Вам также может понравиться
- Metal Forming ProcessДокумент13 страницMetal Forming ProcessSabbir AhammedОценок пока нет
- Bulk Metal Forming, Sheet Metal FormingДокумент6 страницBulk Metal Forming, Sheet Metal FormingAbdulfattah TawfiqОценок пока нет
- FMP 221 Lecture 9 Cold WorkingДокумент34 страницыFMP 221 Lecture 9 Cold WorkingSarojKumarSinghОценок пока нет
- Mechanical Working of Metals MaterialДокумент40 страницMechanical Working of Metals MaterialRoyalmechОценок пока нет
- Cold FormingДокумент7 страницCold FormingglaxionОценок пока нет
- MT 2nd AssignmentДокумент72 страницыMT 2nd AssignmentDixitОценок пока нет
- Unit 5 - Manufacturing Technology - WWW - Rgpvnotes.inДокумент30 страницUnit 5 - Manufacturing Technology - WWW - Rgpvnotes.inROHIT MEHRAОценок пока нет
- Manufacturing Processes: by Premchand Kumar Deoghar (Jharkhand)Документ49 страницManufacturing Processes: by Premchand Kumar Deoghar (Jharkhand)PremKumarОценок пока нет
- Extrusion Complete PDFДокумент22 страницыExtrusion Complete PDFSantoshОценок пока нет
- Metal Forming ProcessesДокумент40 страницMetal Forming ProcessesRyat AtmadjaОценок пока нет
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingДокумент44 страницыCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingRaj PatelОценок пока нет
- Unit IIIДокумент114 страницUnit IIIManoj Kumar SОценок пока нет
- Manufacturing Process CHETANДокумент34 страницыManufacturing Process CHETANChetanraj D PatilОценок пока нет
- Design of Dies - Unit 4Документ149 страницDesign of Dies - Unit 4210 SureshОценок пока нет
- Manufacturing Engineering II (ch3)Документ93 страницыManufacturing Engineering II (ch3)beila.amu.22Оценок пока нет
- Extrusion FundamentalsДокумент5 страницExtrusion FundamentalsJoОценок пока нет
- Metal Forming Written ReportДокумент10 страницMetal Forming Written ReportMenric LunarОценок пока нет
- Rolling (Bulk Deformation Process)Документ27 страницRolling (Bulk Deformation Process)Kazal ArefinОценок пока нет
- IronДокумент91 страницаIronManish KumarОценок пока нет
- Metal Forming ProcessДокумент5 страницMetal Forming Processrk_kamatchi3483Оценок пока нет
- ExtrusionДокумент5 страницExtrusionklawsis100% (1)
- Bulk Deformatin Processes and EquipmentДокумент46 страницBulk Deformatin Processes and EquipmentarhlboyОценок пока нет
- Forging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingДокумент25 страницForging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingAdityasinh DesaiОценок пока нет
- Extrusion LatestДокумент27 страницExtrusion LatestChanti ChaithanyaОценок пока нет
- Metal Forming ProcessДокумент19 страницMetal Forming ProcessragulnarayanОценок пока нет
- 4.3 ExtrusionДокумент19 страниц4.3 ExtrusionSiddharth RajendranОценок пока нет
- Metal Forming 1 PDFДокумент6 страницMetal Forming 1 PDFAlpha WolfОценок пока нет
- Plastic DeformationДокумент3 страницыPlastic DeformationCleng LaynesОценок пока нет
- Chapter 14.1 To 14.4,14.6Документ20 страницChapter 14.1 To 14.4,14.6Lhekha RaviendranОценок пока нет
- Module 5 PDFДокумент93 страницыModule 5 PDFVishal Shanmuga SundramОценок пока нет
- 2017im148, PTD Assignment 6 & 7Документ8 страниц2017im148, PTD Assignment 6 & 7rehmatali11121314Оценок пока нет
