Вам также может понравиться
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108От EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Оценок пока нет
- Tipos de Torno y PartesДокумент8 страницTipos de Torno y PartesGaribay 05Оценок пока нет
- Torno: máquina herramienta más usada en la industriaДокумент67 страницTorno: máquina herramienta más usada en la industriaAlessandraSalasArredondo75% (4)
- Fresadoras HorizontalesДокумент5 страницFresadoras HorizontalesWilliams HernandezОценок пока нет
- Montaje de Piezas en El TornoДокумент8 страницMontaje de Piezas en El TornoCharly desantiagoОценок пока нет
- Dureza BrinellДокумент8 страницDureza BrinellEduardoОценок пока нет
- Torno para madera con transmisión por poleasДокумент23 страницыTorno para madera con transmisión por poleasLuis Javier GallardoОценок пока нет
- Procesos de conformado de metales: laminación, forja y extrusiónДокумент17 страницProcesos de conformado de metales: laminación, forja y extrusiónoswaldoОценок пока нет
- RemachadoДокумент49 страницRemachadoMauricio PerezОценок пока нет
- Proceso de Fabricación de Piñon Helicoidal de 82 DientesДокумент3 страницыProceso de Fabricación de Piñon Helicoidal de 82 DientesJheysonZapataОценок пока нет
- Riesgos y protecciones de la máquina cepilladoraДокумент16 страницRiesgos y protecciones de la máquina cepilladoraEnrique Daniel100% (1)
- Reporte Practica 1Документ7 страницReporte Practica 1Alberto Ivan Lopez ReyesОценок пока нет
- Fresadora - EngranajeДокумент13 страницFresadora - EngranajeJorge Humberto Flores AvilaОценок пока нет
- Sierra Mecánica - MandrinadoraДокумент35 страницSierra Mecánica - MandrinadoraHannibal Rodrigo100% (3)
- Unidad 1.matriz de Corte - Clase2-Nomenclatura y TiposДокумент20 страницUnidad 1.matriz de Corte - Clase2-Nomenclatura y TiposGloria MipazОценок пока нет
- Clasificación de Los Proceso de ManufacturaДокумент9 страницClasificación de Los Proceso de ManufacturaUriel RuizОценок пока нет
- Procesos de mecanizadoДокумент38 страницProcesos de mecanizadoMaria GamezОценок пока нет
- Soldadura OxiacetilénicaДокумент6 страницSoldadura OxiacetilénicaJuan Carlo Crespo QuirozОценок пока нет
- Exercicis de TallДокумент11 страницExercicis de TallTrebla92100% (1)
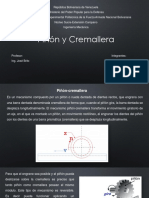
- Piñon y CremalleraДокумент12 страницPiñon y CremalleraAlquimedes CermeñoОценок пока нет
- Tratamiento Termico TempladoДокумент12 страницTratamiento Termico TempladoDiego OspinaОценок пока нет
- Infografía Metales No FerrososДокумент1 страницаInfografía Metales No FerrososCruzz MillerОценок пока нет
- Sierra VaivenДокумент5 страницSierra Vaivens4ntan4Оценок пока нет
- Guia de Laboratorio 14Документ2 страницыGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoОценок пока нет
- Cepilladora de codo: concepto, tipos y partesДокумент9 страницCepilladora de codo: concepto, tipos y partesFernando MercedesОценок пока нет
- Fresado TecnicasДокумент20 страницFresado TecnicasZalОценок пока нет
- Actividad 10Документ3 страницыActividad 10Nicolay CastellanoОценок пока нет
