen EDR FamilyДокумент10 страницAspen EDR Familyrtrajan_mech5408Оценок пока нет
- Aveva N Hysys ResumeДокумент3 страницыAveva N Hysys ResumeekabudiartiОценок пока нет
- TGNET AddДокумент12 страницTGNET AddekabudiartiОценок пока нет
- OLGA Link User GuideДокумент51 страницаOLGA Link User GuideekabudiartiОценок пока нет
- Swedish Aircraft Noise Calculation Method 19950630Документ36 страницSwedish Aircraft Noise Calculation Method 19950630ekabudiartiОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Materials Today: Proceedings: Vikas Kumar SharmaДокумент4 страницыMaterials Today: Proceedings: Vikas Kumar SharmaNukala PranavarshОценок пока нет
- Book of Abstracts 2021 3Документ160 страницBook of Abstracts 2021 3Biljana Delic VujanovicОценок пока нет
- Akrilonitril, Metilakrilat Ve Vinilfosfonik Asit Terpolimeri Ile Elektrospinning Yöntemi Kullanılarak Alev Geciktirici Özellikli Nanofiber EldesiДокумент83 страницыAkrilonitril, Metilakrilat Ve Vinilfosfonik Asit Terpolimeri Ile Elektrospinning Yöntemi Kullanılarak Alev Geciktirici Özellikli Nanofiber EldesidurduОценок пока нет
- Teng 2021Документ11 страницTeng 2021tire farrokhzadОценок пока нет
- (Focus On Civilizations and Cultures) Piero Frediani, Marco Frediani, Luca Rosi-Cultural Heritage - Protection, Developments and International Perspectives-Nova Science Pub Inc (2013) PDFДокумент328 страниц(Focus On Civilizations and Cultures) Piero Frediani, Marco Frediani, Luca Rosi-Cultural Heritage - Protection, Developments and International Perspectives-Nova Science Pub Inc (2013) PDFBethany PalmerОценок пока нет
- ConductivityДокумент11 страницConductivitysyed waheed ul hasanОценок пока нет
- Program ARM 4Документ39 страницProgram ARM 4Michelle HarrisОценок пока нет
- Erdemir 1 - Tribological and Solid Lubrificant Coatings PDFДокумент9 страницErdemir 1 - Tribological and Solid Lubrificant Coatings PDFMÔNICA SUEDE S. SILVAОценок пока нет
- Assignment 1 PDFДокумент7 страницAssignment 1 PDFJASPER IMMANUELОценок пока нет
- Nanotechnology in The Defense Industry Advances, Innovation, and Practical Applications by Madhuri Sharon, Angelica Silvestre Lopez Rodriguez, Chetna Sharon, Pio Sifuentes GallardoДокумент333 страницыNanotechnology in The Defense Industry Advances, Innovation, and Practical Applications by Madhuri Sharon, Angelica Silvestre Lopez Rodriguez, Chetna Sharon, Pio Sifuentes GallardoKryon68Оценок пока нет
- Nano-And Biocomposites: Emerging Nanotechnologies For ManufacturingДокумент1 страницаNano-And Biocomposites: Emerging Nanotechnologies For ManufacturingshahramОценок пока нет
- Nanotechnology Military ApplicationsДокумент27 страницNanotechnology Military ApplicationsAmanGupta50% (2)
- Polymers: Fabrication and Characterization of Aluminum Nanoparticle-Reinforced CompositesДокумент10 страницPolymers: Fabrication and Characterization of Aluminum Nanoparticle-Reinforced CompositesTRNADEWОценок пока нет
- Protein-Based Films: Advances in The Development of Biomaterials Applicable To Food PackagingДокумент16 страницProtein-Based Films: Advances in The Development of Biomaterials Applicable To Food PackagingVeronica HernandezОценок пока нет
- KingRacing ApplicationGuide 2020-2021 17Документ13 страницKingRacing ApplicationGuide 2020-2021 17Luis MiguelОценок пока нет
- Nanodentistry and Its Applications in ProsthodonticsДокумент65 страницNanodentistry and Its Applications in ProsthodonticsNiharika Sabharwal100% (1)
- Role of Oxygen Functional Groups For Improved Performance of Graphene-Silicone Composites As A Thermal Interface MaterialДокумент32 страницыRole of Oxygen Functional Groups For Improved Performance of Graphene-Silicone Composites As A Thermal Interface MaterialManu PriyaОценок пока нет
- Nanotechnology Applications in Oil & Gas IndustryДокумент74 страницыNanotechnology Applications in Oil & Gas IndustryJanuario PalmaОценок пока нет
- Synthesis and Studies of PANI/Cerium Dioxide Nanocomposites: E. Kumar, P. SelvarajanДокумент4 страницыSynthesis and Studies of PANI/Cerium Dioxide Nanocomposites: E. Kumar, P. SelvarajansobisobiОценок пока нет
- Green Materials and Environmental Chemistry Green Materials and Environmental ChemistryДокумент308 страницGreen Materials and Environmental Chemistry Green Materials and Environmental ChemistryRotoplastic de Cuauhtémoc S.A. de C.V.Оценок пока нет
- RA - Vol.28.No.1-2, Jan-Apr 2018 PDFДокумент84 страницыRA - Vol.28.No.1-2, Jan-Apr 2018 PDFMymoon MoghulОценок пока нет
- Microwave Characterization of Nanostructured Material by Modified Nicolson-Ross-Weir MethodДокумент7 страницMicrowave Characterization of Nanostructured Material by Modified Nicolson-Ross-Weir MethodAIR MOHAMMAD SIDDIKYОценок пока нет
- Engineering Research BrochureДокумент32 страницыEngineering Research Brochurepramani90Оценок пока нет
- Fouling-Resistant Coatings For Reverse Osmosis Membranes: Gas and Liquid Permeation Studies On Morphology and Mass Transport EffectsДокумент9 страницFouling-Resistant Coatings For Reverse Osmosis Membranes: Gas and Liquid Permeation Studies On Morphology and Mass Transport Effectssyed_ahmed_71Оценок пока нет
- Chapter 1 IntroductionДокумент8 страницChapter 1 IntroductionHemanth Peddavenkatappa GariОценок пока нет
- NC ReferencesДокумент2 страницыNC ReferencesNuria ArdónОценок пока нет
- Applications of Ionizing Radiation in Materials Processing 2Документ273 страницыApplications of Ionizing Radiation in Materials Processing 2binifsОценок пока нет
- PHD Thesis: Bucharest, 2020Документ39 страницPHD Thesis: Bucharest, 2020Studi ParadiseОценок пока нет
- 6 - APP Recent Advances in Coreshell Bicomponent Fibers and NanofibersДокумент23 страницы6 - APP Recent Advances in Coreshell Bicomponent Fibers and NanofibersMohammadreza NaeimiradОценок пока нет
- Handbook of Adhesive TechnologyДокумент659 страницHandbook of Adhesive TechnologyCarlotta C.75% (4)