Вам также может понравиться
- Additional Homework Problems on Statistical Process Control ChartsДокумент5 страницAdditional Homework Problems on Statistical Process Control ChartsSivaMarojuОценок пока нет
- MIT 2.810 Homework 9 Solutions Process Control ChartsДокумент8 страницMIT 2.810 Homework 9 Solutions Process Control ChartsWinpee SacilОценок пока нет
- แบบฝึกบท 6Документ18 страницแบบฝึกบท 6Patcharapon SukjumratОценок пока нет
- (DONE) OPIM - Practice Questions Week 6Документ5 страниц(DONE) OPIM - Practice Questions Week 6Dexter KhooОценок пока нет
- Practice QuestionsДокумент2 страницыPractice QuestionsAmmiraju Gorti ChoudharyОценок пока нет
- Quality Control Problems CH10Документ2 страницыQuality Control Problems CH10الف تاتОценок пока нет
- Assignment 4Документ14 страницAssignment 4Mcleo MoonОценок пока нет
- Assignment (6) Variable Control ChartsДокумент4 страницыAssignment (6) Variable Control ChartsAhmed AymanОценок пока нет
- Unit 1 - Activity 15 - Graphical Representation of Data TestДокумент6 страницUnit 1 - Activity 15 - Graphical Representation of Data TestNidhi VyasОценок пока нет
- CS273a Final ExamДокумент9 страницCS273a Final ExamImeldaОценок пока нет
- CHE1023: Production and Operations Management Da-IiДокумент3 страницыCHE1023: Production and Operations Management Da-Iivedant vermaОценок пока нет
- KIE1008 Tutorial 5: Big-O, Searching, Hashing and Sorting algorithmsДокумент4 страницыKIE1008 Tutorial 5: Big-O, Searching, Hashing and Sorting algorithmsChanKelvinОценок пока нет
- Soal SG Week 5 - RevisedДокумент2 страницыSoal SG Week 5 - Revisedbismillahotw dewakipasОценок пока нет
- Tugas SPM Control ChartДокумент17 страницTugas SPM Control ChartArsa SaОценок пока нет
- 792f4practice Assignment - Control ChartsДокумент7 страниц792f4practice Assignment - Control Chartsakanchaagarwal12047970% (1)
- IE-431, Assignment-6, TEAM-10Документ26 страницIE-431, Assignment-6, TEAM-10Mohammad KashifОценок пока нет
- Tutorial Questions Managing Quality: Observation Sample 1 2 3 4 5 6 7 8Документ5 страницTutorial Questions Managing Quality: Observation Sample 1 2 3 4 5 6 7 8lianliang0% (1)
- Dr. Akhilesh Das Gupta Institute of Technology and ManagementДокумент10 страницDr. Akhilesh Das Gupta Institute of Technology and ManagementAshish KumarОценок пока нет
- OPIM Quality & Statistical Process ControlДокумент4 страницыOPIM Quality & Statistical Process ControlHumphrey Osaigbe100% (1)
- Assignment Ch#6-1-1Документ6 страницAssignment Ch#6-1-1Riaz Ahmad100% (1)
- Variable Control Charts - 2Документ5 страницVariable Control Charts - 2Kareem MahdyОценок пока нет
- Control Charts TemplateДокумент14 страницControl Charts TemplateSD VivekОценок пока нет
- Elementary Data Analysis (Statistics) - OUMДокумент10 страницElementary Data Analysis (Statistics) - OUMASHWIN 2629Оценок пока нет
- Taguchi Techniques - A ReviewДокумент7 страницTaguchi Techniques - A ReviewapteashutoshОценок пока нет
- Empirical Proof of Standard DeviationДокумент35 страницEmpirical Proof of Standard DeviationYash SirowaОценок пока нет
- SampleMidterms PDFДокумент15 страницSampleMidterms PDFpicalaОценок пока нет
- Final Exam in Statistics 1ST SemДокумент7 страницFinal Exam in Statistics 1ST SemRhee LigutanОценок пока нет
- Exam SolutionДокумент11 страницExam SolutionAamir Ahmed Ali SalihОценок пока нет
- Anna University Reliability QPДокумент4 страницыAnna University Reliability QPSriramulu JaichandarОценок пока нет
- Exercise Prod Design PracticingДокумент9 страницExercise Prod Design PracticingLaura AlósОценок пока нет
