Вам также может понравиться
- Haldia Institute of Technology: Name: Shubham Pandey Class Roll No: 17/CHE/023 University Roll No: 10300617023Документ7 страницHaldia Institute of Technology: Name: Shubham Pandey Class Roll No: 17/CHE/023 University Roll No: 10300617023Roshan Kumar LohaniОценок пока нет
- 09 - Gas Absorber DesidnДокумент19 страниц09 - Gas Absorber DesidnNoman AslamОценок пока нет
- Distillation Column Tray SelectionДокумент21 страницаDistillation Column Tray SelectionAlberto AbrajanОценок пока нет
- Distillation Column Tray Selection & SizingДокумент20 страницDistillation Column Tray Selection & SizingMOHANRAJ.GОценок пока нет
- Ä ATK IntroductionДокумент6 страницÄ ATK IntroductionTrọng KhảiОценок пока нет
- Distillation Column and ApplicationДокумент59 страницDistillation Column and ApplicationMahmoud HagagОценок пока нет
- Distillation Tower InternalsДокумент122 страницыDistillation Tower InternalsMurtada MqqОценок пока нет
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesДокумент18 страницDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesOmesh Borole100% (1)
- Types and Design of Tower TraysДокумент11 страницTypes and Design of Tower TraysHeet PatelОценок пока нет
- College of Engineering: Course Topic: Trays and Packings Used in Distillation and Gas Course ActivityДокумент18 страницCollege of Engineering: Course Topic: Trays and Packings Used in Distillation and Gas Course Activitychristian pasicolanОценок пока нет
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantДокумент154 страницыAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliОценок пока нет
- Mass Transfer Operation BasicsДокумент37 страницMass Transfer Operation BasicspavijayaОценок пока нет
- Distillation ColumnДокумент18 страницDistillation Columnㄱ먀ㅜОценок пока нет
- Effectively Remove DropletsДокумент1 страницаEffectively Remove Dropletsfawmer61Оценок пока нет
- Distillation Column Tray HydraulicsДокумент29 страницDistillation Column Tray HydraulicsSubhasish Mitra100% (7)
- Types & Design of Tower TraysДокумент10 страницTypes & Design of Tower TraysAlberto AbrajanОценок пока нет
- Distillation ColumnДокумент59 страницDistillation Columnfurqankausarhaider100% (5)
- Distillation TowwerДокумент154 страницыDistillation TowwerAmmar HashimОценок пока нет
- Trays in RefineryДокумент22 страницыTrays in RefineryHammad HashmiОценок пока нет
- Jan11 GSO PDFДокумент10 страницJan11 GSO PDFChakravarthy BharathОценок пока нет
- Column Internals ExplainedДокумент9 страницColumn Internals ExplainedFranklin Santiago Suclla PodestaОценок пока нет
- Good Practices in Tray DesignДокумент7 страницGood Practices in Tray Designmehul10941100% (2)
- PDF 1 .Deskripsi-Tray-ColumnДокумент13 страницPDF 1 .Deskripsi-Tray-ColumnSalsabila Ainun NisaОценок пока нет
- Distillation Column Tray Selection & Sizing - 1 - Separation Technologies PDFДокумент22 страницыDistillation Column Tray Selection & Sizing - 1 - Separation Technologies PDFmehul10941100% (1)
- Mass Transfer Ass 2 BakhtawarДокумент7 страницMass Transfer Ass 2 BakhtawarHasieb Alam KhanОценок пока нет
- INTRA Process EquipmentДокумент24 страницыINTRA Process EquipmentMón Quà Vô GiáОценок пока нет
- Tray DevicesДокумент11 страницTray DevicesCelestine OzokechiОценок пока нет
- Valve TrayДокумент3 страницыValve TrayfurqonmaОценок пока нет
- CE 480 - Absorption - 01Документ30 страницCE 480 - Absorption - 01BethelОценок пока нет
- Plate Contractor Design FundamentalsДокумент21 страницаPlate Contractor Design FundamentalsMiraj savaniОценок пока нет
- An Introduction: Factors Affecting Distillation Column OperationДокумент3 страницыAn Introduction: Factors Affecting Distillation Column OperationEngr Ghulam SarwarОценок пока нет
- What Is Meant by Vapor and Liquid LoadingДокумент5 страницWhat Is Meant by Vapor and Liquid LoadingSushant PaiОценок пока нет
- Packed TowersДокумент44 страницыPacked Towersnawazkhan98482Оценок пока нет
- Distillation: Introduction To Tray ColumnДокумент19 страницDistillation: Introduction To Tray ColumnSusanth SunilОценок пока нет
