Вам также может понравиться
- Laboratorio de Moldeo y Colada 2020 I MC 214 BДокумент6 страницLaboratorio de Moldeo y Colada 2020 I MC 214 BjesusОценок пока нет
- Trabajo FundiciónДокумент30 страницTrabajo FundiciónStoneОценок пока нет
- Vaciado y alimentación de colada optimizadosДокумент20 страницVaciado y alimentación de colada optimizadosRicardo Deossa100% (1)
- Soporte de AluminioДокумент41 страницаSoporte de AluminioedyОценок пока нет
- Moldeo y Colada (Separata)Документ2 страницыMoldeo y Colada (Separata)Ricardo SalasОценок пока нет
- Inf Proc 2 - Moldeo y ColadaДокумент26 страницInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFОценок пока нет
- Viscosidad Informe PresentarДокумент6 страницViscosidad Informe PresentarLuis M GuerreroОценок пока нет
- Tecno2 TP N°1Документ30 страницTecno2 TP N°1Marcel CastellanosОценок пока нет
- Biela de MotocicletaTrabajo EscritoДокумент28 страницBiela de MotocicletaTrabajo Escritomaria quinteroОценок пока нет
- Informe FundicionДокумент8 страницInforme FundicionmanoloОценок пока нет
- Procesos de Manufactura Lab 3Документ19 страницProcesos de Manufactura Lab 3Erick Sánchez CáceresОценок пока нет
- Laboratorio No 8 SUPERFICIESДокумент10 страницLaboratorio No 8 SUPERFICIESMaria de los Ángeles Huaman HuayhuaОценок пока нет
- Evaluacion Arena de FormacionДокумент4 страницыEvaluacion Arena de Formacionkmf serviceОценок пока нет
- Fundiciones Procesos de ManufacturaДокумент30 страницFundiciones Procesos de Manufacturaand1pr0Оценок пока нет
- Lab 11 - Compactacion de Probetas MarshallДокумент8 страницLab 11 - Compactacion de Probetas MarshallAbiezerGonzalesMedinaОценок пока нет
- 1 Expo Soli FinalДокумент18 страниц1 Expo Soli FinalBenjamín Vitón TapiaОценок пока нет
- Angulos para Talud PeruminДокумент17 страницAngulos para Talud PeruminCardenas YhorОценок пока нет
- Analisis de ArenasДокумент15 страницAnalisis de ArenasJhosep Yamil Cerna CastroОценок пока нет
- Moldeo de aluminio en arena verdeДокумент14 страницMoldeo de aluminio en arena verdeAdrianaОценок пока нет
- Actividad 2 30%Документ16 страницActividad 2 30%Carlos C.Оценок пока нет
- Informe de Laboratorio de Fundición-Moldeo y ColadaДокумент20 страницInforme de Laboratorio de Fundición-Moldeo y ColadaErik AlvarezОценок пока нет
- Procesos de Manufactura Informe Practica #2Документ6 страницProcesos de Manufactura Informe Practica #2Mabel Manrique CardenasОценок пока нет
- Experiment oДокумент4 страницыExperiment onorbeyОценок пока нет
- Solidificación Plomo-EstañoДокумент19 страницSolidificación Plomo-EstañoHarold Coila ChacónОценок пока нет
- Fundiciones Sergio Zabala PDFДокумент21 страницаFundiciones Sergio Zabala PDFsergio andres zabala suarezОценок пока нет
- Memoria de Cálculo Mod. W - EmpernadoДокумент29 страницMemoria de Cálculo Mod. W - EmpernadoJose Mayner GarciaОценок пока нет
- Trucaje de BielaДокумент4 страницыTrucaje de BielaJhon Flores100% (1)
- Procesos II Examen Parcial 2012-AДокумент10 страницProcesos II Examen Parcial 2012-AJorge Q. CabreraОценок пока нет
- Presentacion Final Ingenieria de MetodosДокумент32 страницыPresentacion Final Ingenieria de MetodosMaro TfmОценок пока нет
- Diseño mezcla asfálticaДокумент88 страницDiseño mezcla asfálticaCesar Cosinga100% (1)
