Вам также может понравиться
- Clase Practica 3Документ4 страницыClase Practica 3Jordan Tobar0% (1)
- Ejercicios Resueltos Valor Del Dinero en El Tiempo NRC 12067 1Документ9 страницEjercicios Resueltos Valor Del Dinero en El Tiempo NRC 12067 1Dome GarciaОценок пока нет
- CupcakesДокумент3 страницыCupcakesDarío X. GuerrónОценок пока нет
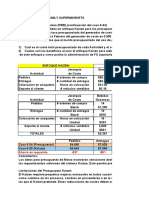
- ENFOQUE KAIZEN FAMILY SUPERMARKETS: Tasas presupuestadas con KaizenДокумент2 страницыENFOQUE KAIZEN FAMILY SUPERMARKETS: Tasas presupuestadas con KaizenMaría José Chávez EstradaОценок пока нет
- Actividad #2 Analisis de Dos VarianzasДокумент4 страницыActividad #2 Analisis de Dos VarianzasALLAN MAURICIO RODRIGUEZОценок пока нет
- Ejemplo de Análisis de SensibilidadДокумент3 страницыEjemplo de Análisis de SensibilidadJackelin RamosОценок пока нет
- Caso 7 FДокумент14 страницCaso 7 FNadia Mayta MacedoОценок пока нет
- Nestle Pco 2020Документ287 страницNestle Pco 2020MARIA FERNANDA SORIA VIZCAINOОценок пока нет
- Diferencias entre el Tesorero y el Controlador en la operación de una empresaДокумент2 страницыDiferencias entre el Tesorero y el Controlador en la operación de una empresaAngela PesantesОценок пока нет
- Evaluacion 2 Economica 26 513 548Документ4 страницыEvaluacion 2 Economica 26 513 548Betty PierreОценок пока нет
- Tarea Ie 12022 C3 02Документ2 страницыTarea Ie 12022 C3 02Fernanda LopezОценок пока нет
- Problema 4.13Документ4 страницыProblema 4.13Javier Efraín Vilela OrozcoОценок пока нет
- Guia de Fisica-3er - ParcialДокумент2 страницыGuia de Fisica-3er - ParcialErika50% (2)
- Actividades de AprendizajeДокумент8 страницActividades de AprendizajeSergAleОценок пока нет
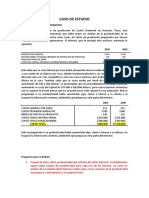
- Caso de Estudio Trabajo Grupal Gestion de La ProduccionДокумент2 страницыCaso de Estudio Trabajo Grupal Gestion de La ProduccionGabriel BailonОценок пока нет
- Contabilidad costos coproductos subproductosДокумент10 страницContabilidad costos coproductos subproductosRamon CastilloОценок пока нет
- Act 7Документ2 страницыAct 7Jesus Alberto NolascoОценок пока нет
- Caso Compañia RoseДокумент4 страницыCaso Compañia RoseAylin ErazoОценок пока нет
- Presupuesto ventas producción Jabonera Sueños JuventudДокумент27 страницPresupuesto ventas producción Jabonera Sueños JuventudEdmeor52Оценок пока нет
- PHVA de Una Empresa PanaderaДокумент1 страницаPHVA de Una Empresa PanaderaChristian Rodriguez EscalanteОценок пока нет
- Diagrama de Flujo (Batido)Документ1 страницаDiagrama de Flujo (Batido)Anonymous UkRjK60% (1)
- Plan Estrategico de La Empresa Incalsid SEGUNDA PARTEДокумент107 страницPlan Estrategico de La Empresa Incalsid SEGUNDA PARTEMaFer Torres100% (2)
- 3S - RADAR - Afersa RealizadoДокумент13 страниц3S - RADAR - Afersa RealizadoRENZO DAVID ASCENCIO ORELLANAОценок пока нет
- Archivo Finanzas 10Документ25 страницArchivo Finanzas 10denisse2cevallosОценок пока нет
- Informe #1Документ14 страницInforme #1kateОценок пока нет
- Ejercicios - Costos y Punto de EquilibrioДокумент2 страницыEjercicios - Costos y Punto de EquilibrioAnnekary Olivares HernandezОценок пока нет
- Uso-del-Merchandising-Trabajo-de-mercado.-Marcelo-y-Yuridhia-2.0 FinalДокумент33 страницыUso-del-Merchandising-Trabajo-de-mercado.-Marcelo-y-Yuridhia-2.0 FinalLander Osmany Garcia OlivasОценок пока нет
- Caso 3 - ExposiciònДокумент7 страницCaso 3 - ExposiciònLuis EnriqueОценок пока нет
- 2 Taller Pye I Sem 2017Документ1 страница2 Taller Pye I Sem 2017Ken MatsudaОценок пока нет
- Presupuesto de CapacitacionДокумент2 страницыPresupuesto de Capacitacionyorladis pulido hortuaОценок пока нет
- Costos de ProduccionДокумент12 страницCostos de ProduccionXIOMARA DEL CARMEN BARRANZUELA NEYRAОценок пока нет