- Rectificado Procesos de Fabricacion PDFДокумент30 страницRectificado Procesos de Fabricacion PDFAngelGabrielZayasBОценок пока нет
- Proyecto RoscadoДокумент13 страницProyecto RoscadoEdmundo Lopez HernanadezОценок пока нет
- Informe Del Proceso de Mecanizado de Cizallado, Tecnología Industrial I.Документ18 страницInforme Del Proceso de Mecanizado de Cizallado, Tecnología Industrial I.Marcela FloresОценок пока нет
- Informe de ChavetasДокумент16 страницInforme de ChavetasJose M Ort100% (1)
- Procedimientos para Tallar Engranajes Por Medio de FresadoДокумент3 страницыProcedimientos para Tallar Engranajes Por Medio de FresadoCarlos DerasОценок пока нет
- Soldadura Por Plasma (Paw) 2Документ17 страницSoldadura Por Plasma (Paw) 2Miguel Rojas VásquezОценок пока нет
- ChavetasДокумент19 страницChavetasJensel ManriqueОценок пока нет
- 4 Practica Esmeriladora - Taller BasicoДокумент11 страниц4 Practica Esmeriladora - Taller BasicoXavier Mantilla MoránОценок пока нет
- Como Selecionar El Horno AdecuadoДокумент48 страницComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoОценок пока нет
- Fundamento Tecnicos para Maquinas HerramientasДокумент9 страницFundamento Tecnicos para Maquinas HerramientasErick SolisОценок пока нет
- Tipos de ArbolesДокумент38 страницTipos de ArbolesMilton Patricio CajilemaОценок пока нет
- Ecuaciones para el proceso de laminadoДокумент2 страницыEcuaciones para el proceso de laminadoJuan Pablo A A100% (2)
- Partes principales del torno paraleloДокумент11 страницPartes principales del torno paraleloJazmin OlivaresОценок пока нет
- Fresadora WordДокумент9 страницFresadora WordmigzaidaОценок пока нет
- Planchas y perfiles de acero: tipos y usosДокумент9 страницPlanchas y perfiles de acero: tipos y usosBrandon Ulloa AvalosОценок пока нет
- INTRODUCCIÓNДокумент20 страницINTRODUCCIÓNAlfredo Pires CalviñoОценок пока нет
- Soldadura Por PlasmaДокумент3 страницыSoldadura Por PlasmaIsaias AlmendralОценок пока нет
- LA SOLDADURA y Uniones DesmontablesДокумент21 страницаLA SOLDADURA y Uniones DesmontablesDavid Villar GalvezОценок пока нет
- Propuesta de Proyecto de Taller de Maquinas Y HerramientasДокумент4 страницыPropuesta de Proyecto de Taller de Maquinas Y HerramientasJuan Miguel Carrascal Gutierrez100% (1)
- 11 FundicionДокумент34 страницы11 FundicionAndrés HerreraОценок пока нет
- Soldadura Eléctrica Tig (Tungsten Inert Gas)Документ8 страницSoldadura Eléctrica Tig (Tungsten Inert Gas)Edison OrbeaОценок пока нет
- Conclusiones de Rueda DentadaДокумент1 страницаConclusiones de Rueda Dentadamatheo mazoОценок пока нет
- ENVEJECIMIENTOДокумент21 страницаENVEJECIMIENTOClaudia DávilaОценок пока нет
- Defectologia de Piezas Fundidas Procesos FundicionДокумент6 страницDefectologia de Piezas Fundidas Procesos FundicionAshley ZambranoОценок пока нет
- Cálculo de Tolerancias y Planos de Manufactura de Un EnsambleДокумент19 страницCálculo de Tolerancias y Planos de Manufactura de Un Ensambleserolfitnas100% (3)
