Вам также может понравиться
- MEMORIAДокумент45 страницMEMORIAJuan LopezОценок пока нет
- Historia Ambiental Rio RochaДокумент222 страницыHistoria Ambiental Rio Rochajehizon TeranОценок пока нет
- Borrador MonografiaДокумент2 страницыBorrador MonografiaEl bato De la biciОценок пока нет
- (Husserl Edmund) Logica Formal y Logica TranscendentalДокумент353 страницы(Husserl Edmund) Logica Formal y Logica TranscendentalAnonymous slVH85zY100% (2)
- 2 MruДокумент5 страниц2 MruMamerto CalizayaОценок пока нет
- Estandar de Instalacion GUL Entel MBTS3900 V4.0 15apr PDFДокумент123 страницыEstandar de Instalacion GUL Entel MBTS3900 V4.0 15apr PDFdlo100% (1)
- Practica 1 (Cincel)Документ6 страницPractica 1 (Cincel)Niki LaudaОценок пока нет
- Tarea 1 Maquinas ElectricasДокумент5 страницTarea 1 Maquinas ElectricasJosue MendozaОценок пока нет
- Palazzoli Catalogo2014 2015 Es BassaДокумент468 страницPalazzoli Catalogo2014 2015 Es BassaOzkare Hernandez RenteralОценок пока нет
- Cuando La Voluntad FallaДокумент7 страницCuando La Voluntad FallaMary MuñozОценок пока нет
- Módulo Tabla PeriódicaДокумент18 страницMódulo Tabla PeriódicaEC Maria50% (2)
- Lectura 3 - RP Tolerancias de Alineación en PoleasДокумент6 страницLectura 3 - RP Tolerancias de Alineación en PoleasDaniel MaldonadoОценок пока нет
- Dieta EquilibradaДокумент5 страницDieta EquilibradaAsmodeus AngelОценок пока нет
- Parto GinecoДокумент49 страницParto GinecowilsonОценок пока нет
- Un Puente Entre Dos VidasДокумент24 страницыUn Puente Entre Dos VidasInes CatalinaОценок пока нет
- Daisy Goodwin - Mi Ultima DuquesaДокумент417 страницDaisy Goodwin - Mi Ultima DuquesaPatricio Daniel Mainero100% (1)
- Evaluación Primer Bimestre - Econ - 3013 - Microeconomia IiiДокумент14 страницEvaluación Primer Bimestre - Econ - 3013 - Microeconomia IiiJuan RealОценок пока нет
- TRABAJO 2 MODULO 11 UltimoДокумент8 страницTRABAJO 2 MODULO 11 UltimoclausidОценок пока нет
- Diseño Optimo de Una Granja PorcinaДокумент8 страницDiseño Optimo de Una Granja PorcinaAna StarsОценок пока нет
- Empresa Textil - PPДокумент16 страницEmpresa Textil - PPRobin Christian Toranzo SanzОценок пока нет
- Cadena de Valor 06.05.2013Документ14 страницCadena de Valor 06.05.2013ALBERTO GUAJARDO MENESES100% (1)
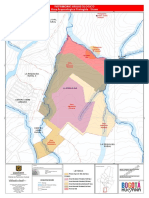
- Mapa Usme IDPC Areas ProtegidasДокумент1 страницаMapa Usme IDPC Areas ProtegidasYeinner Andres Lopez NarvaezОценок пока нет
- Impacto Ambiental Causado Por Quema de Caña de AzucarДокумент15 страницImpacto Ambiental Causado Por Quema de Caña de Azucarhelyflores0% (1)
- Cirugía Oral, Caninos IncluidosДокумент3 страницыCirugía Oral, Caninos IncluidosPriya SJОценок пока нет
- 351 400 PDFДокумент162 страницы351 400 PDFVICTOR MENDOZA PTT100% (1)
- Guia Del Postulante - 2022Документ35 страницGuia Del Postulante - 2022Marvin Rueda SarangoОценок пока нет
- 21practica de Mezcla de GasesДокумент2 страницы21practica de Mezcla de GasesRICHIОценок пока нет
- La Reproduccion de Los Animales TRIPTICOДокумент3 страницыLa Reproduccion de Los Animales TRIPTICOEleonora Pajuelo Mellado75% (4)
- Teja EspañolaДокумент6 страницTeja EspañolaLimber Mamani CHОценок пока нет
- 3reporte Clinico Miguel Ángel Ortiz Sánchez TERMINADOДокумент14 страниц3reporte Clinico Miguel Ángel Ortiz Sánchez TERMINADOMiguel OrtizОценок пока нет