Вам также может понравиться
- Aws D17.3 - D17.3M-2016 PDFДокумент58 страницAws D17.3 - D17.3M-2016 PDFRubén Mamani100% (3)
- Standard Welding Procedure Specification (SWPS) For: Site LicenseДокумент26 страницStandard Welding Procedure Specification (SWPS) For: Site LicenseAlex MendozaОценок пока нет
- Aws-D17.1 PDFДокумент60 страницAws-D17.1 PDFssОценок пока нет
- Aws C7.2-98Документ116 страницAws C7.2-98venkatesh100% (3)
- B2.1 8 024 2001 (R2012) PVДокумент8 страницB2.1 8 024 2001 (R2012) PVJaime50% (2)
- Norma AWSДокумент17 страницNorma AWSFRANCISCO TORRES100% (2)
- WPS - Sample - Form D17.1 D17.1M 2010Документ1 страницаWPS - Sample - Form D17.1 D17.1M 2010Mohammed AzizОценок пока нет
- PQR From D17.1-D17.1M-2010Документ1 страницаPQR From D17.1-D17.1M-2010Mohammed AzizОценок пока нет
- D17.1 D17.1M 2017 Sample PQTR FormДокумент1 страницаD17.1 D17.1M 2017 Sample PQTR FormPabloLamelaОценок пока нет
- Ams4943l 2020Документ8 страницAms4943l 2020BauyrzhanОценок пока нет
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForДокумент8 страницWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaОценок пока нет
- Es-091 - W Passivation Treatment For Corrosion-Resistant Steel (Immunization)Документ12 страницEs-091 - W Passivation Treatment For Corrosion-Resistant Steel (Immunization)Rubén Eduardo Galindo CarmonaОценок пока нет
- Copper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersДокумент7 страницCopper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersGreg YeeОценок пока нет
- ASTM A-967-13 Pasivado Inoxidable PDFДокумент7 страницASTM A-967-13 Pasivado Inoxidable PDFmagierezОценок пока нет
- Specification For Copper and Copper-Alloy Bare Welding Rods and ElectrodesДокумент24 страницыSpecification For Copper and Copper-Alloy Bare Welding Rods and ElectrodesAnshul AgarwalОценок пока нет
- Aws A5.8-A5.8m-2004Документ47 страницAws A5.8-A5.8m-2004HenryОценок пока нет
- B 209Документ29 страницB 209manuel floresОценок пока нет
- Measuring Quench Time as a Process Control ToolДокумент4 страницыMeasuring Quench Time as a Process Control ToolCh PrasadОценок пока нет
- Aws A5.11 - A5.11m - 2010Документ53 страницыAws A5.11 - A5.11m - 2010Claudio SampaioОценок пока нет
- Aws Nema d16 2d16 2mДокумент6 страницAws Nema d16 2d16 2mjessy eghОценок пока нет
- E18 - 07 Rockwell Metallic Materials PDFДокумент36 страницE18 - 07 Rockwell Metallic Materials PDFJhosman VargasОценок пока нет
- Leakage Measurement Using The Mass Spectrometer Leak Detector or Residual Gas Analyzer in The Hood ModeДокумент5 страницLeakage Measurement Using The Mass Spectrometer Leak Detector or Residual Gas Analyzer in The Hood ModeMohanSinghОценок пока нет
- AWS A5-8 2004 Filler Metals For BrazingДокумент47 страницAWS A5-8 2004 Filler Metals For BrazingEmelda JulianОценок пока нет
- Sample Procedure Qualification Record (PQR) : (Smaw, Gmaw, Gtaw, Fcaw, Ofw, Paw)Документ2 страницыSample Procedure Qualification Record (PQR) : (Smaw, Gmaw, Gtaw, Fcaw, Ofw, Paw)Thanakit Srisaeng0% (1)
- Specification For Carbon and Low-Alloy Steel Flux Cored Electrodes For Flux Cored Arc Welding and Metal Cored Electrodes For Gas Metal Arc WeldingДокумент9 страницSpecification For Carbon and Low-Alloy Steel Flux Cored Electrodes For Flux Cored Arc Welding and Metal Cored Electrodes For Gas Metal Arc Weldinghetpin100% (1)
- Astm A262-21Документ20 страницAstm A262-21Chetan DОценок пока нет
- ASTM B666 WWW - QCEXPERT.irДокумент7 страницASTM B666 WWW - QCEXPERT.ireka putriОценок пока нет
- Aws D10.18 2018Документ38 страницAws D10.18 2018Vinodth KumarОценок пока нет
- Astm B387Документ4 страницыAstm B387raulОценок пока нет
- ws33739 A AllДокумент19 страницws33739 A Allshellfire6Оценок пока нет
- Detecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsДокумент9 страницDetecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsIsmail Tp100% (1)
- Aws B4.0 (2000)Документ113 страницAws B4.0 (2000)Ganesh Yadav100% (1)
