Вам также может понравиться
- LG5002 OpsДокумент20 страницLG5002 OpsRSR_2K5364Оценок пока нет
- Api 7KДокумент8 страницApi 7KMarlon Turner67% (3)
- API Spec 6A 21st Edition ChangesДокумент43 страницыAPI Spec 6A 21st Edition ChangesQuality controller83% (6)
- DRILCO Inspection Report (NDTДокумент1 страницаDRILCO Inspection Report (NDTivan dario benavides bonillaОценок пока нет
- Grant Prideco™ Mechanical Property Requirements For Drill PDFДокумент4 страницыGrant Prideco™ Mechanical Property Requirements For Drill PDFChristian Matteo100% (1)
- API 16C Choke and KillДокумент26 страницAPI 16C Choke and Killrps197750% (2)
- API-16AR BOP Remanufaturing API-16AR PSL-2 Rev-0 PDFДокумент1 страницаAPI-16AR BOP Remanufaturing API-16AR PSL-2 Rev-0 PDFMarouan Nasr100% (1)
- Figure Union Identification Instructions-NEWДокумент4 страницыFigure Union Identification Instructions-NEWArgonauta_navegadorОценок пока нет
- Technical Session Presentation - API RP 7HU1 OverviewДокумент13 страницTechnical Session Presentation - API RP 7HU1 OverviewKalpanaBansal100% (1)
- Cold Rolling Info GuideДокумент11 страницCold Rolling Info Guide72espoОценок пока нет
- Api 6aДокумент23 страницыApi 6aumairahmedbaig75% (4)
- YC450-2 Traveling Block Parts ListДокумент1 страницаYC450-2 Traveling Block Parts ListMohamed Medany100% (1)
- API Spec 11D1 - Packers and Bridge PlugsДокумент2 страницыAPI Spec 11D1 - Packers and Bridge Plugsali50% (2)
- Api 6a PDFДокумент42 страницыApi 6a PDFremyshazwan100% (6)
- WPCE Wellhead Adapter FlangeДокумент1 страницаWPCE Wellhead Adapter Flangeashad100% (3)
- NS-2 Drill String Inspection Standard Bulletin #001Документ7 страницNS-2 Drill String Inspection Standard Bulletin #001Parviz Nasirov100% (2)
- Valves HCR CameronДокумент5 страницValves HCR CameronmanuelperdomotОценок пока нет
- API5CT PSL2 & PSL3 requirements summaryДокумент4 страницыAPI5CT PSL2 & PSL3 requirements summaryTanzil100% (3)
- Api 8CДокумент1 страницаApi 8CLeticia Lalo100% (2)
- Tubing Casing Thread TrainingДокумент30 страницTubing Casing Thread TrainingChandrasekhar Sonar100% (2)
- API 6A MonogramДокумент17 страницAPI 6A MonogramCandy Kendee100% (4)
- API 5bДокумент1 страницаAPI 5bNhoj AicragОценок пока нет
- API 6A Bolting, API 6ACRA Bolting, API 6A718 Bolting: Minimum Requirement of Closure BoltingДокумент10 страницAPI 6A Bolting, API 6ACRA Bolting, API 6A718 Bolting: Minimum Requirement of Closure BoltingQuality controller0% (1)
- Rotary Stem Threads GaugesДокумент2 страницыRotary Stem Threads GaugesMarutpal MukherjeeОценок пока нет
- NS 2 PDFДокумент188 страницNS 2 PDFPrimelift Safety Resources Limited100% (1)
- API Spec 7-1 Drill Stem ManufacturingДокумент1 страницаAPI Spec 7-1 Drill Stem ManufacturingQuality controller0% (1)
- MRP Gage Operation Manual Models 1000/2000/3000Документ62 страницыMRP Gage Operation Manual Models 1000/2000/3000jose abaОценок пока нет
- B+V Manual - Elevator Links PDFДокумент10 страницB+V Manual - Elevator Links PDFYina UsecheОценок пока нет
- Tenaris BlueDock BrochureДокумент19 страницTenaris BlueDock BrochureSudish BhatОценок пока нет
- Crochets Combine250TДокумент8 страницCrochets Combine250TsalemОценок пока нет
- API Standards and Well ControlДокумент9 страницAPI Standards and Well ControlRobertok1234Оценок пока нет