- Metal FormingДокумент20 страницMetal FormingPrashant ShreshthaОценок пока нет
- Low-Pressure Casting: Edson Andrade Cruz A00810740 Marco Antonio Rodríguez JáureguiДокумент8 страницLow-Pressure Casting: Edson Andrade Cruz A00810740 Marco Antonio Rodríguez JáureguiEdsonAndradeCruzОценок пока нет
- ForgingДокумент52 страницыForgingRavichandran G100% (1)
- Chapter 4 (Sheet Metal Fabrication) With VideoДокумент71 страницаChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiОценок пока нет
- 2017im148, PTD Assignment 6 & 7Документ8 страниц2017im148, PTD Assignment 6 & 7rehmatali11121314Оценок пока нет
- UNIT - I Short Notes Metal FormingДокумент31 страницаUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Asst. Professor University of Petroleum and Energy Studies: Nitin LohaniДокумент29 страницAsst. Professor University of Petroleum and Energy Studies: Nitin LohaniRavichandran GОценок пока нет
- Classification of Forming & Shaping Processes & EquipmentДокумент51 страницаClassification of Forming & Shaping Processes & EquipmentFarman AliОценок пока нет
- Sheet Metal FabricationДокумент28 страницSheet Metal Fabricationsamurai7_770% (2)
- ForgingДокумент10 страницForgingVipin TitariyaОценок пока нет
- Types of Sheet Metal Press OperationsДокумент4 страницыTypes of Sheet Metal Press OperationsRajat AhujaОценок пока нет
- CastingДокумент12 страницCastingS V Garata ReddyОценок пока нет
- Chapter 15Документ17 страницChapter 15Lhekha RaviendranОценок пока нет
- ExtrusionДокумент16 страницExtrusionSourav Saha100% (1)
- Sheet Metal Forming and High Energy Rate FormingДокумент68 страницSheet Metal Forming and High Energy Rate FormingAbhishek TanguturiОценок пока нет
- Presses & Press Work 2Документ27 страницPresses & Press Work 2Sahil ShethОценок пока нет
- Forging DefectsДокумент10 страницForging DefectsnvemanОценок пока нет
- We Now Consider Some of These Ways and Their ConsequencesДокумент6 страницWe Now Consider Some of These Ways and Their ConsequencesConnor WalshОценок пока нет
- The Making of Coil Spring Uses The Extrusion Process. This Is A CompressionДокумент3 страницыThe Making of Coil Spring Uses The Extrusion Process. This Is A Compressionnadia ayuningОценок пока нет
- Sheet-Metal Forming Processes: Group 9 PresentationДокумент90 страницSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyОценок пока нет
- Metal Working ProcessesДокумент191 страницаMetal Working Processesss2mrattriОценок пока нет
- Hot Working Processes Rolling Drawing Forging Extruding Piercing SpinningДокумент26 страницHot Working Processes Rolling Drawing Forging Extruding Piercing SpinningSarojKumarSinghОценок пока нет
- Metal Forming Processes: PresentationДокумент16 страницMetal Forming Processes: PresentationBashu Dev SanjelОценок пока нет
- UNit 2 MEC 305Документ32 страницыUNit 2 MEC 305Fuzzy is EasyОценок пока нет
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyОт EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyОценок пока нет
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesОт EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesОценок пока нет
- Appointment Chart: Kerala Water AuthorityДокумент34 страницыAppointment Chart: Kerala Water AuthorityArjun NbОценок пока нет
