Вам также может понравиться
- 37507022-WPS-PQR-SS-316 LДокумент5 страниц37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- Tables of Flange PDFДокумент5 страницTables of Flange PDFAngel AngeleyeОценок пока нет
- WPS 360-1 Rev0 PDFДокумент14 страницWPS 360-1 Rev0 PDFAhmed GomaaОценок пока нет
- Piping WPS SMAWДокумент2 страницыPiping WPS SMAWJk KarthikОценок пока нет
- WPS PQR XLSXДокумент4 страницыWPS PQR XLSXMd Sahabul IslamОценок пока нет
- Penstock ManualДокумент159 страницPenstock Manualstudent_bl95% (21)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDДокумент5 страницWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriОценок пока нет
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeДокумент6 страницWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberОценок пока нет
- WPS-ASME-007-1 Rev0Документ1 страницаWPS-ASME-007-1 Rev0Ahmed LepdaОценок пока нет
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- WPS 684 CS 012Документ3 страницыWPS 684 CS 012siva8000100% (1)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Документ3 страницыWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielОценок пока нет
- Wps - Asme Ix - Gtaw - Plat SteДокумент6 страницWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Arl-Al - WPS-001 PDFДокумент2 страницыArl-Al - WPS-001 PDFrajuajiОценок пока нет
- Pressure Relief Valve Engineering HandbookДокумент93 страницыPressure Relief Valve Engineering Handbookakrouti92% (12)
- Welding Procedure Specification FormatДокумент3 страницыWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Piping WpsДокумент37 страницPiping WpsZulfokar FahdawiОценок пока нет
- Wps Magi Tig Exemple PDFДокумент6 страницWps Magi Tig Exemple PDFJaime PatrónОценок пока нет
- Welding Procedure Specification "WPS": O O O OДокумент1 страницаWelding Procedure Specification "WPS": O O O OAli MoosaviОценок пока нет
- NSH-DALM-JERP-WPS-11-P2 Rev.00Документ10 страницNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidОценок пока нет
- AC Induction Motor FundamentalsДокумент24 страницыAC Induction Motor Fundamentalsrohtahir100% (3)
- WPS For Carbon Steel THK 7.11 GTAWДокумент1 страницаWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONДокумент3 страницыWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Wps - Asme Ix - Gtaw - PipaДокумент5 страницWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Документ3 страницыWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- WPS & WPQR (Asme Section IX)Документ7 страницWPS & WPQR (Asme Section IX)Rizaldy PhoenksОценок пока нет
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectДокумент6 страницQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit GhoshОценок пока нет
- For Fillet Weld Joint Project:Production ManifoldДокумент1 страницаFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- According To ASME IX: Welding Procedure Specification (W.P.S)Документ4 страницыAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehОценок пока нет
- Revised PWPS 001Документ2 страницыRevised PWPS 001stdshopОценок пока нет
- Wps - Asme Ix - Gtaw - Plat SteДокумент6 страницWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDДокумент5 страницWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedОценок пока нет
- WPS 316 L PDFДокумент4 страницыWPS 316 L PDFIrinaОценок пока нет
- WPS 7018+70S2Документ8 страницWPS 7018+70S2rajuОценок пока нет
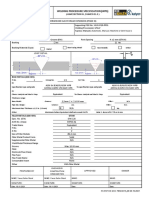
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Документ1 страницаO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviОценок пока нет
- Joints (Qw-402) DetailsДокумент3 страницыJoints (Qw-402) DetailsNaqqash SajidОценок пока нет
- Request For Welding Procedure ApprovalДокумент18 страницRequest For Welding Procedure Approvalecsuperal100% (1)
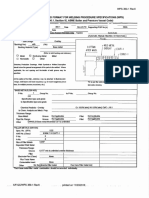
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Документ6 страницMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozОценок пока нет
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKДокумент2 страницыWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaОценок пока нет
- Astm 537 CL.1 WPSДокумент2 страницыAstm 537 CL.1 WPSaudiihussain67% (3)
- Tips Wps FormatДокумент5 страницTips Wps FormatWaqas WaqasОценок пока нет
- PQR Acero Al CarbonoДокумент2 страницыPQR Acero Al CarbonoROBERTO QUESADAОценок пока нет
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Документ2 страницыSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisОценок пока нет
- PWPS CS To SS446-3Документ5 страницPWPS CS To SS446-3BIIS QAQC Babu SivaОценок пока нет
- Pwps-Gtaw FcawДокумент2 страницыPwps-Gtaw FcawAhmed ElsharkawОценок пока нет
- Toaz - Info Welding Procedure Specification Format PRДокумент3 страницыToaz - Info Welding Procedure Specification Format PRKarim ZahranОценок пока нет
- WPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyДокумент10 страницWPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyUripTobingОценок пока нет
- Wps For Carbon Steel THK 7.11 GtawДокумент1 страницаWps For Carbon Steel THK 7.11 GtawAli MoosaviОценок пока нет
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Документ2 страницыTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaОценок пока нет
- WPS Astm - A 53Документ2 страницыWPS Astm - A 53S. K. M. ShujonОценок пока нет
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Документ2 страницыWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaОценок пока нет
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaДокумент5 страницBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaОценок пока нет
- Rep WPS 02Документ2 страницыRep WPS 02shaniraj BirajdarОценок пока нет
- Wps Mig PDF FreeДокумент3 страницыWps Mig PDF Freehanz bermejoОценок пока нет
- WPS 1310Документ2 страницыWPS 1310paulОценок пока нет
- WPS Vessel 1Документ4 страницыWPS Vessel 1Naqqash SajidОценок пока нет
- Wps 18Документ2 страницыWps 18Avishek GuptaОценок пока нет
- (P1) NSC-1020-TR-0102-1.1-WPS-06Документ6 страниц(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaОценок пока нет
- KKJV WPS PP01Документ2 страницыKKJV WPS PP01serbay tuncaОценок пока нет
- 03 WPS CS 1Документ3 страницы03 WPS CS 1mohammadОценок пока нет
- GMCo - WPSДокумент8 страницGMCo - WPSMohamed AtefОценок пока нет
- PWPS Eksperimen Super DuplexДокумент33 страницыPWPS Eksperimen Super Duplexryan.sОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Dam & DesanderДокумент1 страницаDam & DesanderecsuperalОценок пока нет
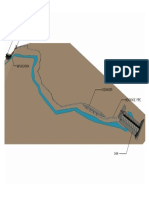
- Hydro Sample Site PlanДокумент1 страницаHydro Sample Site PlanecsuperalОценок пока нет
- Power House 1Документ1 страницаPower House 1ecsuperalОценок пока нет
- Power HouseДокумент1 страницаPower HouseecsuperalОценок пока нет
- Darcy WeisbachДокумент11 страницDarcy WeisbachSudip SardarОценок пока нет
- Env Dao 2000-81Документ105 страницEnv Dao 2000-81Francis Ruther IcaoОценок пока нет
- Carrier Optima (42CSH) - Wall MountedДокумент8 страницCarrier Optima (42CSH) - Wall MountedErwin Maldo50% (2)
- Dao05 10 Cwa IrrДокумент50 страницDao05 10 Cwa IrrecsuperalОценок пока нет
- WellpointДокумент2 страницыWellpointecsuperalОценок пока нет
- Rubber Tires Racking SchemeДокумент22 страницыRubber Tires Racking SchemeecsuperalОценок пока нет
- DAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiДокумент6 страницDAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiPacific SpectrumОценок пока нет
- DAO 90-34 - Revised Water Usage and Classification Water Quality Criteria Amending Section Nos 68 and 69, Chapter III of The 1978 NPCC Rules and RegulationsДокумент11 страницDAO 90-34 - Revised Water Usage and Classification Water Quality Criteria Amending Section Nos 68 and 69, Chapter III of The 1978 NPCC Rules and RegulationsPacific Spectrum100% (4)
- Dao05 10 Cwa IrrДокумент50 страницDao05 10 Cwa IrrecsuperalОценок пока нет
- Ambient Noise Level Std.Документ1 страницаAmbient Noise Level Std.ecsuperalОценок пока нет
- Alstom HP 1103 PerformanceДокумент2 страницыAlstom HP 1103 PerformanceecsuperalОценок пока нет
- Copper Water and Gas Tube According ASTM B 88 - Imperial UnitsДокумент3 страницыCopper Water and Gas Tube According ASTM B 88 - Imperial UnitsecsuperalОценок пока нет
- DAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiДокумент6 страницDAO 2007-22 - Guidelines On The Requirements For Continuous Emission Monitoring Systems (CEMS) and Other Acceptable Protocols, Thereby Modifying and Clarifying Certain ProvisiPacific SpectrumОценок пока нет
- Electrical Test Sheet: Standard For Combined Cycle Power PlantДокумент26 страницElectrical Test Sheet: Standard For Combined Cycle Power PlantecsuperalОценок пока нет
- El STD08Документ34 страницыEl STD08ecsuperalОценок пока нет
- Electrical Test Sheet: Ele/Tss/At 300 X Commissioning E 4Документ18 страницElectrical Test Sheet: Ele/Tss/At 300 X Commissioning E 4ecsuperalОценок пока нет
- Ambient Noise Level Std.Документ1 страницаAmbient Noise Level Std.ecsuperalОценок пока нет
- RSCДокумент3 страницыRSCecsuperalОценок пока нет
- Flange DimensionsДокумент7 страницFlange DimensionsDave DonohueОценок пока нет
- BS4504 PN 16 Flange DimensionsДокумент3 страницыBS4504 PN 16 Flange DimensionsecsuperalОценок пока нет
- Air Preheater BasicsДокумент1 страницаAir Preheater Basics112dharmeshОценок пока нет
- Central Philippine University College of Engineering SECOND SEMESTER S.Y. 2005-2006 Work Term ReportДокумент17 страницCentral Philippine University College of Engineering SECOND SEMESTER S.Y. 2005-2006 Work Term ReportecsuperalОценок пока нет