- Rescue Carabiners: Standard Specification ForДокумент6 страницRescue Carabiners: Standard Specification Forastewayb_964354182Оценок пока нет
- B168 11 (2016)Документ12 страницB168 11 (2016)Rony YudaОценок пока нет
- AWS B2 1 8 013 2002 SWPS SMAW ofДокумент17 страницAWS B2 1 8 013 2002 SWPS SMAW ofAlex Mendoza100% (1)
- Mil STD 777eДокумент129 страницMil STD 777ednvrusОценок пока нет
- Aws c4.4 c4.4m 2004 Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas HeatingДокумент53 страницыAws c4.4 c4.4m 2004 Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas HeatingKara White0% (1)
- Mil A 21180D PDFДокумент25 страницMil A 21180D PDFb4upalaniОценок пока нет
- Mil STD 278fДокумент128 страницMil STD 278fsherviny100% (1)
- Astm A356 PDFДокумент6 страницAstm A356 PDFAndresInforBJОценок пока нет
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesДокумент3 страницыIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızОценок пока нет
- AWS D17.1 WPQR Guides PDFДокумент2 страницыAWS D17.1 WPQR Guides PDFTAGUI100% (3)
- ASME B18 8 100M 2000 Spring PinsДокумент57 страницASME B18 8 100M 2000 Spring Pinshcsharma1967Оценок пока нет
- Aws A5.8 PDFДокумент47 страницAws A5.8 PDFAllen Roson100% (1)
- AWS c7.4mДокумент7 страницAWS c7.4mromanosky11Оценок пока нет
- Development of Nickel Alloys for Aerospace ApplicationsДокумент9 страницDevelopment of Nickel Alloys for Aerospace ApplicationsAditya Budi FauziОценок пока нет
- Mil STD 792 ReveДокумент12 страницMil STD 792 ReveMarcelo Rueda MartínezОценок пока нет
- Manufacturing procedure for recommended filler materials and preheat temperaturesДокумент5 страницManufacturing procedure for recommended filler materials and preheat temperaturesMiguel Rodriguez100% (1)
- Standard Methods For Determination of The Diffusible Hydrogen Content of Martensitic, Bainitic, and Ferritic Steel Weld Metal Produced by Arc WeldingДокумент34 страницыStandard Methods For Determination of The Diffusible Hydrogen Content of Martensitic, Bainitic, and Ferritic Steel Weld Metal Produced by Arc WeldingVictor ArcigaОценок пока нет
- Sae Ams6345Документ1 страницаSae Ams6345kr_ananthОценок пока нет
- Fastners Modeling For MSC - Nastran Finite Element AnalysisДокумент20 страницFastners Modeling For MSC - Nastran Finite Element AnalysisBatuhan DerОценок пока нет
- Aws C3.4 (1999)Документ16 страницAws C3.4 (1999)luisОценок пока нет
- Aerospace Material SpecificationДокумент6 страницAerospace Material Specificationvsraju2Оценок пока нет
- Ams STD 1595Документ66 страницAms STD 1595airplanez100% (1)
- d10 6-d10 6mPVДокумент6 страницd10 6-d10 6mPVDhanush Nair0% (1)
- Aws D17.2 - D17.2M-2019Документ60 страницAws D17.2 - D17.2M-2019Rubén Mamani83% (12)
- AWS J1.1 Resistance-Welding-Controls-2013Документ49 страницAWS J1.1 Resistance-Welding-Controls-2013Jeff MОценок пока нет
- d9 1Документ15 страницd9 1arturo0% (2)
- Aws d143 1994 Specification For Welding Earthmoving and Con Struction Equipment1Документ92 страницыAws d143 1994 Specification For Welding Earthmoving and Con Struction Equipment1shajahanОценок пока нет
- Underwater Welding Code: D3.6M:2017 An American National StandardДокумент14 страницUnderwater Welding Code: D3.6M:2017 An American National StandardSatendra kumar0% (2)
- AMI Adapter Cables Product LineДокумент1 страницаAMI Adapter Cables Product LineAnkur PandeyОценок пока нет
- Chemical of A105 and A106Документ2 страницыChemical of A105 and A106Ankur PandeyОценок пока нет
- Leeson Motor - 121815.00 - DataPack - 9Документ5 страницLeeson Motor - 121815.00 - DataPack - 9Ankur PandeyОценок пока нет
- Standardization Qualification Inspection Challenges For Additive ManufacturingДокумент23 страницыStandardization Qualification Inspection Challenges For Additive ManufacturingAnkur PandeyОценок пока нет
- Learner License FormДокумент2 страницыLearner License FormRohit JainОценок пока нет