- Qué Es La Soldadura SMAWДокумент8 страницQué Es La Soldadura SMAWJulio CéspedesОценок пока нет
- Accesorios fresadora versatilidadДокумент3 страницыAccesorios fresadora versatilidadErick BaezОценок пока нет
- Cabezal Universal Divisor FresadoraДокумент6 страницCabezal Universal Divisor FresadoralaymoncarlosОценок пока нет
- CIZALLADOДокумент11 страницCIZALLADOAbbi AdeleéОценок пока нет
- Principales ángulos de la brocaДокумент5 страницPrincipales ángulos de la brocaPaúl SolísОценок пока нет
- Introduccion AL TORNOДокумент14 страницIntroduccion AL TORNOaron barriosОценок пока нет
- Introduccion AL TORNOДокумент15 страницIntroduccion AL TORNOEmanuel CamargoОценок пока нет
- Introducción AL TORNOДокумент14 страницIntroducción AL TORNOMaryZambranoParra25% (4)
- Rubrica SMAWДокумент23 страницыRubrica SMAWAnthonyОценок пока нет
- Practica InyectoraДокумент11 страницPractica InyectorasaidguarnerosОценок пока нет
- Laboratorio N°6 Mediciones Especiales Del Subito PDFДокумент8 страницLaboratorio N°6 Mediciones Especiales Del Subito PDFAnthony Cesar MolinaОценок пока нет
- 5 PDFДокумент9 страниц5 PDFgianellachonlonОценок пока нет
- MATERIALESДокумент5 страницMATERIALESAnthony Cesar MolinaОценок пока нет
- Rubrica ATSДокумент8 страницRubrica ATSAnthony Cesar MolinaОценок пока нет
- Informe 8 Conservacion de EnergiaДокумент32 страницыInforme 8 Conservacion de EnergiaAnthony Cesar MolinaОценок пока нет
- Objetivos y ConclusionesДокумент1 страницаObjetivos y ConclusionesAnthony Cesar MolinaОценок пока нет
- OBSERVACIONESДокумент1 страницаOBSERVACIONESAnthony Cesar MolinaОценок пока нет
- About Reserved Words - HelpДокумент2 страницыAbout Reserved Words - HelpjdlobonsОценок пока нет
- Objetivos Conclusiones ObservacionesДокумент1 страницаObjetivos Conclusiones ObservacionesAnthony Cesar MolinaОценок пока нет
- Corazon Del Dia de La MadreДокумент1 страницаCorazon Del Dia de La MadreAnthony Cesar MolinaОценок пока нет
- Objetivos Conclusiones ObservacionesДокумент1 страницаObjetivos Conclusiones ObservacionesAnthony Cesar MolinaОценок пока нет
- Petar 1234 PDFДокумент4 страницыPetar 1234 PDFAnthony Cesar MolinaОценок пока нет
- MOTORElectricosДокумент11 страницMOTORElectricosMauricio Dávalos LlaveОценок пока нет
- Curso Lubricación Camiones Komatsu 830E-930EДокумент6 страницCurso Lubricación Camiones Komatsu 830E-930EMauricio Parra TroncosoОценок пока нет
- Mantenimiento mecánico de transmisiones por engranajes y correasДокумент40 страницMantenimiento mecánico de transmisiones por engranajes y correasFelix AtajoОценок пока нет
- Proyecto Final "Diseño de Una Herramienta"Документ37 страницProyecto Final "Diseño de Una Herramienta"victorcool0% (3)
- Cap 04Документ100 страницCap 04Fran Buendía SánchezОценок пока нет
- Plantilla Presupuesto y DiagnosticoДокумент4 страницыPlantilla Presupuesto y DiagnosticoMauricio Manuel Hernandez GarciaОценок пока нет
- RCM CATERPILLAR R2900G: Análisis de fallas y modos de prevención en pala cargadoraДокумент2 страницыRCM CATERPILLAR R2900G: Análisis de fallas y modos de prevención en pala cargadoraOSCAR JULIAN GUTIERREZ RUBIOОценок пока нет
