Вам также может понравиться
- Chapter 2 Correction LHДокумент25 страницChapter 2 Correction LHSolehah OmarОценок пока нет
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFДокумент457 страницPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFJayshree Mohan100% (1)
- Candle Maker Machine Project ReportДокумент45 страницCandle Maker Machine Project ReportAgonafirОценок пока нет
- Calcium SilicateДокумент19 страницCalcium SilicatetadiyosОценок пока нет
- CONSUMER PERCEPTION ON WIRED AND WIRELESS COMMUNICATIONS 2.0 (Report)Документ37 страницCONSUMER PERCEPTION ON WIRED AND WIRELESS COMMUNICATIONS 2.0 (Report)Chandra MathiОценок пока нет
- 6-Week Industrial Training Report at National Fertilizers LimitedДокумент31 страница6-Week Industrial Training Report at National Fertilizers LimitedKaran KaushalОценок пока нет
- Profile On Water Filter CandlesДокумент21 страницаProfile On Water Filter CandlesAddisuBantayehuОценок пока нет
- Design ReportДокумент67 страницDesign ReportJelo LacernaОценок пока нет
- Fyp Diploma in Process EngineerДокумент35 страницFyp Diploma in Process EngineerRiethanelia UsunОценок пока нет
- Design Support System For Pressure Vessel DesignДокумент47 страницDesign Support System For Pressure Vessel DesignSolomon TelaynehОценок пока нет
- DESIGN of Sodium Carbonate PRODUCTION PLANT Comprehensive Design Project PDFДокумент149 страницDESIGN of Sodium Carbonate PRODUCTION PLANT Comprehensive Design Project PDFMayank Visalpara80% (5)
- Design of Soda Ash Production PlantДокумент149 страницDesign of Soda Ash Production PlantJafar Khadem0% (1)
- Milkfish Industry Roadmap 1 CompressedДокумент216 страницMilkfish Industry Roadmap 1 CompressedZyra Yve CastillaОценок пока нет
- Coffee RoastingДокумент23 страницыCoffee RoastingMartha GetanehОценок пока нет
- Petronas Chemical MTBE Internship ReportДокумент51 страницаPetronas Chemical MTBE Internship ReportAnonymous T7vjZG4otОценок пока нет
- Feasibility Report On The Production of Polypropylene: Chemical EngineeringДокумент71 страницаFeasibility Report On The Production of Polypropylene: Chemical EngineeringAbhinav KrishnaОценок пока нет
- 27-Prefeasibility of Pickles ProductionДокумент16 страниц27-Prefeasibility of Pickles Productionmohd shariqueОценок пока нет
- Profile On CarbondioxideДокумент20 страницProfile On CarbondioxidetadiyosОценок пока нет
- NaveeN PVC ProjectДокумент61 страницаNaveeN PVC ProjectBHARATH PОценок пока нет
- Production of Acrylic Acid from GlycerolДокумент27 страницProduction of Acrylic Acid from Glycerolnikhil tanwarОценок пока нет
- Industrial Training Report: Strengthening and Widening of Road HP PWD Sub-Division, Hatkoti, JubbalДокумент39 страницIndustrial Training Report: Strengthening and Widening of Road HP PWD Sub-Division, Hatkoti, JubbalShubham SoodОценок пока нет
- RBD Tallow PrintДокумент37 страницRBD Tallow PrinthibreОценок пока нет
- Industrial Training ReportДокумент50 страницIndustrial Training ReportFarahana YangОценок пока нет
- Benzene CanadaДокумент123 страницыBenzene CanadaFernando De FerrarisОценок пока нет
- Major Project (Rishi Chauhan)Документ59 страницMajor Project (Rishi Chauhan)dipesh joonОценок пока нет
- Group2 SectionB Finalreport AviationДокумент81 страницаGroup2 SectionB Finalreport AviationManu BОценок пока нет
- GlassBottlesandTumblersProduction NigeriaДокумент35 страницGlassBottlesandTumblersProduction NigeriaLakshmi SreeОценок пока нет
- Major Project Group 10Документ34 страницыMajor Project Group 10Ravindra Nadh Chowdary KammaОценок пока нет
- BEng DesignThesisfinal PDFДокумент245 страницBEng DesignThesisfinal PDFprideОценок пока нет