- Tubing and Casing Thread Inspection 2014Документ44 страницыTubing and Casing Thread Inspection 2014xmacaba100% (3)
- EMI Buggy Cal 5Документ2 страницыEMI Buggy Cal 5John DolanОценок пока нет
- Rotary Slips PDFДокумент118 страницRotary Slips PDFJohn Jairo Simanca100% (3)
- 2012 Thread Profile Data SheetДокумент2 страницы2012 Thread Profile Data Sheetflasher_for_nokiaОценок пока нет
- QCP KOC-VME 1221006120-PART 1 Rev 2Документ49 страницQCP KOC-VME 1221006120-PART 1 Rev 2Alireza GolpesarОценок пока нет
- Api 6a 21 Ed Summary of ChangesДокумент2 страницыApi 6a 21 Ed Summary of ChangesQuality controller100% (3)
- FSOG 13-005 General Insp TenarisДокумент10 страницFSOG 13-005 General Insp TenarisJanderson Sanchez Castañeda0% (1)
- API 6A 19th EditionДокумент21 страницаAPI 6A 19th EditionDeepak Sareen100% (1)
- Tubing Casing Thread TrainingДокумент30 страницTubing Casing Thread TrainingOscar Gomez Gonzalez100% (2)
- Hammer UnionsДокумент5 страницHammer UnionsiljicsОценок пока нет
- EURL OSCO Oil Services Mud Motor Inspection ReportДокумент1 страницаEURL OSCO Oil Services Mud Motor Inspection ReportNadir Hallah100% (2)
- Chapter 2 - Casing, Tubing and Line Pipe.Документ74 страницыChapter 2 - Casing, Tubing and Line Pipe.Franklyn Frank100% (2)
- API 11D1 - 4th 2021 Addendum 1Документ20 страницAPI 11D1 - 4th 2021 Addendum 1fateme100% (1)
- API 16A Spec Effective Date Change Feb 2018Документ1 страницаAPI 16A Spec Effective Date Change Feb 2018Jhidhor SetaramanОценок пока нет
- API Drilling Related Standards From APIДокумент3 страницыAPI Drilling Related Standards From APImanuelelkin100% (2)
- Api 20e 2018Документ2 страницыApi 20e 2018GauravОценок пока нет
- Cortec Choke CatalogДокумент8 страницCortec Choke Catalogamjath584100% (1)
- Api 4G PDFДокумент12 страницApi 4G PDFAluosh AluoshОценок пока нет
- LG5003 OpsДокумент20 страницLG5003 Opstamilmalar08Оценок пока нет
- DrillPipe, 80%, 5.500 OD, 0.415 Wall, IEU, G-105.. XT57 (7.000 X 4.000)Документ3 страницыDrillPipe, 80%, 5.500 OD, 0.415 Wall, IEU, G-105.. XT57 (7.000 X 4.000)Johann ZabaletaОценок пока нет
- DrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Документ3 страницыDrillPipe, 80%, 5.000 OD, 0.362 Wall, IEU, X-95.. XT50 (6.625 X 3.938)Johann ZabaletaОценок пока нет
- DrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Документ3 страницыDrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Garcia C L AlbertoОценок пока нет
- Drill Pipe Performance and SpecificationsДокумент3 страницыDrill Pipe Performance and SpecificationsИнженер Луис А. ГарсиаОценок пока нет
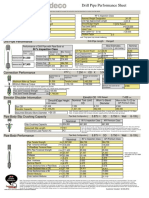
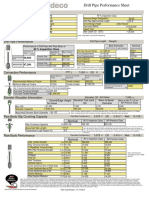
- Drill Pipe Performance SheetДокумент3 страницыDrill Pipe Performance SheetGarcia C L AlbertoОценок пока нет
- Drill Pipe Performance Sheet 5.875 XT57 G105Документ3 страницыDrill Pipe Performance Sheet 5.875 XT57 G105Garcia C L AlbertoОценок пока нет
- Drill Pipe Performance SheetДокумент3 страницыDrill Pipe Performance SheetGarcia C L AlbertoОценок пока нет
- Drill Pipe Performance Data SheetДокумент3 страницыDrill Pipe Performance Data SheetGarcia C L Alberto100% (1)
- DrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Документ3 страницыDrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Johann ZabaletaОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- CLIC Catalogue PDFДокумент28 страницCLIC Catalogue PDFsangram patilОценок пока нет