- ApChart DR GR I 12.06.2023Документ6 страницApChart DR GR I 12.06.2023Arjun NbОценок пока нет
- SSC Railway Capsule 2018Документ134 страницыSSC Railway Capsule 2018Sampath Kumar GuthalaОценок пока нет
- A B C D A B C D: Overseer/Draftsman (Mech.) GR - Iii/Tracer - Irrigation & Draftsman (Mech.) - Kamco LTDДокумент1 страницаA B C D A B C D: Overseer/Draftsman (Mech.) GR - Iii/Tracer - Irrigation & Draftsman (Mech.) - Kamco LTDArjun NbОценок пока нет
- Record: Public Transportation: Bus, Rail, Ridesharing, Paratransit Services, and Transit SecurityДокумент219 страницRecord: Public Transportation: Bus, Rail, Ridesharing, Paratransit Services, and Transit SecurityArjun NbОценок пока нет
- 07 10 2020 14.49.38Документ21 страница07 10 2020 14.49.38Arjun NbОценок пока нет
- Solid Works 112Документ5 страницSolid Works 112Arjun NbОценок пока нет
- Atd Univ Question PaperДокумент18 страницAtd Univ Question PaperArjun NbОценок пока нет
- 5 Automobil Design Oct 2014Документ3 страницы5 Automobil Design Oct 2014Arjun NbОценок пока нет
- A Resource For Teaching and Learning of Commerce PDFДокумент107 страницA Resource For Teaching and Learning of Commerce PDFArjun Nb100% (1)
- Dealership Form PDFДокумент4 страницыDealership Form PDFArjun NbОценок пока нет
- Numerical ControlДокумент3 страницыNumerical ControlArjun NbОценок пока нет
- The Indian Journal of CommerceДокумент1 страницаThe Indian Journal of CommerceArjun NbОценок пока нет
- Vehicle Dynamics: Chapter 2: Road LoadsДокумент50 страницVehicle Dynamics: Chapter 2: Road LoadsArjun NbОценок пока нет
- Dept. of Mechanical Engg. 1 KMCT Ce, M-TechДокумент14 страницDept. of Mechanical Engg. 1 KMCT Ce, M-TechArjun NbОценок пока нет
- Five-Year Plans of India - Wikipedia, The Free EncyclopediaДокумент10 страницFive-Year Plans of India - Wikipedia, The Free EncyclopediaArjun NbОценок пока нет
- Customer Satisfaction RefДокумент58 страницCustomer Satisfaction RefArjun NbОценок пока нет
- Ijmerr 5444c5f826f5aДокумент10 страницIjmerr 5444c5f826f5aArjun NbОценок пока нет
- AerfgДокумент5 страницAerfgArjun NbОценок пока нет
- Studies On Performance of Metallic Wick Stove Incorporating External Cooling SystemДокумент1 страницаStudies On Performance of Metallic Wick Stove Incorporating External Cooling SystemArjun NbОценок пока нет
- Reasoning 3Документ8 страницReasoning 3Prasad Durga DОценок пока нет
- SylabusДокумент2 страницыSylabusArjun NbОценок пока нет
- IntroductionДокумент13 страницIntroductionArjun NbОценок пока нет
- Ugc Net June 2014 CentresДокумент6 страницUgc Net June 2014 CentresArjun NbОценок пока нет
- DSDFGDFDFGDSFDF Sdgsgs Ss FSDF SDF SDF SDF FSDSF DGSDG DfzsgsdgdfgdfsДокумент4 страницыDSDFGDFDFGDSFDF Sdgsgs Ss FSDF SDF SDF SDF FSDSF DGSDG DfzsgsdgdfgdfsArjun NbОценок пока нет
- DSDFGDFDFGDSFDF Sdgsgs Ss FSDF SDF SDF SDF FSDSF DGSDG DfzsgsdgdfgdfsДокумент4 страницыDSDFGDFDFGDSFDF Sdgsgs Ss FSDF SDF SDF SDF FSDSF DGSDG DfzsgsdgdfgdfsArjun NbОценок пока нет
- A Text Book On Automobile Chassis and Body Engineering (AДокумент58 страницA Text Book On Automobile Chassis and Body Engineering (Ahunny29100% (2)
- Sa 240 PlatesДокумент13 страницSa 240 PlatesSalmanОценок пока нет
