Вам также может понравиться
- An Introduction to Metal-Working (Illustrated)От EverandAn Introduction to Metal-Working (Illustrated)Рейтинг: 2.5 из 5 звезд2.5/5 (2)
- 3.2 Hole Making Selection and Application - DrillingДокумент61 страница3.2 Hole Making Selection and Application - DrillingBaljeet SinghОценок пока нет
- 202007-Us-Tm-Gardner Solid Round Tools Technical GuideДокумент64 страницы202007-Us-Tm-Gardner Solid Round Tools Technical GuideDonaldОценок пока нет
- b205g - MS Plus - 201601Документ44 страницыb205g - MS Plus - 201601Alexandre SouzaОценок пока нет
- AlimasterДокумент12 страницAlimastert.meynoldsОценок пока нет
- Fresamento SharpДокумент16 страницFresamento SharpklismannengelsОценок пока нет
- Catalogue-Tungaloy - 12 - Grades andДокумент49 страницCatalogue-Tungaloy - 12 - Grades andJose' TОценок пока нет
- Nine9 30 45 60 90 Degree Engraving ToolsДокумент16 страницNine9 30 45 60 90 Degree Engraving ToolsLuthier37Оценок пока нет
- Pramet 2016.2 - en PDFДокумент26 страницPramet 2016.2 - en PDFManish MoghaОценок пока нет
- Body Repair Tools - Draft 19-12Документ22 страницыBody Repair Tools - Draft 19-12wartchev39Оценок пока нет
- KORLOYДокумент12 страницKORLOYAlexandre SouzaОценок пока нет
- Tools For Aluminium Composite PanelsДокумент4 страницыTools For Aluminium Composite PanelsQuoc HaОценок пока нет
- Catalogo LaminaДокумент320 страницCatalogo LaminaHumberto José Reyes CevallosОценок пока нет
- 2.4 Selection and Application - MillingДокумент76 страниц2.4 Selection and Application - MillingBaljeet SinghОценок пока нет
- Turning Handbook: General Turning - Parting and Grooving - ThreadingДокумент53 страницыTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanОценок пока нет
- Catalog Rack and PinionДокумент111 страницCatalog Rack and PinionMani KandanОценок пока нет
- Be Final Year ProjectДокумент17 страницBe Final Year ProjectMALLIKARJUN KATAREОценок пока нет
- Unit - 1 - Theory of Metal CuttingДокумент82 страницыUnit - 1 - Theory of Metal Cuttingashish RautОценок пока нет
- HarveyTool MetricДокумент64 страницыHarveyTool MetricPOLISHING MILL TECHОценок пока нет
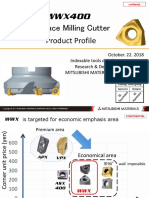
- WWX400 ProductProfile MMBRДокумент11 страницWWX400 ProductProfile MMBRAlexandre SouzaОценок пока нет
- IksДокумент24 страницыIksX800XLОценок пока нет
- Nine9 Indexable Milling CutterДокумент16 страницNine9 Indexable Milling Cutterعبدالله محمدОценок пока нет
- 2230 SwissTypeCollets Bushings 2023Документ20 страниц2230 SwissTypeCollets Bushings 2023Waseem AnwarОценок пока нет
- Winstar 16b 2015 CatalogueДокумент216 страницWinstar 16b 2015 CatalogueDương TrịnhОценок пока нет
- Mechanism of Metal Cutting (05-5-2022)Документ123 страницыMechanism of Metal Cutting (05-5-2022)Mohd MishaqОценок пока нет
- WG ToolДокумент841 страницаWG ToolAlief PambudhiОценок пока нет
- Universal Cutter GrinderДокумент1 страницаUniversal Cutter Grinderangel jhoan nuñez ramosОценок пока нет
- Sumihard 500 (ASM 500)Документ2 страницыSumihard 500 (ASM 500)jose wanderleyОценок пока нет
- Insert Shape ... : R S C T DДокумент11 страницInsert Shape ... : R S C T DskidamdnevnoОценок пока нет
- Recommendations For Cutting MFCДокумент8 страницRecommendations For Cutting MFCAriel LemaОценок пока нет
- 429 U Tung AluMillДокумент12 страниц429 U Tung AluMillDANIEL MANRIQUEZ FAVILAОценок пока нет
- Drill Bits HandbookДокумент127 страницDrill Bits HandbookMohamed Elshora100% (1)
- FormulaeДокумент15 страницFormulaeSGVОценок пока нет
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesДокумент8 страницEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesОценок пока нет
- Think Precision, Think HSS REAMINGДокумент18 страницThink Precision, Think HSS REAMINGMark EnriquezОценок пока нет
- MillingДокумент105 страницMillingsai mohanОценок пока нет
- End Mill Basic TrainingДокумент22 страницыEnd Mill Basic TrainingChiao YunОценок пока нет
- Erix Tool Catalog English Metric Print-2Документ32 страницыErix Tool Catalog English Metric Print-2RupertОценок пока нет
- TenarisHydril ER (Ver03-Apr05)Документ8 страницTenarisHydril ER (Ver03-Apr05)Gabriel IbarraОценок пока нет