- II Unit - End EffectorsДокумент49 страницII Unit - End EffectorsGnanasekarОценок пока нет
- Shaw-Box Hoist - 700 Series Electric Wire Rope 10 To 25 Ton Manual PDFДокумент68 страницShaw-Box Hoist - 700 Series Electric Wire Rope 10 To 25 Ton Manual PDFMbalekelwa MpembeОценок пока нет
- Digestion Unit 1 QДокумент15 страницDigestion Unit 1 QKajana Sivarasa ShenthanОценок пока нет
- Fairs in Punjab 2021-22Документ9 страницFairs in Punjab 2021-22Suchintan SinghОценок пока нет
- Tap Yourself FreeДокумент134 страницыTap Yourself Freenguyenhavn100% (2)
- Electrical EngineerДокумент3 страницыElectrical Engineer12343567890Оценок пока нет
- Clinical Ultrasound A How-To GuideДокумент146 страницClinical Ultrasound A How-To GuideNacko Stavreski67% (3)
- Ampersand MenuДокумент5 страницAmpersand MenuJozefОценок пока нет
- Citric Acid Passivation of Stainless SteelДокумент41 страницаCitric Acid Passivation of Stainless Steelnqh2009100% (2)
- Cooling System Exhaust System: RadiatorДокумент2 страницыCooling System Exhaust System: RadiatorMd ShОценок пока нет
- Datasheet Optris XI 410Документ2 страницыDatasheet Optris XI 410davidaldamaОценок пока нет
- Overlord - Volume 01 - The Undead KingДокумент223 страницыOverlord - Volume 01 - The Undead KingPaulo FordheinzОценок пока нет
- Understanding Earth's History Through Rock CharacteristicsДокумент1 страницаUnderstanding Earth's History Through Rock CharacteristicsSharmaine AcОценок пока нет
- L C R Circuit Series and Parallel1Документ6 страницL C R Circuit Series and Parallel1krishcvrОценок пока нет
- Synopsis - AVR Based Realtime Online Scada With Smart Electrical Grid Automation Using Ethernet 2016Документ19 страницSynopsis - AVR Based Realtime Online Scada With Smart Electrical Grid Automation Using Ethernet 2016AmAnDeepSinghОценок пока нет
- 19 - Speed, Velocity and Acceleration (Answers)Документ4 страницы19 - Speed, Velocity and Acceleration (Answers)keyur.gala100% (1)
- Biology BIOL 1003 CH 1-3 QuizДокумент14 страницBiology BIOL 1003 CH 1-3 QuizYummyWords100% (1)
- Speech for pecha kuchaДокумент6 страницSpeech for pecha kuchaaira mikaela ruazolОценок пока нет
- P&id BoilerДокумент1 страницаP&id BoilerBagus AryowibowoОценок пока нет
- Maya Keyboard ShortcutsДокумент0 страницMaya Keyboard ShortcutsDaryl Gomez TimatimОценок пока нет
- Power Tube Biasing Operation Manual 15-01-08Документ2 страницыPower Tube Biasing Operation Manual 15-01-08MitchОценок пока нет
- ATEX Certified FiltersДокумент4 страницыATEX Certified FiltersMarco LoiaОценок пока нет
- Head and Neck Anatomy PDFДокумент346 страницHead and Neck Anatomy PDFIrina Panciu Stefan100% (20)
- EM-CABLE Product CatalogДокумент96 страницEM-CABLE Product Catalogm00h00Оценок пока нет
- Forecasting ExercisesДокумент2 страницыForecasting ExercisesAsh VinaОценок пока нет
- REMEDIATION-Focus BДокумент13 страницREMEDIATION-Focus BCharmaine PerioОценок пока нет
- Etoh Membrane Seperation I&ec - 49-p12067 - 2010 - HuangДокумент7 страницEtoh Membrane Seperation I&ec - 49-p12067 - 2010 - HuangHITESHОценок пока нет
- Fajar Secondary Sec 3 E Math EOY 2021Документ16 страницFajar Secondary Sec 3 E Math EOY 2021Jayden ChuaОценок пока нет
- Surgical InstrumentsДокумент4 страницыSurgical InstrumentsWafa L. AbdulrahmanОценок пока нет