- Design and Fabrication of Mini Multi-Purpose Cultivator and TillerДокумент7 страницDesign and Fabrication of Mini Multi-Purpose Cultivator and TillerShayon Saha DipОценок пока нет
- Investor Manual For Energy EfficiencyДокумент704 страницыInvestor Manual For Energy Efficiencyrvnesari100% (4)
- 1Документ75 страниц1Abhinav GuptaОценок пока нет
- 600mw Coal Fired Power Plant Group 10 5201 Bamba Aldea Villanueva J.Документ109 страниц600mw Coal Fired Power Plant Group 10 5201 Bamba Aldea Villanueva J.John Philip VillanuevaОценок пока нет
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFДокумент456 страницPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANE PDFRitik Chaudhary100% (2)
- Thesis On SoapДокумент115 страницThesis On SoapMekon-Engineering Mke83% (12)
- Cold Chain Boosts Kinnow Profits 10xДокумент38 страницCold Chain Boosts Kinnow Profits 10xNikhil AgarwalОценок пока нет
- Tk09 Report AssignmentДокумент97 страницTk09 Report AssignmentJessille silvОценок пока нет
- Calcium ChlorideДокумент18 страницCalcium ChlorideyenealemОценок пока нет
- Preliminary Design For Handpump Installation Project in El SalvadorДокумент73 страницыPreliminary Design For Handpump Installation Project in El SalvadorSunil RajОценок пока нет
- En48 10 21 1984 EngДокумент102 страницыEn48 10 21 1984 EngAkash GargОценок пока нет
- Manufacturing of Acrylic Acid PDFДокумент39 страницManufacturing of Acrylic Acid PDFNikhil TanwarОценок пока нет
- Biniam and Bekele PrintДокумент37 страницBiniam and Bekele PrintErmias100% (1)
- Bioethanol Production From Corn Stover PDFДокумент185 страницBioethanol Production From Corn Stover PDFMaria Hazel AbayaОценок пока нет
- Maniraj Industries Project ReportДокумент21 страницаManiraj Industries Project ReportSuraj ChettiОценок пока нет
- Appendix - G3 - Pre Feasibility Design HAZID Study and QRA Report Rev B BVi SignedДокумент20 страницAppendix - G3 - Pre Feasibility Design HAZID Study and QRA Report Rev B BVi SignedWeddie MakomichiОценок пока нет
- Internship ReportДокумент75 страницInternship ReportRoshni BeheraОценок пока нет
- FACULTY OF BUILT ENVIRONMENT DEPARTMENT OF QUANTITY SURVEYING INDUSTRIAL TRAINING REPORTДокумент81 страницаFACULTY OF BUILT ENVIRONMENT DEPARTMENT OF QUANTITY SURVEYING INDUSTRIAL TRAINING REPORTChristizer TindaОценок пока нет
- Industrial Production of Iodized Salt From SeawaterДокумент200 страницIndustrial Production of Iodized Salt From SeawaterRhea Mamba100% (1)
- Hidalco ProjectДокумент77 страницHidalco ProjectNaveen KumarОценок пока нет
- List of Tables List of Figures List of Appendices Executive SummaryДокумент5 страницList of Tables List of Figures List of Appendices Executive SummaryJessela MarieОценок пока нет
- DP 5 Sem 7 Team 14Документ41 страницаDP 5 Sem 7 Team 14vamsi karumuriОценок пока нет
- Team 1 - ROOTS INDUSTRIESДокумент32 страницыTeam 1 - ROOTS INDUSTRIESChibi RajaОценок пока нет
- 75.carbon BrushДокумент18 страниц75.carbon BrushShewaye NegussieОценок пока нет
- Group2 - B Section - Phase1Документ25 страницGroup2 - B Section - Phase1Manu BОценок пока нет
- Career Opportunities For The Built Environment Graduate in The Financial and Energy SectorsДокумент108 страницCareer Opportunities For The Built Environment Graduate in The Financial and Energy SectorsGideon A.Оценок пока нет
- Student Industrial Work Experience Scheme (Siwes)Документ34 страницыStudent Industrial Work Experience Scheme (Siwes)Eze Simeon100% (1)
