Вам также может понравиться
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Equipment, Design, and Installation of Closed-Circuit Ammonia Mechanical Refrigerating SystemsДокумент100 страницEquipment, Design, and Installation of Closed-Circuit Ammonia Mechanical Refrigerating Systemsᜇᜒᜌᜓᜈᜎ᜔ᜇ᜔ ᜊᜒᜇᜓᜌ᜔Оценок пока нет
- Arora BookДокумент18 страницArora BookGowtham SmartyОценок пока нет
- Chemical Engineering Test QuestionsДокумент1 страницаChemical Engineering Test Questionsjake dionisioОценок пока нет
- Sporlan ManualДокумент12 страницSporlan ManualsalamrefighОценок пока нет
- Ccip Ec2 BridgesДокумент140 страницCcip Ec2 BridgesnuОценок пока нет
- Installation Instructions BWC Waterline Shower ChannelДокумент4 страницыInstallation Instructions BWC Waterline Shower ChannelBLUCHERОценок пока нет
- Support Issues at AEP Lawrenceburg and Waterford PlantsДокумент11 страницSupport Issues at AEP Lawrenceburg and Waterford Plantsfaizan abbasiОценок пока нет
- Mtech Thesis New (ZnO)Документ59 страницMtech Thesis New (ZnO)Tirthankar MohantyОценок пока нет
- Enviro Processtanks® & Manholes®: Request Catalogue (/index - Php/Technical-Support-And-Catalogues)Документ1 страницаEnviro Processtanks® & Manholes®: Request Catalogue (/index - Php/Technical-Support-And-Catalogues)ssdprojects RexОценок пока нет
- Technical data sheet translation noteДокумент2 страницыTechnical data sheet translation noteCarlesОценок пока нет
- Design of Self Compacting Lightweight Concrete Using Acidic Pumice With Different Powder MaterialsДокумент5 страницDesign of Self Compacting Lightweight Concrete Using Acidic Pumice With Different Powder MaterialsJames Daniel GarciaОценок пока нет
- SOMДокумент431 страницаSOMPradeepvenugopalОценок пока нет
- Overtime AccomplishmentДокумент9 страницOvertime AccomplishmentKate PerezОценок пока нет
- (IJETA-V10I6P2) :deepram Meena, Mohsin Khan Agwan, Hemant Kumar SainДокумент5 страниц(IJETA-V10I6P2) :deepram Meena, Mohsin Khan Agwan, Hemant Kumar SainIJETA - EighthSenseGroupОценок пока нет
- ASME B31.3 Straight PipesДокумент2 страницыASME B31.3 Straight Pipesjame11inОценок пока нет
- 9.9 Diaphragms-With-Interior-Shearwalls PDFДокумент4 страницы9.9 Diaphragms-With-Interior-Shearwalls PDFnickОценок пока нет
- BS en 10130 2006Документ16 страницBS en 10130 2006Phong TongОценок пока нет
- External Static Pressure Calculation AHU-FF-01Документ38 страницExternal Static Pressure Calculation AHU-FF-01AslamОценок пока нет
- History of PiezopolymersДокумент14 страницHistory of PiezopolymersrachmajuwitaОценок пока нет
- Routsis Injection Molding ReferenceДокумент176 страницRoutsis Injection Molding ReferenceRupesh PillaiОценок пока нет
- Steel Bridges 2Документ111 страницSteel Bridges 2Mahmud Maher100% (3)
- WWW - Galpaexport.com Products-View - PHP Id GQP407K PDFДокумент1 страницаWWW - Galpaexport.com Products-View - PHP Id GQP407K PDFdovaleramosОценок пока нет
- Carrier Furnace 58UHV, 58UXV WeatherMaker 8000VS 1088653Документ20 страницCarrier Furnace 58UHV, 58UXV WeatherMaker 8000VS 1088653Jerry HanОценок пока нет
- Strain Gauges: Mark ColtonДокумент15 страницStrain Gauges: Mark ColtonGATE FACULTYОценок пока нет
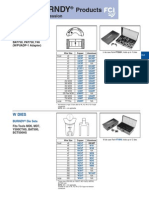
- U DiesДокумент1 страницаU DiesadrianОценок пока нет
- Corosion Assignment FullДокумент104 страницыCorosion Assignment FullVelavan KОценок пока нет
- ChemFlo AsДокумент2 страницыChemFlo Assmart construction solution solutionОценок пока нет
- Rubber RecyclingДокумент15 страницRubber RecyclingEhab Attia SelimОценок пока нет
- Chimney FoundationДокумент19 страницChimney Foundationamass esmОценок пока нет