Вам также может понравиться
- LCD SLMДокумент9 страницLCD SLMVipin_Kumar_5649Оценок пока нет
- SPIE 6422-32 Risley Prisms ToralesДокумент8 страницSPIE 6422-32 Risley Prisms ToralesnorbdudeОценок пока нет
- Development of A High Cycle Vibration Fatigue Diagnosticsystem With Non-Contactvibration SensingДокумент15 страницDevelopment of A High Cycle Vibration Fatigue Diagnosticsystem With Non-Contactvibration SensingkhabiranОценок пока нет
- New Developments and Applications in Scan Head TechnologyДокумент7 страницNew Developments and Applications in Scan Head TechnologyendonezyalitanilОценок пока нет
- Apparatus and Demonstration Notes: Hsu, Dhingra, D'UrsoДокумент8 страницApparatus and Demonstration Notes: Hsu, Dhingra, D'UrsokkhykkОценок пока нет
- MIR2012 Lec5Документ16 страницMIR2012 Lec5yeesuenОценок пока нет
- A Threshold Gyroscope Based On A Bistable MechanismДокумент18 страницA Threshold Gyroscope Based On A Bistable MechanismTechno GamingОценок пока нет
- Astm E2491-06Документ13 страницAstm E2491-06Andi DaudОценок пока нет
- Angular Dependence of Coaxial and Quasi-Coaxial Monitoring Systems For Process Radiation Analysis in Laser Materials ProcessingДокумент14 страницAngular Dependence of Coaxial and Quasi-Coaxial Monitoring Systems For Process Radiation Analysis in Laser Materials ProcessingСергей БадюкОценок пока нет
- Proceedings of Spie: Optical Surface Microtopography Using Phase-Shifting Nomarski MicroscopeДокумент6 страницProceedings of Spie: Optical Surface Microtopography Using Phase-Shifting Nomarski Microscope簡維信Оценок пока нет
- A Large-Scale Laser Plane Calibration System: Home Search Collections Journals About Contact Us My IopscienceДокумент6 страницA Large-Scale Laser Plane Calibration System: Home Search Collections Journals About Contact Us My IopscienceMariОценок пока нет
- By Michael Moles, Ph. DДокумент8 страницBy Michael Moles, Ph. DJose Marval RodriguezОценок пока нет
- Mems Vibratory Gyroscope ThesisДокумент5 страницMems Vibratory Gyroscope Thesispatriciaviljoenjackson100% (3)
- Presemtation Etalon Jimtof2012Документ63 страницыPresemtation Etalon Jimtof2012Mario AriasОценок пока нет
- Image AnalysisДокумент9 страницImage AnalysisddvОценок пока нет
- Automated Laser Scanning System For Reverse Engineering and InspectionДокумент9 страницAutomated Laser Scanning System For Reverse Engineering and Inspectionjilmar_1995Оценок пока нет
- Astm E2491 06Документ13 страницAstm E2491 06phanthanhhungОценок пока нет
- Laser Pointing StabilityДокумент5 страницLaser Pointing Stabilitymehdi810Оценок пока нет
- Measurement of The Spatial Frequency Response SFRДокумент10 страницMeasurement of The Spatial Frequency Response SFRpabloОценок пока нет
- Laser Tracker Error Determination Using A Network MeasurementДокумент24 страницыLaser Tracker Error Determination Using A Network MeasurementDaniel100% (1)
- Journal of Synchrotron Radiation - 2020 - Berujon - X Ray Optics and Beam Characterization Using Random ModulationДокумент12 страницJournal of Synchrotron Radiation - 2020 - Berujon - X Ray Optics and Beam Characterization Using Random ModulationLeafar OllebarОценок пока нет
- Tooth Root Crack Detection of Planet Gear in RV Re PDFДокумент18 страницTooth Root Crack Detection of Planet Gear in RV Re PDFAishwaryaОценок пока нет
- 189+pressure DistnДокумент18 страниц189+pressure DistnVedic KrishnaОценок пока нет