- Carbon Capture, Utilization, and Storage Game Changers in Asia and the Pacific: 2022 Compendium of Technologies and EnablersОт EverandCarbon Capture, Utilization, and Storage Game Changers in Asia and the Pacific: 2022 Compendium of Technologies and EnablersОценок пока нет
- Chapter 5Документ37 страницChapter 5Solehah OmarОценок пока нет
- Answer Tutorial 2Документ4 страницыAnswer Tutorial 2Solehah OmarОценок пока нет
- Printable Low-Cost and Exible Carbon Nanotube Buckypaper Motion SensorsДокумент8 страницPrintable Low-Cost and Exible Carbon Nanotube Buckypaper Motion SensorsSolehah OmarОценок пока нет
- Design Project 2013Документ154 страницыDesign Project 2013Fahad HussainОценок пока нет
- Enter Pre NuerДокумент35 страницEnter Pre NuerSolehah OmarОценок пока нет
- Membranes 07 00016 v2Документ21 страницаMembranes 07 00016 v2Solehah OmarОценок пока нет
- Site LocationДокумент8 страницSite LocationSolehah OmarОценок пока нет
- Chapter 8aДокумент157 страницChapter 8aSolehah OmarОценок пока нет
- Chapter 3 Operation PlanДокумент5 страницChapter 3 Operation PlanSolehah OmarОценок пока нет
- Study of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionДокумент7 страницStudy of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionSolehah OmarОценок пока нет
- CEV 504 Particle Handling AssignmentДокумент4 страницыCEV 504 Particle Handling AssignmentSolehah OmarОценок пока нет
- CO Technology Centre Mongstad - Design, Functionality and Emissions of The Amine PlantДокумент7 страницCO Technology Centre Mongstad - Design, Functionality and Emissions of The Amine PlantSolehah OmarОценок пока нет
- Assignment 1Документ5 страницAssignment 1Solehah OmarОценок пока нет
- Design Guidelines For Amine PlantsДокумент21 страницаDesign Guidelines For Amine Plantsargacho100% (2)
- Chapter 3Документ24 страницыChapter 3Solehah OmarОценок пока нет
- DWG No. SA Drawn by - QTY - Checked by - DateДокумент1 страницаDWG No. SA Drawn by - QTY - Checked by - DateSolehah OmarОценок пока нет
- CC BY-NC-ND LicenseДокумент8 страницCC BY-NC-ND LicenseSolehah OmarОценок пока нет
- Process Design and Economic Analysis of an E-SBR PlantДокумент136 страницProcess Design and Economic Analysis of an E-SBR Plantshella168Оценок пока нет
- Chapter 4Документ23 страницыChapter 4Solehah OmarОценок пока нет
- Chapter 3Документ24 страницыChapter 3Solehah OmarОценок пока нет
- Chapter 3Документ24 страницыChapter 3Solehah OmarОценок пока нет
- Chapter 1 Correction LHДокумент65 страницChapter 1 Correction LHSolehah OmarОценок пока нет
- Rplug Name R-701: PolynrtlДокумент13 страницRplug Name R-701: PolynrtlSolehah OmarОценок пока нет
- Chapter 1Документ70 страницChapter 1Solehah OmarОценок пока нет
- Material BalanceДокумент8 страницMaterial BalanceSolehah OmarОценок пока нет
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorДокумент2 страницыSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarОценок пока нет
- Table 2.1: Chemical Plant Cost Value Index (CEP Index) Year CEP Year CEP Year CEPДокумент6 страницTable 2.1: Chemical Plant Cost Value Index (CEP Index) Year CEP Year CEP Year CEPSolehah OmarОценок пока нет
- Production of Phthalic Anhydride by Oxidation of Ortho-XyleneДокумент10 страницProduction of Phthalic Anhydride by Oxidation of Ortho-XyleneSolehah OmarОценок пока нет
- FI360 Week 5 SolutionsДокумент3 страницыFI360 Week 5 Solutionsrz100% (1)
- Project Management Payback PeriodДокумент3 страницыProject Management Payback PeriodEbby OnyekweОценок пока нет
- Payback Analysis ExplainedДокумент3 страницыPayback Analysis ExplainedAvijit BiswasОценок пока нет
- MCO-7 June17Документ6 страницMCO-7 June17BinayKPОценок пока нет