- Assignment/Tugasan: Kod Kursus /course Code: EBTQ 3103 Tajuk Kursus /course Title: Quality ControlДокумент6 страницAssignment/Tugasan: Kod Kursus /course Code: EBTQ 3103 Tajuk Kursus /course Title: Quality Controlugunthan7709Оценок пока нет
- Topic 8: SPC: Mean Value of First Subgroup (Документ4 страницыTopic 8: SPC: Mean Value of First Subgroup (Azlie AzizОценок пока нет
- Algoritmo Híbrido para o Escalonamento de Job ShopДокумент6 страницAlgoritmo Híbrido para o Escalonamento de Job ShopMichel RodrigoОценок пока нет
- 0feaf24f-6a96-4279-97a1-86708e467593 (1)Документ7 страниц0feaf24f-6a96-4279-97a1-86708e467593 (1)simandharОценок пока нет
- Quality Costing M 41Документ5 страницQuality Costing M 41sm munОценок пока нет
- MGT 3110: Exam 2 Study GuideДокумент14 страницMGT 3110: Exam 2 Study GuideMiguel AlaguecoОценок пока нет
- Computational AssignmentДокумент16 страницComputational AssignmentAshebirОценок пока нет
- StudentДокумент248 страницStudentfatima mohamedОценок пока нет
- Practical Question 2023Документ5 страницPractical Question 2023شفانОценок пока нет
- TQM Tools in MFG and Service IndustriesДокумент29 страницTQM Tools in MFG and Service IndustriesSimantoPreeomОценок пока нет
- Practice Questions - Statistical Process ControlДокумент3 страницыPractice Questions - Statistical Process ControlSachin SinghОценок пока нет
- COMP2201 Discrete Math Assignment 1 SolutionsДокумент14 страницCOMP2201 Discrete Math Assignment 1 SolutionsDom PowellОценок пока нет
- Quality Engineering 06/02/2019 General Recommendations:: Index1 Index2 Index3 Index4Документ15 страницQuality Engineering 06/02/2019 General Recommendations:: Index1 Index2 Index3 Index4Giuseppe D'AngeloОценок пока нет
- Quantitative MetallographyДокумент8 страницQuantitative MetallographyJuanPonceVilcaОценок пока нет
- Goodness of fit test for identifying underlying statistical distributionsДокумент20 страницGoodness of fit test for identifying underlying statistical distributionsAndi WijayaОценок пока нет
- Homework/Assignment: AnswerДокумент15 страницHomework/Assignment: AnswerAnh Cao Thị MinhОценок пока нет
- Tutorial Sheet 3Документ3 страницыTutorial Sheet 3KaylaОценок пока нет
- Universiti Malaysia Pahang BKU2032 Probability & Statistics Tutorial 4 (Chapter 4: Analysis of Variance)Документ3 страницыUniversiti Malaysia Pahang BKU2032 Probability & Statistics Tutorial 4 (Chapter 4: Analysis of Variance)berapiОценок пока нет
- Control Charts, Process Capability and QFD AnalysisДокумент7 страницControl Charts, Process Capability and QFD AnalysisTanuj DeshmukhОценок пока нет
- Practice - Quality ManagementДокумент8 страницPractice - Quality ManagementDexter KhooОценок пока нет
- Quality ControlДокумент56 страницQuality ControlMuslima MohammedОценок пока нет
- Meta-Mar Free Online Meta-Analysis Service!Документ8 страницMeta-Mar Free Online Meta-Analysis Service!Onny KhaeroniОценок пока нет
- Statistical Process Control Lecture 2: Xbar and S Charts, Attribute Control ChartsДокумент53 страницыStatistical Process Control Lecture 2: Xbar and S Charts, Attribute Control ChartsPurushottam PrakarОценок пока нет
- Advanced Algorithm Homework 1: Result and SolutionДокумент5 страницAdvanced Algorithm Homework 1: Result and Solutionkranthi chaitanyaОценок пока нет
- Conjoint AnalysisДокумент22 страницыConjoint AnalysisNeeraj PanchalОценок пока нет
- The Deadline For Today's Lab Submission Is 5 PM TodayДокумент4 страницыThe Deadline For Today's Lab Submission Is 5 PM TodayVivek Kumar TrivediОценок пока нет
- Practice Problem Set On Control ChartsДокумент3 страницыPractice Problem Set On Control ChartsArshdeep kaurОценок пока нет