- 3D Printing An External-Cavity Diode Laser HousingДокумент6 страниц3D Printing An External-Cavity Diode Laser HousingDahyeon LeeОценок пока нет
- Manual Phased Array Ultrasonic Technique For Weld ApplicationДокумент7 страницManual Phased Array Ultrasonic Technique For Weld ApplicationphanthanhhungОценок пока нет
- Zhu 2021 J. Phys. Conf. Ser. 1802 032006Документ9 страницZhu 2021 J. Phys. Conf. Ser. 1802 0320063XTR3M3 ᜰ꙰ꦿ NJRОценок пока нет
- How To Calibration X RayДокумент7 страницHow To Calibration X RayEdo AdreyanОценок пока нет
- Paraxial Eoe 03Документ12 страницParaxial Eoe 03Arkapravo ChaudhuryОценок пока нет
- 2019 - Development of Two-Dimensional Piezoelectric Laser Scanner With Large Steering Angle and Fast Response CharacteristicsДокумент10 страниц2019 - Development of Two-Dimensional Piezoelectric Laser Scanner With Large Steering Angle and Fast Response Characteristicsdong.luoОценок пока нет
- Vilardy2017 Optoelectronic Polarimeter Controlled by AДокумент7 страницVilardy2017 Optoelectronic Polarimeter Controlled by ACARLOS JIMENEZ RUIZОценок пока нет
- ComparisonДокумент9 страницComparisonThyaga RajОценок пока нет
- Damage Detection Using Optical Measurements and WaveletsДокумент18 страницDamage Detection Using Optical Measurements and WaveletsCESARОценок пока нет
- Hou - Zhao - 2020 - Welding Robot Positioning Method Based On Machine Vision and Laser RangingДокумент6 страницHou - Zhao - 2020 - Welding Robot Positioning Method Based On Machine Vision and Laser RangingJueMziОценок пока нет
- A Novel Calibration Method For Non-Orthogonal ShafДокумент10 страницA Novel Calibration Method For Non-Orthogonal ShafNur jannah anna JannahОценок пока нет
- Lane, Elliott, MacAulay - 2003 - Confocal Microendoscopy With Chromatic SectioningДокумент4 страницыLane, Elliott, MacAulay - 2003 - Confocal Microendoscopy With Chromatic SectioningXavier AriasОценок пока нет
- Signal Processing For Missile Guidance: Prospects For The FutureДокумент7 страницSignal Processing For Missile Guidance: Prospects For The FutureSuroj SahaОценок пока нет
- Electro-Optic and Acousto-Optic Laser Beam ScannerДокумент12 страницElectro-Optic and Acousto-Optic Laser Beam ScannerJános OrbánОценок пока нет
- An Online Surface Defects Detection System For AWAM Based On Deep LearningДокумент17 страницAn Online Surface Defects Detection System For AWAM Based On Deep LearningLinku sahooОценок пока нет
- Optical Design of A New Folding Scanning System in MEMS-based LidarДокумент8 страницOptical Design of A New Folding Scanning System in MEMS-based Lidaryuguang liОценок пока нет
- Sensors 20 02569 v2Документ11 страницSensors 20 02569 v2Jihad AL-SheikhОценок пока нет
- Classification of Welding Defects in Radiographic Images Using An Adaptive-Network-Based Fuzzy System PDFДокумент10 страницClassification of Welding Defects in Radiographic Images Using An Adaptive-Network-Based Fuzzy System PDFaliОценок пока нет
- Optimal Architecture of A Neural Network For A High PrecisionДокумент11 страницOptimal Architecture of A Neural Network For A High PrecisionGuiandgui GuiОценок пока нет
- PAUTДокумент7 страницPAUTDeepakОценок пока нет
- Lab 7 Lasers Ft16Документ11 страницLab 7 Lasers Ft16Manoj goudОценок пока нет