- Solutions For Small Parts MachiningДокумент20 страницSolutions For Small Parts MachininggkhnОценок пока нет
- b205g - MS Plus - 201601Документ32 страницыb205g - MS Plus - 201601Alexandre SouzaОценок пока нет
- 4 - Cutting Tool GeometryДокумент21 страница4 - Cutting Tool GeometryFebry Risky Jr.Оценок пока нет
- ME338 - Lecture 2 - Basic Mechanics of MachiningДокумент21 страницаME338 - Lecture 2 - Basic Mechanics of MachiningVarun PathakОценок пока нет
- DijetДокумент8 страницDijetsekhon875115Оценок пока нет
- Cutting Tools: Your Partner For Clever ToolingДокумент9 страницCutting Tools: Your Partner For Clever ToolingPalade LucianОценок пока нет
- Cutting ToolsДокумент85 страницCutting ToolsRajyalakshmiОценок пока нет
- Mitubishi APX PDFДокумент24 страницыMitubishi APX PDFZeljko StamatovicОценок пока нет
- Concept of CENA1Документ6 страницConcept of CENA1taknevОценок пока нет
- Main CatalogДокумент151 страницаMain CatalogНикита МельниковОценок пока нет
- Mitsu 05 Boring BarsДокумент42 страницыMitsu 05 Boring BarsJorge Roman SantosОценок пока нет
- GWX Angle Grinder - X-Lock - Leaflet - V2-1Документ10 страницGWX Angle Grinder - X-Lock - Leaflet - V2-1JoshuaОценок пока нет
- Blisk Machining SolutionsДокумент8 страницBlisk Machining SolutionsjimОценок пока нет
- Kymera Mach 4 Hybrid Drill Bit FlyerДокумент2 страницыKymera Mach 4 Hybrid Drill Bit FlyerReginaMendozaОценок пока нет
- 2019 PolyMILL Threadmilling EN PDFДокумент14 страниц2019 PolyMILL Threadmilling EN PDFPalade LucianОценок пока нет
- Productivity Kit Catalog WebДокумент48 страницProductivity Kit Catalog Web13239563Оценок пока нет
- EBSDPrepДокумент147 страницEBSDPrepcam nhung NguyenОценок пока нет
- FlipCUT Brochure 06-24-16 PDFДокумент16 страницFlipCUT Brochure 06-24-16 PDFAlexandre SouzaОценок пока нет
- Turbine Blade MachiningДокумент8 страницTurbine Blade MachiningZeeshan HameedОценок пока нет
- MillingДокумент36 страницMillingSerhat DoğandemirОценок пока нет
- Turning8010 a-08-01314EN Metric SecДокумент788 страницTurning8010 a-08-01314EN Metric Secyosamy77Оценок пока нет
- Commodities 20170710060741Документ31 страницаCommodities 20170710060741yosamy77Оценок пока нет
- PLU Users Guide Sept 2016Документ37 страницPLU Users Guide Sept 2016yosamy77Оценок пока нет
- En-Catia v5r13 Designer Guide Chapter9-Working With Wireframe and Surface Design WorkbenchДокумент40 страницEn-Catia v5r13 Designer Guide Chapter9-Working With Wireframe and Surface Design Workbenchmictlan56100% (1)
- Electrical Wire RoutingДокумент7 страницElectrical Wire RoutingbalabooksОценок пока нет
- PLU Users Guide Sept 2016Документ37 страницPLU Users Guide Sept 2016yosamy77Оценок пока нет
- Commodities 20170710060741Документ31 страницаCommodities 20170710060741yosamy77Оценок пока нет
- Digital Home Cinema System: Instruction ManualДокумент33 страницыDigital Home Cinema System: Instruction Manualyosamy77Оценок пока нет
- Catia BasicsДокумент26 страницCatia BasicsJagan RajОценок пока нет
- Lesson Plan in Remainders TheoremДокумент5 страницLesson Plan in Remainders TheoremJune SabatinОценок пока нет
- Fabry PerotДокумент11 страницFabry PerotG. P HrishikeshОценок пока нет
- Sony HCD Zx30avДокумент80 страницSony HCD Zx30avrrobles8777Оценок пока нет
- 5000 KW Gearbox High Pinion Bearing Temperatures 1644227029Документ7 страниц5000 KW Gearbox High Pinion Bearing Temperatures 1644227029MC AОценок пока нет
- Mep - July 2013 - January 2010Документ47 страницMep - July 2013 - January 2010sunchit1986Оценок пока нет
- BUshed Pin TypeДокумент48 страницBUshed Pin TypeAkshayОценок пока нет
- Lte OptimizationДокумент323 страницыLte Optimizationkumar100% (2)
- IMMUNOHISTOCHEMДокумент7 страницIMMUNOHISTOCHEMJadys Merill DiezОценок пока нет
- Lecture 4 Maps Data Entry Part 1Документ80 страницLecture 4 Maps Data Entry Part 1arifОценок пока нет
- Lab 2Документ5 страницLab 2Adeem Hassan KhanОценок пока нет
- GravimetryДокумент31 страницаGravimetrysvsaikumarОценок пока нет
- LuK Tractor Diagnosis LQДокумент20 страницLuK Tractor Diagnosis LQZam BiloiuОценок пока нет