- Quality Planning AgreementДокумент13 страницQuality Planning AgreementShanmugam BalasubramaniamОценок пока нет
- D17 2-D17 2M-2013PVДокумент9 страницD17 2-D17 2M-2013PVAnkur PandeyОценок пока нет
- APQP WebinarДокумент69 страницAPQP WebinarWahyu SupriyadiОценок пока нет
- Resume: Manas Kumar PandaДокумент4 страницыResume: Manas Kumar PandaAnkur PandeyОценок пока нет
- Resume FormatДокумент3 страницыResume FormatAnkur PandeyОценок пока нет
- Manubhai Pancholi - Recipient of Jamnalal Bajaj Award for Constructive WorkДокумент3 страницыManubhai Pancholi - Recipient of Jamnalal Bajaj Award for Constructive WorkAnkur PandeyОценок пока нет
- ReliabilityДокумент5 страницReliabilityAnkur PandeyОценок пока нет
- Visual CVДокумент3 страницыVisual CVAnkur PandeyОценок пока нет
- Global BF Scorecard 2017Документ7 страницGlobal BF Scorecard 2017sofiabloemОценок пока нет
- Guidelines For ValuationДокумент6 страницGuidelines For ValuationparikhkashishОценок пока нет
- Pilot Exam FormДокумент2 страницыPilot Exam Formtiger402092900% (1)
- Role of Civil Engineers in Disaster MitigationДокумент3 страницыRole of Civil Engineers in Disaster Mitigationvamsi_rs100% (1)
- List of Countries in The Eurovision Song ContestДокумент26 страницList of Countries in The Eurovision Song ContestNajda DurmoОценок пока нет
- Con PhilДокумент48 страницCon PhilConica BurgosОценок пока нет
- APWU Contract Effective DatesДокумент5 страницAPWU Contract Effective DatesPostalReporter.comОценок пока нет
- Rapport 2019 de La NHRC de Maurice: Découvrez Le Rapport Dans Son IntégralitéДокумент145 страницRapport 2019 de La NHRC de Maurice: Découvrez Le Rapport Dans Son IntégralitéDefimediaОценок пока нет
- Demand To Vacate - Januario MendozaДокумент1 страницаDemand To Vacate - Januario Mendozaclaudenson18Оценок пока нет
- Some People Think We Should Abolish All Examinations in School. What Is Your Opinion?Документ7 страницSome People Think We Should Abolish All Examinations in School. What Is Your Opinion?Bach Hua Hua100% (1)
- Chapter 16 Study GuideДокумент2 страницыChapter 16 Study GuideChang Ho LeeОценок пока нет
- Ola Ride Receipt March 25Документ3 страницыOla Ride Receipt March 25Nachiappan PlОценок пока нет
- Sana Engineering CollegeДокумент2 страницыSana Engineering CollegeandhracollegesОценок пока нет
- Đề thi tuyển sinh vào lớp 10 năm 2018 - 2019 môn Tiếng Anh - Sở GD&ĐT An GiangДокумент5 страницĐề thi tuyển sinh vào lớp 10 năm 2018 - 2019 môn Tiếng Anh - Sở GD&ĐT An GiangHaiОценок пока нет
- Solar Power Is The Last Energy Resource That Isn't Owned Yet - Nobody Taxes The Sun Yet.Документ5 страницSolar Power Is The Last Energy Resource That Isn't Owned Yet - Nobody Taxes The Sun Yet.Norhanifa HADJI AMERОценок пока нет
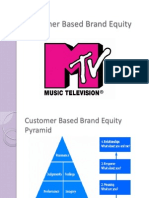
- Customer Based Brand EquityДокумент13 страницCustomer Based Brand EquityZeeshan BakshiОценок пока нет
- ACADEMIC CALENDAR DEGREE AND POSTGRADUATE 2023 2024 1 - Page - 1Документ2 страницыACADEMIC CALENDAR DEGREE AND POSTGRADUATE 2023 2024 1 - Page - 1cklconОценок пока нет
- Addressing Menstrual Health and Gender EquityДокумент52 страницыAddressing Menstrual Health and Gender EquityShelly BhattacharyaОценок пока нет
- Informative Speech OutlineДокумент5 страницInformative Speech OutlineMd. Farhadul Ibne FahimОценок пока нет
- Mx. Gad 2023Документ3 страницыMx. Gad 2023Wany BerryОценок пока нет
- Square Pharma Valuation ExcelДокумент43 страницыSquare Pharma Valuation ExcelFaraz SjОценок пока нет
- F1 English PT3 Formatted Exam PaperДокумент10 страницF1 English PT3 Formatted Exam PaperCmot Qkf Sia-zОценок пока нет
- Bushnell / Companion To Tragedy 1405107359 - 4 - 001 Final Proof 8.2.2005 9:58amДокумент1 страницаBushnell / Companion To Tragedy 1405107359 - 4 - 001 Final Proof 8.2.2005 9:58amLeonelBatistaParenteОценок пока нет
- Software Project Sign-Off DocumentДокумент7 страницSoftware Project Sign-Off DocumentVocika MusixОценок пока нет