- Proceedings of Spie: Dynamics of The Spatial Mode Competition Process in A Dual-Cavity Solid-State Vortex LaserДокумент11 страницProceedings of Spie: Dynamics of The Spatial Mode Competition Process in A Dual-Cavity Solid-State Vortex LasergayathryОценок пока нет
- Uu 30 2009Документ5 страницUu 30 2009Eka Panji SaptaprasetyaОценок пока нет
- Braken Hoff 1986Документ10 страницBraken Hoff 1986Annisa HayatiОценок пока нет
- Alignmend Procedures For LTD500 - BLOMSДокумент14 страницAlignmend Procedures For LTD500 - BLOMSJulián DuránОценок пока нет
- Juretzko Richter 2006 PDFДокумент10 страницJuretzko Richter 2006 PDFMariОценок пока нет
- 9.write The Short Notes On Laser ScanningДокумент4 страницы9.write The Short Notes On Laser Scanningمحمد تانزيم ابراهيمОценок пока нет
- Flank Wear Measurement by Successive Image Analysis: W. Wang, Y.S. Wong, G.S. HongДокумент15 страницFlank Wear Measurement by Successive Image Analysis: W. Wang, Y.S. Wong, G.S. Hongmughal59Оценок пока нет
- Near-Field Ptychographic Microscope For QuantitatiДокумент11 страницNear-Field Ptychographic Microscope For Quantitatiaaasim93Оценок пока нет
- Hased Array Ultrasonic Testing, Sectorial ScanДокумент7 страницHased Array Ultrasonic Testing, Sectorial Scanநந்த குமார் சம்பத் நாகராஜன்100% (1)
- A Simple, Low Cost, 3D Scanning System Using The Laser Light-Sectioning MethodДокумент6 страницA Simple, Low Cost, 3D Scanning System Using The Laser Light-Sectioning Methodsantoimam112Оценок пока нет
- Design and Optimization of Ultrasonic Vibration MechanismДокумент7 страницDesign and Optimization of Ultrasonic Vibration Mechanismsameterkan5864Оценок пока нет
- CLEO PaperДокумент1 страницаCLEO Paperlon2gi8023Оценок пока нет
- Optical Vortex Phase Plate Application NotesДокумент5 страницOptical Vortex Phase Plate Application NotesDu RoyОценок пока нет
- (21928584 - Advanced Optical Technologies) Lens Centering of Aspheres For High-Quality OpticsДокумент6 страниц(21928584 - Advanced Optical Technologies) Lens Centering of Aspheres For High-Quality OpticsAustin KonОценок пока нет
- Industrial X-Ray Computed TomographyОт EverandIndustrial X-Ray Computed TomographySimone CarmignatoОценок пока нет
- Design SnubberДокумент29 страницDesign Snubberriaancloete100% (2)
- Design SnubberДокумент29 страницDesign Snubberriaancloete100% (2)
- Five-Axis High Speed Machining of Sculptured Surfaces by Surface-BasedДокумент10 страницFive-Axis High Speed Machining of Sculptured Surfaces by Surface-BasedozguraliОценок пока нет
- Course Audit 3Документ1 страницаCourse Audit 3ozguraliОценок пока нет
- Course Audit 2Документ4 страницыCourse Audit 2ozguraliОценок пока нет
- What Is Proper Decoupling and Why Is It NecessaryДокумент14 страницWhat Is Proper Decoupling and Why Is It NecessaryeballiriОценок пока нет
- Jacek Kosciuk Mariusz Ziolkowski BartlomДокумент22 страницыJacek Kosciuk Mariusz Ziolkowski BartlomAlejandro O. Luna100% (1)
- Asset Integrity Management Including Case Study of Engagement With International ClientДокумент27 страницAsset Integrity Management Including Case Study of Engagement With International Clientsayak banerjeeОценок пока нет
- DrugDetect F1 Manual 7 1aДокумент21 страницаDrugDetect F1 Manual 7 1aOppo A57Оценок пока нет
- Exploratory Study On Breast Volume and Bra Cup Design: Article Designation: Refereed Jtatm Volume 11, Issue 1, 2019Документ13 страницExploratory Study On Breast Volume and Bra Cup Design: Article Designation: Refereed Jtatm Volume 11, Issue 1, 2019aqsa imranОценок пока нет