- Final STAT4533 FALL2018Документ4 страницыFinal STAT4533 FALL2018Ashraf Al hinaiОценок пока нет
- Pom Imp QuestionsДокумент7 страницPom Imp QuestionsramsastryОценок пока нет
- A Student's Guide to Python for Physical Modeling: Second EditionОт EverandA Student's Guide to Python for Physical Modeling: Second EditionОценок пока нет
- GMAT Exam SuccessДокумент416 страницGMAT Exam Successkedari007100% (2)
- LadderДокумент1 страницаLadderDenise Isebella LeeОценок пока нет
- Nuclear Power in SingaporeДокумент6 страницNuclear Power in SingaporeDenise Isebella LeeОценок пока нет
- WISP-SEG-08 Rev01 SEG Chemical ManagementДокумент26 страницWISP-SEG-08 Rev01 SEG Chemical ManagementDenise Isebella LeeОценок пока нет
- WISP-SEG-10 Rev01 SEG Gas ManagementДокумент12 страницWISP-SEG-10 Rev01 SEG Gas ManagementDenise Isebella LeeОценок пока нет
- LadderДокумент1 страницаLadderDenise Isebella LeeОценок пока нет
- Application Form SkillsFutureStudyAwardДокумент3 страницыApplication Form SkillsFutureStudyAwardDenise Isebella LeeОценок пока нет
- Exercise 2 2Документ3 страницыExercise 2 2Denise Isebella LeeОценок пока нет
- Fluid Mechanics Formula SheetДокумент5 страницFluid Mechanics Formula SheetDenise Isebella LeeОценок пока нет
- 1314sem2 Me3251Документ4 страницы1314sem2 Me3251Denise Isebella LeeОценок пока нет
- (49466735zdvzsv6) 7 Appendsdczsdvsvix C4 - Compliance ChecklistДокумент15 страниц(49466735zdvzsv6) 7 Appendsdczsdvsvix C4 - Compliance ChecklistDenise Isebella LeeОценок пока нет
- Me2134e - Lecture 1 - Aug2012-1Документ50 страницMe2134e - Lecture 1 - Aug2012-1Denise Isebella LeeОценок пока нет
- 1112SEM2-ME4213 MEh4213EДокумент5 страниц1112SEM2-ME4213 MEh4213EDenise Isebella LeeОценок пока нет
- BIDDIedNGNO 1u00511sxДокумент19 страницBIDDIedNGNO 1u00511sxDenise Isebella LeeОценок пока нет
- 1112SEM2-ME4213 MEh4213EДокумент5 страниц1112SEM2-ME4213 MEh4213EDenise Isebella LeeОценок пока нет
- Shine Jun2013Документ7 страницShine Jun2013Denise Isebella LeeОценок пока нет
- ME4213E Tutorial 1Документ4 страницыME4213E Tutorial 1LinShaodun100% (1)
- ME2151E Learning OutcomesДокумент1 страницаME2151E Learning OutcomesDenise Isebella LeeОценок пока нет
- Class Time-Table For ME Essential - SemI - AY1314Документ7 страницClass Time-Table For ME Essential - SemI - AY1314Law Zhan HongОценок пока нет
- ME Materials Engineering Fundamentals Atomic Structure DiffusionДокумент10 страницME Materials Engineering Fundamentals Atomic Structure DiffusionDenise Isebella LeeОценок пока нет
- ME2151E Tut 1 PDFДокумент21 страницаME2151E Tut 1 PDFchenshicatherineОценок пока нет
- 1341 Oxygen Bomb Calorimeter Manual PDFДокумент11 страниц1341 Oxygen Bomb Calorimeter Manual PDFDenise Isebella LeeОценок пока нет
- 4x8 Utility Trailer Assembly Drawings and DiagramsДокумент18 страниц4x8 Utility Trailer Assembly Drawings and Diagramscualete100% (1)
- Crystal Structures: Simple Cubic, Fcc, BccДокумент10 страницCrystal Structures: Simple Cubic, Fcc, BccDenise Isebella LeeОценок пока нет
- Waterproof Your RoofДокумент6 страницWaterproof Your Roofmarius_alex_32Оценок пока нет
- Add A RadiatorДокумент6 страницAdd A RadiatormickyalemuОценок пока нет
- Brick BondsДокумент7 страницBrick BondsAMontoyaОценок пока нет
- STC5 Risk Management and Safe Work ProcedureДокумент36 страницSTC5 Risk Management and Safe Work ProcedureDenise Isebella LeeОценок пока нет
- TM2401 FourierДокумент58 страницTM2401 FourierDenise Isebella LeeОценок пока нет
- Horizontal Architecture For Performance Parallel Communicatio SystemsДокумент6 страницHorizontal Architecture For Performance Parallel Communicatio Systemsint0Оценок пока нет