- Law, Rhetoric, and Irony in The Formation of Canadian Civil Culture (PDFDrive)Документ374 страницыLaw, Rhetoric, and Irony in The Formation of Canadian Civil Culture (PDFDrive)Dávid KisОценок пока нет
- CEI KAH OCT v1Документ1 страницаCEI KAH OCT v1Francis Ho HoОценок пока нет
- Multimodal Transport Bill of Lading PDFДокумент3 страницыMultimodal Transport Bill of Lading PDFJulia TombakОценок пока нет
- Vitiating Factors in ContractsДокумент20 страницVitiating Factors in ContractsDiana Wangamati100% (6)
- Doctrines On Persons and Family RelationsДокумент69 страницDoctrines On Persons and Family RelationsCarla VirtucioОценок пока нет
- Agreement InvestmentДокумент5 страницAgreement InvestmentEricka Kim100% (6)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesОт EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesРейтинг: 5 из 5 звезд5/5 (1)
- The Invisible Rainbow: A History of Electricity and LifeОт EverandThe Invisible Rainbow: A History of Electricity and LifeРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- Chemical Process Safety: Learning from Case HistoriesОт EverandChemical Process Safety: Learning from Case HistoriesРейтинг: 4 из 5 звезд4/5 (14)
- Guidelines for Implementing Process Safety ManagementОт EverandGuidelines for Implementing Process Safety ManagementОценок пока нет
- Incidents That Define Process SafetyОт EverandIncidents That Define Process SafetyОценок пока нет
- Inherently Safer Chemical Processes: A Life Cycle ApproachОт EverandInherently Safer Chemical Processes: A Life Cycle ApproachРейтинг: 5 из 5 звезд5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersОт EverandRules of Thumb for Maintenance and Reliability EngineersРейтинг: 4.5 из 5 звезд4.5/5 (12)
- Radium Girls: Women and Industrial Health Reform, 1910-1935От EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Рейтинг: 4.5 из 5 звезд4.5/5 (4)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationОт EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationОценок пока нет
- Safety Fundamentals and Best Practices in Construction IndustryОт EverandSafety Fundamentals and Best Practices in Construction IndustryОценок пока нет
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisОт EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsОт EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsРейтинг: 4 из 5 звезд4/5 (11)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeОт EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeОценок пока нет
- Guidelines for Auditing Process Safety Management SystemsОт EverandGuidelines for Auditing Process Safety Management SystemsОценок пока нет
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionОт Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotОценок пока нет
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaОт EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaОценок пока нет
- A Complete Guide to Safety Officer Interview Questions and AnswersОт EverandA Complete Guide to Safety Officer Interview Questions and AnswersРейтинг: 4 из 5 звезд4/5 (1)
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeОт EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeОценок пока нет
- Safety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849От EverandSafety Critical Systems Handbook: A Straight forward Guide to Functional Safety, IEC 61508 (2010 EDITION) and Related Standards, Including Process IEC 61511 and Machinery IEC 62061 and ISO 13849Рейтинг: 4 из 5 звезд4/5 (5)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EОт EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EРейтинг: 3 из 5 звезд3/5 (6)
- One Health: Integrated Approach to 21st Century Challenges to HealthОт EverandOne Health: Integrated Approach to 21st Century Challenges to HealthJoana C. PrataОценок пока нет
- Fire Protection Engineering in Building DesignОт EverandFire Protection Engineering in Building DesignРейтинг: 4.5 из 5 звезд4.5/5 (5)