Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Regular Maintenance - Mold: Msme Tool Room (Indo German Tool Room) Ahmedabad SubjectДокумент66 страницRegular Maintenance - Mold: Msme Tool Room (Indo German Tool Room) Ahmedabad SubjectazadОценок пока нет
- Course Content For Cnc-Turning/Cnc-Milling ProgrammingДокумент2 страницыCourse Content For Cnc-Turning/Cnc-Milling ProgrammingazadОценок пока нет
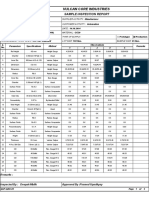
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- Qad-28sample Inspection Report Mach. 74-150Документ2 страницыQad-28sample Inspection Report Mach. 74-150azadОценок пока нет
- Siemens 840D Programming ManualДокумент79 страницSiemens 840D Programming Manual12moorestОценок пока нет
- AAДокумент5 страницAAazadОценок пока нет
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- PGM0609enenUS PDFДокумент215 страницPGM0609enenUS PDFazadОценок пока нет
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- 017 Thread Miss in N RotorДокумент3 страницы017 Thread Miss in N RotorazadОценок пока нет
- Sona Specification Meeting FormatДокумент2 страницыSona Specification Meeting FormatazadОценок пока нет
- 108 - t1, Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)Документ1 страница108 - t1, Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)azadОценок пока нет
- Vulcan Core Industries Drawing-Rev. Slide Chair BER 31911109-2Документ2 страницыVulcan Core Industries Drawing-Rev. Slide Chair BER 31911109-2azadОценок пока нет
- DBM ProfileДокумент1 страницаDBM ProfileazadОценок пока нет
- Excels Keyboard Shortcuts: Menu Equivalent Comments AllДокумент5 страницExcels Keyboard Shortcuts: Menu Equivalent Comments Allazadsingh1Оценок пока нет
- GRV ResumeДокумент3 страницыGRV ResumeazadОценок пока нет
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Документ1 страницаPdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
- Cost/ Crankshaft Calculation On OP 10 (Centre Drilling)Документ16 страницCost/ Crankshaft Calculation On OP 10 (Centre Drilling)azadОценок пока нет
- t0 04.10.2014 - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-11116)Документ1 страницаt0 04.10.2014 - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-11116)azadОценок пока нет
- Scr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)Документ1 страницаScr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)azadОценок пока нет
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Документ1 страницаPdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
- Vulcan Core Industries Pvt. LTD.: Sample Inspection ReportДокумент1 страницаVulcan Core Industries Pvt. LTD.: Sample Inspection ReportazadОценок пока нет
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- 14.10.2014 Lay Out Inspection - Qad-28sample Inspection Report Cover 16mДокумент2 страницы14.10.2014 Lay Out Inspection - Qad-28sample Inspection Report Cover 16mazadОценок пока нет
- Vulcan Core Industries: Sample Inspection CertificateДокумент1 страницаVulcan Core Industries: Sample Inspection CertificateazadОценок пока нет
- Final Inspection - Tata Ace DiscДокумент3 страницыFinal Inspection - Tata Ace DiscazadОценок пока нет
- 108 - t1, 31.08.2015 Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)Документ1 страница108 - t1, 31.08.2015 Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)azadОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Updated Stock of General Store December 2014Документ184 страницыUpdated Stock of General Store December 2014Muhammad Imran HashmiОценок пока нет
- Metric Thread Drill and Tap ChartДокумент10 страницMetric Thread Drill and Tap ChartSidharthaОценок пока нет
- Astm A 384 A384mДокумент3 страницыAstm A 384 A384medwinbadajosОценок пока нет
- Welding SymbolsДокумент9 страницWelding SymbolsChristian GervacioОценок пока нет
- Delhi Govt Jobs NotificationДокумент65 страницDelhi Govt Jobs NotificationApurva ShuklaОценок пока нет
- Cataleg PSCДокумент151 страницаCataleg PSCAntônio Cesar de OliveiraОценок пока нет
- North American Die Casting Association: Membership Directory 2022-2023Документ31 страницаNorth American Die Casting Association: Membership Directory 2022-2023f3rОценок пока нет
- 2.1 Theory of Metal Cutting Q&A For StudentДокумент8 страниц2.1 Theory of Metal Cutting Q&A For Studentnikhilbatham0% (1)
- The IngotДокумент2 страницыThe IngotcdymlkОценок пока нет
- (반출승인) ENG - Lynx XG600 - E12 - 200528 - lowДокумент12 страниц(반출승인) ENG - Lynx XG600 - E12 - 200528 - lowStefan RusliОценок пока нет
- K To 12 Smaw Welding Learning ModuleДокумент139 страницK To 12 Smaw Welding Learning Modulefernando m comedoy jr60% (5)
- Cap. 26 From SB260 - 1.0-2 - TranslatedДокумент43 страницыCap. 26 From SB260 - 1.0-2 - TranslatedGeorge VasileОценок пока нет
- Failure of Jigs & FixtureДокумент27 страницFailure of Jigs & FixtureTooling ganeshОценок пока нет
- Caterpillar Service Welding GuideДокумент77 страницCaterpillar Service Welding GuideGaston Gingarelli100% (1)
- Theory of Metal Cutting Metal Cutting and ProblemsДокумент55 страницTheory of Metal Cutting Metal Cutting and ProblemsJo MarbeОценок пока нет
- List of Some Necessary Iso Standards For Welding WorkДокумент1 страницаList of Some Necessary Iso Standards For Welding Workloboandi100% (1)
- Milling Product Lineup and ApplicationsДокумент187 страницMilling Product Lineup and ApplicationsBharat GajjarОценок пока нет
- Sheet Matel CalculationsДокумент8 страницSheet Matel CalculationsAbhinashОценок пока нет
- FabricationДокумент7 страницFabricationg-ipgp23271000Оценок пока нет
- Worldwide Fastener Standard: Cäiii"" Ärä #Ä I Inä Päi N.i'uДокумент21 страницаWorldwide Fastener Standard: Cäiii"" Ärä #Ä I Inä Päi N.i'uRicardo VitorianoОценок пока нет
- Nail Making Business PlanДокумент11 страницNail Making Business PlanAbdul-Baaki KadriОценок пока нет
- How A Gun Barrel Was MadeДокумент12 страницHow A Gun Barrel Was MadeHerman KarlОценок пока нет
- Usman Liaqat (17MME-S1-313) Shot PeeningДокумент6 страницUsman Liaqat (17MME-S1-313) Shot PeeningUsman GujjarОценок пока нет
- MP GTU Study Material E-Notes Unit-4 21032020023814PMДокумент4 страницыMP GTU Study Material E-Notes Unit-4 21032020023814PMChandresh RanaОценок пока нет
- Aluminium Wheel RepairДокумент26 страницAluminium Wheel RepairAndrew MatsovkinОценок пока нет
- Materials For MoldДокумент52 страницыMaterials For MoldSnowy DoveОценок пока нет
- Sheet Metal Cutting (Shearing)Документ7 страницSheet Metal Cutting (Shearing)Sachin PatelОценок пока нет
- Roland JWX-30 Set UpДокумент62 страницыRoland JWX-30 Set UpDragos Manzateanu0% (1)
- E Mat: Engineering MaterialsДокумент135 страницE Mat: Engineering MaterialsStevenson CacОценок пока нет
- A-18-05867 WID All-Star Catalog 2019 LR PDFДокумент158 страницA-18-05867 WID All-Star Catalog 2019 LR PDFKALLU GuptaОценок пока нет