- Manual For Laying 110-500 KV XLPE Power CablesДокумент84 страницыManual For Laying 110-500 KV XLPE Power CablesZoran PetrovićОценок пока нет
- Configure Ap Aruba ConsoleДокумент2 страницыConfigure Ap Aruba ConsoleKule MemphisОценок пока нет
- Why Might Some People Regard Science As The Supreme Form of All KnowledgeДокумент4 страницыWhy Might Some People Regard Science As The Supreme Form of All KnowledgexxxsyedxxОценок пока нет
- Vacuum TubeДокумент1 страницаVacuum Tubejose condoriОценок пока нет
- 10th National ISMO Class 5 Question PaperДокумент10 страниц10th National ISMO Class 5 Question Paperwhatever50% (2)
- Data Sheet: VIPA CPU 214PG (214-2BE03)Документ5 страницData Sheet: VIPA CPU 214PG (214-2BE03)Salvatore AlessiОценок пока нет
- Tech Tip: How To Test For An Alternator Voltage DropДокумент2 страницыTech Tip: How To Test For An Alternator Voltage DropainginerОценок пока нет
- Drill Pipe Drill StringДокумент11 страницDrill Pipe Drill StringRodrigoBernardo50% (2)
- Handout Basic Electrical and Electronics AllisonДокумент6 страницHandout Basic Electrical and Electronics AllisonSRIREKHAОценок пока нет
- 1-A Survey On Mobile Edge Computing: TheCommunication Perspective PDFДокумент37 страниц1-A Survey On Mobile Edge Computing: TheCommunication Perspective PDFDHRAIEF AmineОценок пока нет
- Question Bank 4th SemesterДокумент16 страницQuestion Bank 4th SemesterJeevanandam ShanmugasundaramОценок пока нет
- Jimma Institute of Technology Faculty of Mechanical EngineeringДокумент38 страницJimma Institute of Technology Faculty of Mechanical EngineeringIsmail Ibn BehailuОценок пока нет
- Celonis Configuration Store Setup Guide 1.6Документ11 страницCelonis Configuration Store Setup Guide 1.6Venugopal JujhavarappuОценок пока нет
- Free Electricity From The Earth Rotating Through Its Own Magnetic Field Using The Homopolar Generator EffectДокумент3 страницыFree Electricity From The Earth Rotating Through Its Own Magnetic Field Using The Homopolar Generator EffectmarcelogiovaneОценок пока нет
- Pick and Place Robotic Arm Controlled by Computer - TJ211.42.M52 2007 - Mohamed Naufal B. OmarДокумент26 страницPick and Place Robotic Arm Controlled by Computer - TJ211.42.M52 2007 - Mohamed Naufal B. OmarSAMОценок пока нет
- Unit No 1Документ64 страницыUnit No 1Aadil VahoraОценок пока нет
- ThinkSmart Hub SpecДокумент5 страницThinkSmart Hub SpecJose LopezОценок пока нет
- UNIT 10 Arithmetic: Fractions Extra Exercises 10.1: MEP: Demonstration Project Teacher Support Y7AДокумент8 страницUNIT 10 Arithmetic: Fractions Extra Exercises 10.1: MEP: Demonstration Project Teacher Support Y7ARana SlimОценок пока нет
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetОт EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetРейтинг: 4.5 из 5 звезд4.5/5 (10)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeОт EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeРейтинг: 4.5 из 5 звезд4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (137)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisОт EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisРейтинг: 5 из 5 звезд5/5 (3)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyОт EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationОт EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationРейтинг: 4 из 5 звезд4/5 (18)
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementОт EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementОценок пока нет
- Construction Innovation and Process ImprovementОт EverandConstruction Innovation and Process ImprovementAkintola AkintoyeОценок пока нет
- Structural Cross Sections: Analysis and DesignОт EverandStructural Cross Sections: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Pile Design and Construction Rules of ThumbОт EverandPile Design and Construction Rules of ThumbРейтинг: 4.5 из 5 звезд4.5/5 (15)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownОт EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownОценок пока нет
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingОт EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingОценок пока нет