- A - Manual de Entrenamiento Técnico W170-190-230C NH PDFДокумент456 страницA - Manual de Entrenamiento Técnico W170-190-230C NH PDFElkin1501100% (6)
- Tarea, GuardamotorДокумент3 страницыTarea, GuardamotorRichard anderson Eusebio isidroОценок пока нет
- Sunflo p3000 EspañolДокумент40 страницSunflo p3000 EspañolRafaelMauricioGajardoZúñigaОценок пока нет
- Universidad Nacional de San Antonio Abad Del Cusco MotoresДокумент6 страницUniversidad Nacional de San Antonio Abad Del Cusco MotoresJose Lezama PalominoОценок пока нет
- (AURELIO ROCHA) - (22-03-2023) : Lista de PiezasДокумент31 страница(AURELIO ROCHA) - (22-03-2023) : Lista de PiezasVentas R11Оценок пока нет
- Principio Funcionamiento Delphi 1 PDFДокумент49 страницPrincipio Funcionamiento Delphi 1 PDFAndy Anderson Limachi PeraltaОценок пока нет
- JAWA Motor-350-Nuevo - Dax - 70Документ40 страницJAWA Motor-350-Nuevo - Dax - 70Pablo Díaz LacavaОценок пока нет
- Mecanismos PoleasДокумент6 страницMecanismos PoleasRoberto ClamdОценок пока нет
- Definiciones de Piñones y TransmisionДокумент17 страницDefiniciones de Piñones y Transmisionrafael figueroaОценок пока нет
- Tesis Final MecanicaДокумент0 страницTesis Final MecanicaRoyer CcosiОценок пока нет
- Bielas Craqueadas Notas Importantes Sobre El Manejo - 58653Документ1 страницаBielas Craqueadas Notas Importantes Sobre El Manejo - 58653paul AristizabalОценок пока нет
- Arranque Estrella Delsta Con PLC Allen BradleyДокумент28 страницArranque Estrella Delsta Con PLC Allen BradleyL̰̈́̾̑́ͯi̞̱͚̘̰̔̉̃͌͛ầ̲͚̲̫̝ͭͦ̑̐n̨͉̲̩̺͇ M̼͔̫̠ͮ͒ͧ́̇I̠̮̻͈͆̑̔̾̉s̈́̾̅a̘̰̻ͨͣͩ́ȩ̙ͫl̨̲̯ Mata GutierrezОценок пока нет
- DMVD Dunds ValvulaSolenoideECO Manual PDFДокумент12 страницDMVD Dunds ValvulaSolenoideECO Manual PDFDaniel Henrique Ramos BernardesОценок пока нет
- Ecm (Módulo de Control Del Motor) : ME7.9.9 (FAM II 2.4D)Документ68 страницEcm (Módulo de Control Del Motor) : ME7.9.9 (FAM II 2.4D)franco100% (1)
- Tricity 125Документ396 страницTricity 125julio cesar100% (1)
- Cuaderno de InformesДокумент12 страницCuaderno de InformesCristóbal SʙОценок пока нет
- 2020 2 EXAMEN FINAL de Diseño de Máquinas PEX B1Документ3 страницы2020 2 EXAMEN FINAL de Diseño de Máquinas PEX B1Alessio ShooterОценок пока нет
- Reparacion Sistema Distribucion MecanicaДокумент37 страницReparacion Sistema Distribucion MecanicaArturo AndradeОценок пока нет
- Manual Camión Terex Demag AC 100-4Документ628 страницManual Camión Terex Demag AC 100-4Oliver Martinez75% (12)
- Manual de Uso ReishauerДокумент23 страницыManual de Uso ReishauerManuel CardozoОценок пока нет
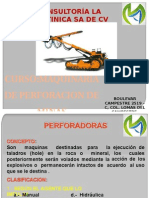
- Curso Perforadoras MineriaДокумент42 страницыCurso Perforadoras MineriaMiguel Angel Juarez Lopez0% (1)
- Manual Operador JCB540V140 PARTE 1 DE 2 PDFДокумент196 страницManual Operador JCB540V140 PARTE 1 DE 2 PDFMonica Celene Buitrago Marin100% (2)
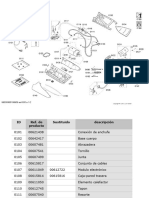
- PiezasДокумент5 страницPiezasfenrosОценок пока нет