- What Is LiDAR and How Does It WorkДокумент16 страницWhat Is LiDAR and How Does It WorkNathanniel GonzalesОценок пока нет
- LD208 SLAMTEC Rplidar Datasheet A2M8 v1.0 enДокумент19 страницLD208 SLAMTEC Rplidar Datasheet A2M8 v1.0 enPetra SSTОценок пока нет
- Automatic Inspection of Railway Carbon Strips Based On Multi-Modal Visual InformationДокумент7 страницAutomatic Inspection of Railway Carbon Strips Based On Multi-Modal Visual InformationJabezОценок пока нет
- 3D Scanning IntroductionДокумент4 страницы3D Scanning IntroductionFresnel FisicoОценок пока нет
- Pelf Infotech PVT LTD: Sbi Colony, Opp - Swapna Shilp, Kothrud, Pune - 411 038Документ5 страницPelf Infotech PVT LTD: Sbi Colony, Opp - Swapna Shilp, Kothrud, Pune - 411 038Abhijeet PatilОценок пока нет
- Model Contura G2 Manufactured by Carl Zeiss Same YearДокумент4 страницыModel Contura G2 Manufactured by Carl Zeiss Same YearB VarunОценок пока нет
- PC-DMIS 2020 R1 Featured Enhancements: 26 February 2020Документ69 страницPC-DMIS 2020 R1 Featured Enhancements: 26 February 2020Guest UserОценок пока нет
- Abdou D PHD Final 130618Документ430 страницAbdou D PHD Final 130618Julio ArellanoОценок пока нет
- Tiểu Luận Dung Sai Kỹ Thuật ĐoДокумент39 страницTiểu Luận Dung Sai Kỹ Thuật ĐoQuốc Kiệt TrầnОценок пока нет
- Analysis and Design of Biological Materials and StructuresДокумент220 страницAnalysis and Design of Biological Materials and StructuresWilliam VenegasОценок пока нет
- 08 - Hoff - Spin Research UpdateДокумент33 страницы08 - Hoff - Spin Research UpdateRobert HierlОценок пока нет
- Processing Trimble SX10 DataДокумент19 страницProcessing Trimble SX10 DataW1CHM4NОценок пока нет
- 3D World - Issue 309, 2024 UKДокумент100 страниц3D World - Issue 309, 2024 UKambrus.zoltan77100% (1)
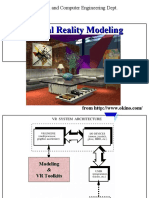
- Virtual Reality ModelingДокумент163 страницыVirtual Reality ModelingHari DeivasigamaniОценок пока нет
- Implementation of 3D Scanner Using IR Distance Sensor Ijariie8280Документ6 страницImplementation of 3D Scanner Using IR Distance Sensor Ijariie8280MERYEM LAHBOUBОценок пока нет
- Advanced-Scanning-Tips V3.0Документ33 страницыAdvanced-Scanning-Tips V3.0fusionОценок пока нет
- 3D Crane Boom Survey and Structural Integrity AnalysisДокумент2 страницы3D Crane Boom Survey and Structural Integrity Analysisimam alfariziОценок пока нет
- Effect of Support Structures On The Trueness and PДокумент8 страницEffect of Support Structures On The Trueness and PJoshni LoitongbamОценок пока нет
- EinScan Pro 2X Handheld ScannerДокумент21 страницаEinScan Pro 2X Handheld ScannerAOS cameraОценок пока нет
- Reverse EngineeringДокумент25 страницReverse Engineeringsaranya ravvaОценок пока нет
- Product Presentation PDFДокумент56 страницProduct Presentation PDFmangalraj900Оценок пока нет
- Body Scanning PDFДокумент11 страницBody Scanning PDFVishal TrivediОценок пока нет
- Mobile Lidar Mapping For 3D Point Cloud Collection in Urban Areas - A Performance TestДокумент6 страницMobile Lidar Mapping For 3D Point Cloud Collection in Urban Areas - A Performance TestDacianMОценок пока нет
- 3d Laser Scanner ThesisДокумент6 страниц3d Laser Scanner Thesismitzilarrickakron100% (1)
- Sky Blue System Description 1Документ76 страницSky Blue System Description 1Mihail AvramovОценок пока нет