- Inertization and Fire SafetyДокумент19 страницInertization and Fire SafetysaikumarОценок пока нет
- Brown Stock Washing Lavagem Da Polpa de CeluloseДокумент44 страницыBrown Stock Washing Lavagem Da Polpa de CeluloseRockhy SyahrialОценок пока нет
- TraysДокумент19 страницTraysShaukat AliОценок пока нет
- Gas Absorption Theory and Equipment SelectionДокумент15 страницGas Absorption Theory and Equipment SelectionAndreea IoanaОценок пока нет
- SEO-Optimized Title for Distillation Column DocumentДокумент7 страницSEO-Optimized Title for Distillation Column DocumentTouhidBinAnwarОценок пока нет
- Trays and Packings Used in Distillation and Gas AbsorptionДокумент12 страницTrays and Packings Used in Distillation and Gas AbsorptionRhea MambaОценок пока нет
- Column Internals - REV2Документ39 страницColumn Internals - REV2hasansm farabipcОценок пока нет
- Choosing Trays and Packings For Distillation: Back To BasicsДокумент7 страницChoosing Trays and Packings For Distillation: Back To Basicsmsn1981Оценок пока нет
- 8 - Packed Tower Design-1Документ65 страниц8 - Packed Tower Design-1M.H vafaeiОценок пока нет
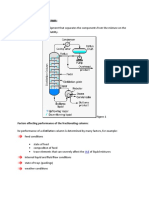
- Factors Effecting Performance of The Fractionating ColumnДокумент4 страницыFactors Effecting Performance of The Fractionating ColumnHasieb Alam KhanОценок пока нет
- BH-Prelims InddДокумент9 страницBH-Prelims Inddkunal chaturvediОценок пока нет
- Tugas Besar Proses SeparasiДокумент20 страницTugas Besar Proses SeparasiRimalianiОценок пока нет
- Column Internals Trays GuideДокумент13 страницColumn Internals Trays GuideHamed HadizadehОценок пока нет
- Sweep StrategyДокумент4 страницыSweep StrategyVarun Sundaram DОценок пока нет
- Column Hydraulics NotesДокумент4 страницыColumn Hydraulics NotessatishchemengОценок пока нет
- Mass Transfer Operations: 4/8/2020 - By: Rohit N Chaudhari (J18IMT640)Документ6 страницMass Transfer Operations: 4/8/2020 - By: Rohit N Chaudhari (J18IMT640)RohitОценок пока нет
- VessleДокумент50 страницVessleNguyễn HưngОценок пока нет
- Distillation ColumnsДокумент12 страницDistillation ColumnsJade RanteОценок пока нет
- Heat Pipe Vapor Chamber Heat Sink Design Guidelines Thermal Live 2016Документ29 страницHeat Pipe Vapor Chamber Heat Sink Design Guidelines Thermal Live 2016svishnuvОценок пока нет
- Mass Transfer Equipments (Tray Towers)Документ26 страницMass Transfer Equipments (Tray Towers)AjaykumarОценок пока нет
- Types of Plate and Their ApplicationДокумент5 страницTypes of Plate and Their ApplicationHuda ShahОценок пока нет
- Sewage Disposal Works: Their Design and ConstructionОт EverandSewage Disposal Works: Their Design and ConstructionОценок пока нет
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Oil and Gas Artificial Fluid Lifting TechniquesОт EverandOil and Gas Artificial Fluid Lifting TechniquesРейтинг: 5 из 5 звезд5/5 (1)
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoОт EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoРейтинг: 4 из 5 звезд4/5 (2)
- Set 1 Problem Solving with Compound Interest CalculationsДокумент37 страницSet 1 Problem Solving with Compound Interest CalculationsSummer Wynn DacwagОценок пока нет
- Table 1Документ5 страницTable 1elha e. maruquinОценок пока нет
- Example 1:: Sensitivity Report 1Документ2 страницыExample 1:: Sensitivity Report 1elha e. maruquinОценок пока нет
- Strength of Materials 2Документ60 страницStrength of Materials 2shekhar_raghav15640% (1)
- Evaporator TheoryДокумент3 страницыEvaporator Theoryelha e. maruquinОценок пока нет
- Role of Supervisor in Safety TRNGДокумент14 страницRole of Supervisor in Safety TRNGKentDemeterioОценок пока нет
- Hazard Risk IdentificationДокумент52 страницыHazard Risk Identificationelha e. maruquinОценок пока нет
- Dependent Motion: Analysis of Two ParticlesДокумент8 страницDependent Motion: Analysis of Two Particleselha e. maruquinОценок пока нет
- Job Hazard Analysis PDFДокумент63 страницыJob Hazard Analysis PDFroldskiОценок пока нет
- Substrate (CS) Vo Vi 1/Cs 1/vo 1/viДокумент3 страницыSubstrate (CS) Vo Vi 1/Cs 1/vo 1/vielha e. maruquinОценок пока нет