- Resistencia de Mezclas Bituminosas Empleando El Metodo MarshallДокумент15 страницResistencia de Mezclas Bituminosas Empleando El Metodo MarshalllauraОценок пока нет
- Fundicion Clases 2013 - 12 RiserДокумент73 страницыFundicion Clases 2013 - 12 Risertaccama100% (2)
- Trabajo Tecnologia de Fabricacion MecanicaДокумент33 страницыTrabajo Tecnologia de Fabricacion MecanicaIrvin Aviador HerreroОценок пока нет
- REPORTE 2 Práctica de FundiciónДокумент13 страницREPORTE 2 Práctica de FundiciónBryan Hernandez AlvaradoОценок пока нет
- Proced I Mien ToДокумент9 страницProced I Mien Toelkingoyeneche2Оценок пока нет
- Informe Manilla en Aluminio - FundicionДокумент8 страницInforme Manilla en Aluminio - FundicionErick AlvarezОценок пока нет
- Determinación del Work Index con molino de BondДокумент15 страницDeterminación del Work Index con molino de Bondjuancito bonitoОценок пока нет
- Guia Maquina de Los AngelesДокумент5 страницGuia Maquina de Los AngelesLiz BethОценок пока нет
- Diseño de pieza por fundiciónДокумент41 страницаDiseño de pieza por fundiciónStoneОценок пока нет
- Labortatorio GranulometriaДокумент10 страницLabortatorio GranulometriaFelipe Garcia FloridoОценок пока нет
- Práctica 6 - Lab Materiales de Construcción - Elias GarridoДокумент11 страницPráctica 6 - Lab Materiales de Construcción - Elias GarridoElías GarridoОценок пока нет
- TOH - 4rta. Evaluac-2021-0Документ9 страницTOH - 4rta. Evaluac-2021-0CARLOS ALEJANDRO CABALLA OLIVARESОценок пока нет
- Fabricación de inyector de combustible Delphi Rochester 750cc 72lbДокумент4 страницыFabricación de inyector de combustible Delphi Rochester 750cc 72lbMaro TfmОценок пока нет
- PistónДокумент29 страницPistónROSA MARIANOОценок пока нет
- Cuestionario Moldeo y Colada MurdockДокумент8 страницCuestionario Moldeo y Colada MurdockDiego Rey TapiaОценок пока нет
- CBR-EnsayoДокумент10 страницCBR-EnsayoAdolfo QMОценок пока нет
- Solid Cast EspañolДокумент46 страницSolid Cast EspañolmachemimpОценок пока нет
- Problemas y Ejercicios #05Документ3 страницыProblemas y Ejercicios #05Esika NicasioОценок пока нет
- Trabajo de Fusión (Procedimiento o Técnicas - Luis Anthony Salas Arista)Документ5 страницTrabajo de Fusión (Procedimiento o Técnicas - Luis Anthony Salas Arista)LUIS ANTHONY SALAS ARISTAОценок пока нет
- HachaДокумент31 страницаHachaadrian chavОценок пока нет
- Proyecto FundiciónДокумент38 страницProyecto FundiciónRoman Aquilino Nguema NchamaОценок пока нет
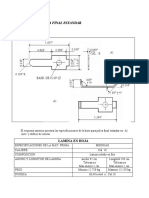
- Base para Polea Final Estandar: Lamina en HojaДокумент4 страницыBase para Polea Final Estandar: Lamina en HojaDavid Yael Vazquez TrinidadОценок пока нет
- Proyecto de FundiciónДокумент16 страницProyecto de FundiciónErik AlvarezОценок пока нет
- Diseño de válvula de bola de aluminio para proceso de fundiciónДокумент11 страницDiseño de válvula de bola de aluminio para proceso de fundiciónAlvaro RamosОценок пока нет
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- Apomazado y pulido de piedra natural. IEXD0108От EverandApomazado y pulido de piedra natural. IEXD0108Оценок пока нет
- MONOGRAFIA CAP 4 Parte 1Документ2 страницыMONOGRAFIA CAP 4 Parte 1Anthony PardavéОценок пока нет
- MONOGRAFIA CAP 4 Parte 1Документ2 страницыMONOGRAFIA CAP 4 Parte 1Anthony PardavéОценок пока нет