- CAT-Generator Maintenance InformationДокумент2 страницыCAT-Generator Maintenance Informationmehdi kamali0% (1)
- Comar CSA300 TransponderДокумент2 страницыComar CSA300 TransponderZakaria ChowdhuryОценок пока нет
- Asia's Largest Green Library - Anna Centenary Library, ChennaiДокумент3 страницыAsia's Largest Green Library - Anna Centenary Library, ChennaiBharti V Sanjay100% (1)
- Exhaust Valve EverythingДокумент1 страницаExhaust Valve EverythingAjim MokashiОценок пока нет
- Day 3Документ10 страницDay 3ize_angel14Оценок пока нет
- 11 Common Welding Defects and How To Prevent ThemДокумент7 страниц11 Common Welding Defects and How To Prevent ThemRez HabloОценок пока нет
- 10 Year LED Flasher - Hackster - IoДокумент6 страниц10 Year LED Flasher - Hackster - IoSergio Orellana PoggioОценок пока нет
- Creating The Thomson Reuters Knowledge Graph and Open permID - ODI Summit 2015Документ27 страницCreating The Thomson Reuters Knowledge Graph and Open permID - ODI Summit 2015Open Data InstituteОценок пока нет
- ARM ArchitectureДокумент26 страницARM ArchitectureKiran KumarОценок пока нет
- PO28184-3-3156WA-10 (SWING CHECK VALVE 3in CLASS 150 316SS)Документ3 страницыPO28184-3-3156WA-10 (SWING CHECK VALVE 3in CLASS 150 316SS)Francis Alberto Espinosa PerezОценок пока нет
- Equipment Analysis in Design of Sulphuric Acid Plant: Yogeesh Sharma B. Tech (Mechanical & Automation Engg.)Документ18 страницEquipment Analysis in Design of Sulphuric Acid Plant: Yogeesh Sharma B. Tech (Mechanical & Automation Engg.)yogeeshs123Оценок пока нет
- The Deep Mixing Method Kitazume PDFДокумент429 страницThe Deep Mixing Method Kitazume PDFphotonОценок пока нет
- AMRUTVAHINI COLLEGE OF ENGINEERING SUB-ENGINEERING MATHEMATICS-II UNIT I- DIFFERENTIAL EQUATIONДокумент130 страницAMRUTVAHINI COLLEGE OF ENGINEERING SUB-ENGINEERING MATHEMATICS-II UNIT I- DIFFERENTIAL EQUATIONRadhika GaikwadОценок пока нет
- Orion Airdryer RAXДокумент100 страницOrion Airdryer RAXNguyễn Xuân Điệp67% (3)
- Technical Specifications Preparation Gui Del LinesДокумент7 страницTechnical Specifications Preparation Gui Del Linesrakeshkumar1971Оценок пока нет
- Dotton Mill, Otterton, DevonДокумент46 страницDotton Mill, Otterton, DevonWessex Archaeology100% (1)
- Astm A668mДокумент7 страницAstm A668mcacalinoОценок пока нет
- cp0053 25-Jul-2011 rm01Документ2 страницыcp0053 25-Jul-2011 rm01stalinkbcОценок пока нет
- Pumps For Thermal Power IndustryДокумент50 страницPumps For Thermal Power IndustryONURОценок пока нет
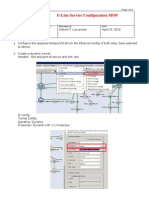
- E-LINE Service Configuration MOP v2Документ6 страницE-LINE Service Configuration MOP v2Mel-jr ValenciaОценок пока нет
- Siemens Eexd MotorsДокумент10 страницSiemens Eexd MotorsAntonis BafatakisОценок пока нет
- Catalogo Masel OrtodonciaДокумент171 страницаCatalogo Masel OrtodonciaJuan OntiverosОценок пока нет
- Dde-Biftool Demo 1 - NeuronДокумент28 страницDde-Biftool Demo 1 - NeuronSandeep Ravikumar MurthyОценок пока нет
- Charter Medical - Fluid Transfer Sets - AccessoriesДокумент1 страницаCharter Medical - Fluid Transfer Sets - AccessoriesCampaign MediaОценок пока нет
- March 2, 2023Документ1 страницаMarch 2, 2023Senrick MedranoОценок пока нет
- SE Manuel Digitrak MOSTДокумент91 страницаSE Manuel Digitrak MOSTshivamОценок пока нет
- SAP LandscapeДокумент3 страницыSAP LandscapekarunaduОценок пока нет
- 3.2.2.4 Packet Tracer - Configuring Trunks Instructions IGДокумент3 страницы3.2.2.4 Packet Tracer - Configuring Trunks Instructions IGdavid chavezОценок пока нет