- Hazard Risk IdentificationДокумент52 страницыHazard Risk Identificationelha e. maruquinОценок пока нет
- Farm and GardenДокумент1 страницаFarm and Gardenelha e. maruquinОценок пока нет
- Env Engg Lab Manual PDFДокумент60 страницEnv Engg Lab Manual PDFelha e. maruquinОценок пока нет
- Experiment 4 Determination of Total SolidsДокумент6 страницExperiment 4 Determination of Total Solidselha e. maruquinОценок пока нет
- Excel BasedДокумент24 страницыExcel Basedelha e. maruquinОценок пока нет
- Batch DistillationДокумент12 страницBatch Distillationelha e. maruquinОценок пока нет
- Elha E. MaruquinДокумент3 страницыElha E. Maruquinelha e. maruquinОценок пока нет
- Understanding FRP BoomsДокумент4 страницыUnderstanding FRP BoomsFernandoОценок пока нет
- Paper ChromatographyДокумент27 страницPaper ChromatographyjayОценок пока нет
- Karthika Dass - From Somewhere Out ThereДокумент154 страницыKarthika Dass - From Somewhere Out ThereAdina Elena Aruștei100% (1)
- CLMD4A Science8Документ39 страницCLMD4A Science8GreyОценок пока нет
- FIN330 Analysis 3Документ5 страницFIN330 Analysis 3Jylle AmigoОценок пока нет
- Classification of The MeansДокумент5 страницClassification of The Meanserichamilt0n100% (2)
- PTC Slides 1Документ36 страницPTC Slides 1Argo LuusОценок пока нет
- The Thermal Expansion of The Fireclay BricksДокумент38 страницThe Thermal Expansion of The Fireclay BricksanuarsgОценок пока нет
- Heating With Coils and JacketsДокумент14 страницHeating With Coils and Jacketsibal_machine100% (1)
- Micro Diaphragm Gas Sampling Pumps: Operating and Installation InstructionsДокумент12 страницMicro Diaphragm Gas Sampling Pumps: Operating and Installation Instructionssunilsheelavant100% (1)
- Lec-02 (A) Computer GraphicsДокумент27 страницLec-02 (A) Computer GraphicsPranil NandeshwarОценок пока нет
- Physics Notes On Elementary ParticlesДокумент0 страницPhysics Notes On Elementary Particleswww.bhawesh.com.npОценок пока нет
- ME304 HOMEWORK 3Документ3 страницыME304 HOMEWORK 3Steve KrodaОценок пока нет
- Current Mode Pi ControllerДокумент19 страницCurrent Mode Pi ControllersunitaОценок пока нет
- Trapezoidal Rule and Simpson's RuleДокумент5 страницTrapezoidal Rule and Simpson's RuleSai VandanaОценок пока нет
- CE - MECH - 2 DYNAMIC OF RIGID BODIES (2nd Semester S.Y. 2020-2021)Документ5 страницCE - MECH - 2 DYNAMIC OF RIGID BODIES (2nd Semester S.Y. 2020-2021)Lyra GurimbaoОценок пока нет
- FMДокумент4 страницыFMvishalОценок пока нет
- HBS86 Hybrid Servo Drive DatasheetДокумент7 страницHBS86 Hybrid Servo Drive DatasheetDipu RudaniОценок пока нет
- Prepared By: Ms. Ethel D. Nabor, LPTДокумент29 страницPrepared By: Ms. Ethel D. Nabor, LPTJohn Ralf T. TorrejosОценок пока нет
- Liquid Retaining Reinforced Concrete Section To BS 8007& BS 8110Документ15 страницLiquid Retaining Reinforced Concrete Section To BS 8007& BS 8110tttmm100% (1)
- ASTM C1259-15 - Vibration - Dynamic Young's Modulus, Shear Modulus, and Poisson's ModulusДокумент19 страницASTM C1259-15 - Vibration - Dynamic Young's Modulus, Shear Modulus, and Poisson's ModulusMehdi GouaderОценок пока нет
- Extraction in Chemical Technology PrincipleДокумент24 страницыExtraction in Chemical Technology PrincipleFatima ZaharaОценок пока нет
- Gas Laws Homework IIДокумент4 страницыGas Laws Homework IIchpwalker100% (2)
- BSC Physics Iind SemДокумент4 страницыBSC Physics Iind SemDavid JonesОценок пока нет
- Ion Exchange ChromatographyДокумент3 страницыIon Exchange ChromatographysherfudeenОценок пока нет
- Lm331 AppnoteДокумент8 страницLm331 AppnoteEward KenОценок пока нет
- 4 Buckle TriggersДокумент28 страниц4 Buckle TriggersNguyen Hoai Phuong100% (1)
- MTU 4R0120 DS125: Diesel Generator SetДокумент4 страницыMTU 4R0120 DS125: Diesel Generator Setsaneesh81Оценок пока нет
- Structural Analysis & Design QuizДокумент5 страницStructural Analysis & Design QuizBongA.SalinasОценок пока нет
- Civco Solutionsguide For Web - 2016 PDFДокумент94 страницыCivco Solutionsguide For Web - 2016 PDFAri Surya MiharjaОценок пока нет