- Evaluación de EstadisticaДокумент6 страницEvaluación de EstadisticaOriana Isabel Piccinoni TorresОценок пока нет
- Diagrama de Flujo de Caja FinalДокумент17 страницDiagrama de Flujo de Caja FinalMailan CoreОценок пока нет
- Fustillos Suntasig Alvaro Sebastián - Tarea 056Документ6 страницFustillos Suntasig Alvaro Sebastián - Tarea 056Little WorldОценок пока нет
- Practica Sesion No 4Документ2 страницыPractica Sesion No 4Denis DiazОценок пока нет
- Calor LatenteДокумент4 страницыCalor LatenteBelen LWОценок пока нет
- Cómo Calcular El Ciclo de Conversión de EfectivoДокумент2 страницыCómo Calcular El Ciclo de Conversión de EfectivoReyna Yisabell Pinco ParedesОценок пока нет
- Aceptar Un Pedido EspecialДокумент6 страницAceptar Un Pedido EspecialJorge EscobarОценок пока нет
- Segundo Hemi Semestre Ivt - OpДокумент25 страницSegundo Hemi Semestre Ivt - OpMilenYta C. Chivita Lok100% (1)
- Costos de producción: clasificación y cálculoДокумент15 страницCostos de producción: clasificación y cálculoTocho Vanegas100% (1)
- Actividad 10 Ejercicio 3 ResueltoДокумент3 страницыActividad 10 Ejercicio 3 Resueltochshhhs100% (1)
- Gonzalez Maya Contadecostos Talerr ConveersatorioДокумент58 страницGonzalez Maya Contadecostos Talerr ConveersatorioJuan Carlos Blanco OrozcoОценок пока нет
- Trabajo UnabДокумент10 страницTrabajo UnabANDREA XIMENA GARCIA CASTELLANOSОценок пока нет
- Ejercicio 3 MorrisДокумент1 страницаEjercicio 3 MorrisAndrea SalazarОценок пока нет
- Costeo MermeladaДокумент43 страницыCosteo MermeladaSandra Castillo LeccaОценок пока нет
- Manual Finanzas IДокумент195 страницManual Finanzas IJAIME ALONSO MARIN DURANОценок пока нет
- F 3 Guía Actividad de Aprendizaje No.5 COF 2 Presencial 01-2023Документ7 страницF 3 Guía Actividad de Aprendizaje No.5 COF 2 Presencial 01-2023Lissette BarahonaОценок пока нет
- Niif Organizador GráficoДокумент1 страницаNiif Organizador GráficoDorian Shiguango0% (1)
- Prueba No.3Документ1 страницаPrueba No.3Paito SánchezОценок пока нет
- Guia Laboratorio1Документ2 страницыGuia Laboratorio1Brayan H Javier Echevarría100% (1)
- ResolucionДокумент2 страницыResolucionYaniAlessanОценок пока нет
- Costos de producción y punto de equilibrioДокумент3 страницыCostos de producción y punto de equilibrioYonatan MañungaОценок пока нет
- Calidad Objetiva y Subjetiva - Sala 8Документ1 страницаCalidad Objetiva y Subjetiva - Sala 8AYLIN MUÑOZ MUÑOZОценок пока нет
- Tarea de Economía 11Документ2 страницыTarea de Economía 11Ozwa Garcia Juarez100% (1)
- Avon EmpresaДокумент4 страницыAvon EmpresaliescuОценок пока нет
- Proceso de TitulaciónДокумент8 страницProceso de TitulaciónFrancisco SarangoОценок пока нет
- Gestion y Direccion de VentasДокумент5 страницGestion y Direccion de VentasRomina BravoОценок пока нет
- NTEДокумент5 страницNTEAdarian B.Оценок пока нет
- Productividad 2023-1Документ16 страницProductividad 2023-1Andrea Daniela Rodriguez CalmetОценок пока нет
- Guía-Productividad 2023-0Документ16 страницGuía-Productividad 2023-0Anabell LopezОценок пока нет
- Pueblo Cofán Una HistoriaДокумент1 страницаPueblo Cofán Una HistoriaMilene CisnerosОценок пока нет
- SeminarioДокумент20 страницSeminarioMilene CisnerosОценок пока нет
- Espina de Pescado SeleccionadoДокумент2 страницыEspina de Pescado SeleccionadoMilene CisnerosОценок пока нет
- Antojitos de ColombiaДокумент6 страницAntojitos de ColombiaMilene CisnerosОценок пока нет
- Tipos de Control de Calidad SigmaДокумент2 страницыTipos de Control de Calidad SigmaMilene Cisneros100% (2)
- Espina de Pescado SeleccionadoДокумент2 страницыEspina de Pescado SeleccionadoMilene CisnerosОценок пока нет
- Informe de La Gira - Empresa ARCA CONTINENTALДокумент7 страницInforme de La Gira - Empresa ARCA CONTINENTALMilene CisnerosОценок пока нет