- Jan 2019 Builders Line Tamil MagazineДокумент68 страницJan 2019 Builders Line Tamil MagazineBuildersline Maadhaidhaz100% (1)
- Heat TreatmentДокумент21 страницаHeat TreatmentVenkiteshОценок пока нет
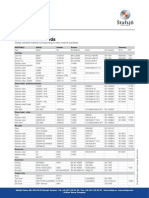
- Equivalent Materials GradeДокумент2 страницыEquivalent Materials GradeSatyamEng80% (5)
- Process MineralogyДокумент5 страницProcess MineralogyEdmundo Alfaro DelgadoОценок пока нет
- 03 Track 1 - Horvath PDFДокумент24 страницы03 Track 1 - Horvath PDFSilverio AcuñaОценок пока нет
- Stainless Steel OverviewДокумент69 страницStainless Steel OverviewApriza AmirОценок пока нет
- Wi Cswip 3.1 Part 21Документ8 страницWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahОценок пока нет
- Astm A131 2019 PDFДокумент8 страницAstm A131 2019 PDFazam RazzaqОценок пока нет
- Caterpillar Spec 1e0361chg3328may2013Документ3 страницыCaterpillar Spec 1e0361chg3328may2013Sama UmateОценок пока нет
- Heat Treatment of Carbon SteelДокумент23 страницыHeat Treatment of Carbon SteelArielle Joyce de JesusОценок пока нет
- Clay Mineralogy Intermediate Argillic Alteration BinghamДокумент19 страницClay Mineralogy Intermediate Argillic Alteration BinghamWilliam Arenas BustillosОценок пока нет
- Nas 1149Документ6 страницNas 1149Andr EkmeОценок пока нет
- What Is Nace MR0175 Iso 15156Документ1 страницаWhat Is Nace MR0175 Iso 15156Quality controllerОценок пока нет
- Sa 278Документ5 страницSa 278AnilОценок пока нет
- Major Project Report MMCДокумент21 страницаMajor Project Report MMCArindrajeet ChakrabortyОценок пока нет
- Case HardeningДокумент34 страницыCase HardeningSachinОценок пока нет
- Cément Manufacturing ProcessДокумент16 страницCément Manufacturing ProcessM.IDREES KhanОценок пока нет
- La Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsДокумент3 страницыLa Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsdmejiaОценок пока нет
- Alloys - Belt Co SASДокумент15 страницAlloys - Belt Co SASErich Estefan Galea gutierrezОценок пока нет
- Precleaning: Liquid Penetrant InspectionДокумент2 страницыPrecleaning: Liquid Penetrant InspectionbalajiОценок пока нет
- Sliding Wear of Cast Zinc-Based Alloy Bearings UndДокумент12 страницSliding Wear of Cast Zinc-Based Alloy Bearings Undsafat parОценок пока нет
- Corrosion of Iron LabДокумент3 страницыCorrosion of Iron Labapi-408403360Оценок пока нет
- Duplex 2209 Weld Overlay by ESSC Process: Er. Manoj Kumar, Dr. Abhishek KambojДокумент7 страницDuplex 2209 Weld Overlay by ESSC Process: Er. Manoj Kumar, Dr. Abhishek KambojAyyappanSubramanianОценок пока нет
- 2023 Aula 1 Ciminelli IntroduçãoДокумент66 страниц2023 Aula 1 Ciminelli Introduçãosepura cpmtcОценок пока нет
- 11 Introduction To Engineering MaterialsДокумент20 страниц11 Introduction To Engineering MaterialsomkardashetwarОценок пока нет
- Introduction To Stainless SteelДокумент45 страницIntroduction To Stainless Steelaladinmf1Оценок пока нет
- Cost Intelligence Report Aug 2019Документ155 страницCost Intelligence Report Aug 2019amit100% (1)
- ASTM A36 MildДокумент4 страницыASTM A36 MildjyothiОценок пока нет
- Medieval Copper Alloy Production and West African Bronze Analyses Part 2Документ30 страницMedieval Copper Alloy Production and West African Bronze Analyses Part 2STОценок пока нет