- Informe de PrácticasДокумент3 страницыInforme de PrácticasAnthony PardavéОценок пока нет
- INTROДокумент1 страницаINTROAnthony PardavéОценок пока нет
- Ofw FcawДокумент9 страницOfw FcawAnthony PardavéОценок пока нет
- Informe de PrácticaДокумент2 страницыInforme de PrácticaAnthony PardavéОценок пока нет
- COMPRESORДокумент1 страницаCOMPRESORAnthony PardavéОценок пока нет
- Selección de RodamientoДокумент2 страницыSelección de RodamientoAnthony PardavéОценок пока нет
- Expo Mantto ModificadoДокумент6 страницExpo Mantto ModificadoAnthony PardavéОценок пока нет
- Sistema ED PDFДокумент57 страницSistema ED PDFAnthony PardavéОценок пока нет
- INTROДокумент1 страницаINTROAnthony PardavéОценок пока нет
- Tercera práctica calificada de cálculo de elementos de máquina II, 2018-111 de la UNIДокумент2 страницыTercera práctica calificada de cálculo de elementos de máquina II, 2018-111 de la UNIAnthony PardavéОценок пока нет
- Examen Sustitutorio: Universidad Nacional de Ingeniería Facultad de Ingeniería Mecánica 2018-2Документ1 страницаExamen Sustitutorio: Universidad Nacional de Ingeniería Facultad de Ingeniería Mecánica 2018-2Anthony PardavéОценок пока нет
- LuqueДокумент8 страницLuqueAnthony PardavéОценок пока нет
- Dado El Siguiente Circuito PDFДокумент3 страницыDado El Siguiente Circuito PDFAnthony PardavéОценок пока нет
- Universidad Nacional de Ingeniería Facultad de Ingeniería Mecánica Departamento Académico de Ciencias de IngenieríaДокумент4 страницыUniversidad Nacional de Ingeniería Facultad de Ingeniería Mecánica Departamento Académico de Ciencias de IngenieríaAnthony PardavéОценок пока нет
- MC586 A Ef 20183TДокумент2 страницыMC586 A Ef 20183TAnthony PardavéОценок пока нет
- Capitulo 4Документ11 страницCapitulo 4Anthony PardavéОценок пока нет
- MC586 A Ef 20183TДокумент2 страницыMC586 A Ef 20183TAnthony PardavéОценок пока нет
- Examen Parcial 10-HoverДокумент1 страницаExamen Parcial 10-HoverAnthony PardavéОценок пока нет
- MC586 A Ef 20182TДокумент1 страницаMC586 A Ef 20182TAnthony PardavéОценок пока нет
- Universidad Nacional de Ingeniería T Facultad de Ingeniería Mecánica 2017-2Документ1 страницаUniversidad Nacional de Ingeniería T Facultad de Ingeniería Mecánica 2017-2Anthony PardavéОценок пока нет
- Dado El Siguiente CircuitoДокумент9 страницDado El Siguiente CircuitoAnthony PardavéОценок пока нет
- Calculo de ElementosДокумент1 страницаCalculo de ElementosAnthony PardavéОценок пока нет
- ProbДокумент3 страницыProbAnthony PardavéОценок пока нет
- Realidad NacionalДокумент1 страницаRealidad NacionalAnthony PardavéОценок пока нет
- Segunda PracticaДокумент8 страницSegunda Practicajheysson alexanderОценок пока нет
- Guia de Horarios2018-1 PDFДокумент9 страницGuia de Horarios2018-1 PDFAnthony PardavéОценок пока нет
- ENSAYOS DE ARENA.2016-2 214docДокумент5 страницENSAYOS DE ARENA.2016-2 214docDayans XavierОценок пока нет
- Optimización Del Mantenimiento Preventivo - IPEMAN 2004Документ13 страницOptimización Del Mantenimiento Preventivo - IPEMAN 2004Oliverio García PalenciaОценок пока нет
- Rubrica de Evaluacion Competencia DiseñaДокумент3 страницыRubrica de Evaluacion Competencia Diseñasteve100% (3)
- Problemas Flujo Fluidos Ing Agroindustrial IДокумент3 страницыProblemas Flujo Fluidos Ing Agroindustrial IAron Chinguel NeyraОценок пока нет
- UNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedДокумент42 страницыUNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedNICOLE GISELA MORALES ZAMBRANA0% (1)
- INNOVACIÓN ESTRATÉGICA DE COSTOS EN SOCIEDAD MINERA EL BROCAL (William Escudero, Simón Tabory)Документ12 страницINNOVACIÓN ESTRATÉGICA DE COSTOS EN SOCIEDAD MINERA EL BROCAL (William Escudero, Simón Tabory)MINEXPONОценок пока нет
- Tipos de ReactivosДокумент83 страницыTipos de ReactivosGrupos Ntic UnisonОценок пока нет
- Acreditación Internacional. Dimensiones de AnálisisДокумент8 страницAcreditación Internacional. Dimensiones de AnálisisConsuelo María Navarro EsquivelОценок пока нет
- Cálculo potencia motor carga giratoriaДокумент8 страницCálculo potencia motor carga giratoriaRoimer SolorzanoОценок пока нет
- C.V. Rosa Baca SabaДокумент3 страницыC.V. Rosa Baca SabaRosita Miriam Baca SabaОценок пока нет
- Tarea 2 Unidad I - Búsqueda de Información.Документ11 страницTarea 2 Unidad I - Búsqueda de Información.Odaly Abad VillalobosОценок пока нет
- Remate FiatДокумент5 страницRemate FiatDeisy SandovalОценок пока нет
- SGCДокумент24 страницыSGChelberОценок пока нет
- Tipos de CompresoresДокумент11 страницTipos de CompresoresDaniela Bustos100% (1)
- Hojas de CálculoДокумент5 страницHojas de CálculohernandeznachoОценок пока нет
- Cámaras Termográficas FLIR T620 y T640: Características ComunesДокумент2 страницыCámaras Termográficas FLIR T620 y T640: Características ComunesJorge LezanaОценок пока нет
- Ada 4 #Equipo1Документ9 страницAda 4 #Equipo1frida garridoОценок пока нет
- Informe Sara ChavezДокумент31 страницаInforme Sara ChavezHARDYY BRIAN MÁLAGA BUSTINZAОценок пока нет
- CONFIGURACIÓN DE GRBL V0.9docxДокумент11 страницCONFIGURACIÓN DE GRBL V0.9docxLuciano Espinosa100% (1)
- Unidad de Aprendizaje - Abril 2019Документ11 страницUnidad de Aprendizaje - Abril 2019Luis HernandezОценок пока нет
- Hidrologia EstocasticaДокумент10 страницHidrologia EstocasticaJonathan Rojas100% (1)
- Espectro Ensanchado Por Salto de Frecuencia - Wikipedia, La Enciclopedia LibreДокумент4 страницыEspectro Ensanchado Por Salto de Frecuencia - Wikipedia, La Enciclopedia Libreinnaby navedaОценок пока нет
- Fibra OpticaДокумент34 страницыFibra OpticaJose Alfredo Mendoza RodriguezОценок пока нет
- Pia Dai5501Документ8 страницPia Dai5501MarcelaОценок пока нет
- Energy 240 I Energy 240 Fi Energy 1.240 I: Calderas Murales de Gas de Alto RendimientoДокумент2 страницыEnergy 240 I Energy 240 Fi Energy 1.240 I: Calderas Murales de Gas de Alto RendimientoKemenyes RobertОценок пока нет
- Arturo Solano Pruebas de Rendimiento en LlantasДокумент19 страницArturo Solano Pruebas de Rendimiento en LlantasFroylan Omar Yañez SotoОценок пока нет
- Actividad 3 AutomatizacionДокумент4 страницыActividad 3 Automatizacionsaritapardo200% (1)
- Contenedores y JSF2Документ53 страницыContenedores y JSF2Raul ReyОценок пока нет
- Lista Dahua HDCVI 21102020Документ10 страницLista Dahua HDCVI 21102020Javi CorpОценок пока нет
- Como Desarmar Un Distribuidor Renault 21Документ12 страницComo Desarmar Un Distribuidor Renault 21Gil Antonio Dudamel Sanchez0% (1)
- Balotario Capitulo 4 FinalДокумент5 страницBalotario Capitulo 4 FinalVictor UV VelardeОценок пока нет