- TFG FormicIndustries v03Документ98 страницTFG FormicIndustries v03Milene CisnerosОценок пока нет
- Ensayo Ciencia de Los MaterialesДокумент3 страницыEnsayo Ciencia de Los MaterialesMilene Cisneros0% (1)
- SeminarioДокумент18 страницSeminarioMilene CisnerosОценок пока нет
- Elaboración de Un Sensor de Sonido o Aplausos 2Документ4 страницыElaboración de Un Sensor de Sonido o Aplausos 2Milene Cisneros50% (8)
- Revolucion Industrial Diapositivas Del 1 Al 20Документ6 страницRevolucion Industrial Diapositivas Del 1 Al 20Milene CisnerosОценок пока нет
- Ciencias CuestionarioДокумент22 страницыCiencias CuestionarioMilene CisnerosОценок пока нет
- Calculo e Interpretación de Indicadores Financieros Semana 3Документ7 страницCalculo e Interpretación de Indicadores Financieros Semana 3Jessica Tobon CeballosОценок пока нет
- Tarea 4 PresupuestosДокумент10 страницTarea 4 PresupuestosCecilia AlonzoОценок пока нет
- Funcion de ProduccionДокумент6 страницFuncion de ProduccionLuis AngelОценок пока нет
- RET 66 1980 Pag131 151 42144 PDFДокумент21 страницаRET 66 1980 Pag131 151 42144 PDFLuisa Arancibia ArceОценок пока нет
- Artesania MarmolДокумент21 страницаArtesania Marmolapi-235632021Оценок пока нет
- Runas Plan Estrateigo FinalizadoДокумент10 страницRunas Plan Estrateigo FinalizadoNicole RoslauОценок пока нет
- Línea de Tiempo BackusДокумент1 страницаLínea de Tiempo BackusMarciia Andrea100% (1)
- Fechas y Tasas ABRSM 2019Документ5 страницFechas y Tasas ABRSM 2019maria cabrellesОценок пока нет
- Mural Trans. No. 01Документ3 страницыMural Trans. No. 01Edin Rocael100% (3)
- Carta A FondepesДокумент5 страницCarta A FondepescesarОценок пока нет
- 10 Consejos de Steve JobsДокумент2 страницы10 Consejos de Steve JobsPatricio ValverdeОценок пока нет
- Tarea de Matematica 1Документ3 страницыTarea de Matematica 1Mateo CorreaОценок пока нет
- Jorge ParejaДокумент3 страницыJorge ParejaTener PapagayoОценок пока нет
- Solucionarioado Ap126 Examen Final 2019-0Документ5 страницSolucionarioado Ap126 Examen Final 2019-0FERNANDO ARCAОценок пока нет
- Solucion Caso 1 Caudia JuncoДокумент9 страницSolucion Caso 1 Caudia Juncosumilito69Оценок пока нет
- CitiBank Evaluación de DesempeñoДокумент11 страницCitiBank Evaluación de Desempeñog_morales_m9790100% (1)
- Choritos Estudio MecanicaДокумент80 страницChoritos Estudio MecanicaJose Gabriel Almonacid GonzalezОценок пока нет
- Examen de VALORIZACION ModificadoДокумент4 страницыExamen de VALORIZACION ModificadoJessica Davis50% (2)
- Marketing Mix CUNEOДокумент3 страницыMarketing Mix CUNEOcarolinaОценок пока нет
- Presupuesto de Gastos de FabricaciónДокумент6 страницPresupuesto de Gastos de FabricaciónCarlos Federico Sánchez CárdenasОценок пока нет
- Plan de NegociosДокумент5 страницPlan de NegociosKETY THALIA TERAN VARGASОценок пока нет
- Caso HP PdcaДокумент10 страницCaso HP PdcaRichard Siv-rОценок пока нет
- Car Wash 3Документ8 страницCar Wash 3Pamela AlvarezОценок пока нет
- Gnfi U1 Ea DiclДокумент3 страницыGnfi U1 Ea DicldcruzlegОценок пока нет
- Marzo19 PDFДокумент1 страницаMarzo19 PDFOscar GonzalezОценок пока нет
- Dirección Estratégica Trabajo Final - GuiaДокумент4 страницыDirección Estratégica Trabajo Final - GuiaRuben Dario Moreno JulcaОценок пока нет
- Decisión de Aceptar o Rechazar Un Pedido EspecialДокумент2 страницыDecisión de Aceptar o Rechazar Un Pedido EspecialGabiDelaFuente100% (1)
- Que Es Una MicroempresaДокумент3 страницыQue Es Una Microempresagoyo.pantojamoralesОценок пока нет
- Capitulo 2 Estrategia de Operaciones y CompetitividadДокумент12 страницCapitulo 2 Estrategia de Operaciones y CompetitividadAna RodriguezОценок пока нет
- Unitarios en Dividfendos 2018Документ82 страницыUnitarios en Dividfendos 2018Camilo Peña MoraОценок пока нет