- Capital Budgeting TechniquesДокумент79 страницCapital Budgeting TechniquesajayghangareОценок пока нет
- The Basics of Capital Budgeting Evaluating Cash Flows: Answers TO Selected End-Of-Chapter QuestionsДокумент17 страницThe Basics of Capital Budgeting Evaluating Cash Flows: Answers TO Selected End-Of-Chapter QuestionsIka NurjanahОценок пока нет
- CM1 Assignment Y1 Solutions 2019 (FINAL)Документ8 страницCM1 Assignment Y1 Solutions 2019 (FINAL)Swapnil SinghОценок пока нет
- Solar PV Project Financial ModelДокумент8 страницSolar PV Project Financial Modelmohit080188100% (4)
- Calculate Payback Period, NPV-Chapter 2Документ13 страницCalculate Payback Period, NPV-Chapter 2Khuetu NguyenhoangОценок пока нет
- 2.3 PaybackДокумент4 страницы2.3 PaybackHimanshu UpadhyayОценок пока нет
- 5 Evaluating A Single ProjectДокумент32 страницы5 Evaluating A Single ProjectImie CamachoОценок пока нет
- COURSE: MS 100: Entrepreneurship and Innovation I TOPIC FOUR: Financial Management For Entrepreneurial VenturesДокумент87 страницCOURSE: MS 100: Entrepreneurship and Innovation I TOPIC FOUR: Financial Management For Entrepreneurial VenturesGd novsyОценок пока нет
- Planning For Capital Investments: Learning ObjectivesДокумент55 страницPlanning For Capital Investments: Learning ObjectivesHassan MansoorОценок пока нет
- Make or Buy? Evaluate Transport Fleet Investment vs Alternative ProjectДокумент1 страницаMake or Buy? Evaluate Transport Fleet Investment vs Alternative Projectfalmay1Оценок пока нет
- Capital Budgeting Techniques ComparisonДокумент30 страницCapital Budgeting Techniques ComparisonAnasChihabОценок пока нет
- Capital Budgeting V2 - Click Read Only To View DocumentДокумент40 страницCapital Budgeting V2 - Click Read Only To View Documentzia hussain100% (1)
- "ABS" Project Case: "ABS" Is The First Project of The CU Company. The Economic Life of This Project Is 8Документ16 страниц"ABS" Project Case: "ABS" Is The First Project of The CU Company. The Economic Life of This Project Is 8islam hamdyОценок пока нет
- Test Bank - Mgt. Acctg 2 - CparДокумент16 страницTest Bank - Mgt. Acctg 2 - CparChristian Blanza LlevaОценок пока нет
- A Project Report On Capital Budgeting at Godavari Sugar Mills LTDДокумент66 страницA Project Report On Capital Budgeting at Godavari Sugar Mills LTDBabasab Patil (Karrisatte)100% (2)
- R35 Capital Budgeting Q BankДокумент15 страницR35 Capital Budgeting Q BankAhmedОценок пока нет
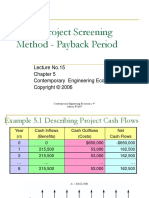
- Initial Project Screening Method - Payback Period: Lecture No.15 Contemporary Engineering EconomicsДокумент32 страницыInitial Project Screening Method - Payback Period: Lecture No.15 Contemporary Engineering EconomicsAfiq de WinnerОценок пока нет
- Chap 11Документ45 страницChap 11SEATQMОценок пока нет
- Heavy Manufacturing Feasibility StudyДокумент15 страницHeavy Manufacturing Feasibility StudykinfegetaОценок пока нет
- Chapter 6Документ52 страницыChapter 6Bhi-ehm GajusanОценок пока нет
- Sol20 4eДокумент73 страницыSol20 4eRiteshHPatel100% (1)
- Module Capital BudgetingДокумент6 страницModule Capital BudgetingCeejay RoblesОценок пока нет
- Using A Practical Case To Introduce and Apply Managerial Accounting Cost ConceptsДокумент12 страницUsing A Practical Case To Introduce and Apply Managerial Accounting Cost Conceptsdisha tiwariОценок пока нет
- f9 AccaДокумент124 страницыf9 AccaRaja Ahmed100% (1)
- MAS Part II Illustrative Examples (Capital Budgeting)Документ2 страницыMAS Part II Illustrative Examples (Capital Budgeting)Princess SalvadorОценок пока нет
- PM Assignment 2Документ4 страницыPM Assignment 2Juan Quiroz67% (3)