Академический Документы
Профессиональный Документы
Культура Документы
4 PDF
Загружено:
Tizio TizioОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
4 PDF
Загружено:
Tizio TizioАвторское право:
Доступные форматы
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
NORMA ITALIANA Prove non distruttive dei fucinati di acciaio UNI EN 10228-4
Controllo con ultrasuoni dei fucinati di acciaio inossidabile
austenitico ed austeno-ferritico
OTTOBRE 2000
Non-destructive testing of steel forgings
Ultrasonic testing of austenitic and austenitic-ferritic stainless steel forgings
Acciaio, fucinato, acciaio inossidabile, prova, prova non distruttiva, con-
NORMA EUROPEA
DESCRITTORI
trollo con ultrasuoni, acciaio austenitico, acciaio austeno-ferritico, con-
trollo, stato superficiale, accettabilità, classe di qualità
CLASSIFICAZIONE ICS 77.040.20; 77.140.85
SOMMARIO La norma specifica metodi per il controllo con ultrasuoni manuale o
mediante riflessione di impulsi, di fucinati fabbricati con acciai inossidabili
austenitici ed austeno-ferritici.
RELAZIONI NAZIONALI La presente norma sostituisce, con la parte 3, le UNI 8572-1, UNI 8572-2,
UNI 8572-3 e UNI 8572-4.
RELAZIONI INTERNAZIONALI = EN 10228-4:1999
La presente norma è la versione ufficiale in lingua italiana della norma
europea EN 10228-4 (edizione agosto 1999).
ORGANO COMPETENTE UNSIDER - Ente Italiano di Unificazione Siderurgica
RATIFICA Presidente dell’UNI, delibera del 21 settembre 2000
RICONFERMA
UNI © UNI - Milano 2000
Ente Nazionale Italiano Riproduzione vietata. Tutti i diritti sono riservati. Nessuna parte del presente documento
di Unificazione può essere riprodotta o diffusa con un mezzo qualsiasi, fotocopie, microfilm o altro, senza
Via Battistotti Sassi, 11B il consenso scritto dell’UNI.
20133 Milano, Italia
Gr. 7 Nº di riferimento UNI EN 10228-4:2000 Pagina I di IV
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
PREMESSA NAZIONALE
La presente norma costituisce il recepimento, in lingua italiana, del-
la norma europea EN 10228-4 (edizione agosto 1999), che assume
così lo status di norma nazionale italiana.
La traduzione è stata curata dall’UNI.
L’UNSIDER (Ente Italiano di Unificazione Siderurgica - viale Sarca 336,
20126 Milano), ente federato all’UNI, che segue i lavori europei sull’ar-
gomento, per delega della Commissione Centrale Tecnica, ha approva-
to il progetto europeo il 25 maggio 1999 e la versione in lingua italiana
della norma il 13 marzo 2000.
Per agevolare gli utenti, viene di seguito indicata la corrispondenza
tra le norme citate al punto "Riferimenti normativi" e le norme italia-
ne vigenti:
EN 473 = UNI EN 473
EN 1330-1 = UNI EN 1330-1
Le norme UNI sono revisionate, quando necessario, con la pubblicazione di nuove
edizioni o di aggiornamenti.
È importante pertanto che gli utenti delle stesse si accertino di essere in possesso
dell’ultima edizione e degli eventuali aggiornamenti.
Le norme UNI sono elaborate cercando di tenere conto dei punti di vista di tutte le parti
interessate e di conciliare ogni aspetto conflittuale, per rappresentare il reale stato
dell’arte della materia ed il necessario grado di consenso.
Chiunque ritenesse, a seguito dell’applicazione di questa norma, di poter fornire sug-
gerimenti per un suo miglioramento o per un suo adeguamento ad uno stato dell’arte
in evoluzione è pregato di inviare i propri contributi all’UNI, Ente Nazionale Italiano di
Unificazione, che li terrà in considerazione, per l’eventuale revisione della norma stessa.
UNI EN 10228-4:2000 Pagina II di IV
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
INDICE
PREMESSA 2
1 SCOPO E CAMPO DI APPLICAZIONE 3
2 RIFERIMENTI NORMATIVI 3
3 TERMINI E DEFINIZIONI 4
4 ELEMENTI DA CONCORDARE ALL’ORDINE 4
5 ISTRUZIONI DI PROVA SCRITTE 4
6 QUALIFICAZIONE DEL PERSONALE 5
7 APPARECCHIATURA ED ACCESSORI 5
8 TARATURA E VERIFICHE CORRENTI 6
9 STADIO DEL PROCESSO DI FABBRICAZIONE 6
10 STATO SUPERFICIALE 6
11 SENSIBILITÀ 6
12 SCANSIONE 7
prospetto 1 Classificazione dei fucinati in funzione della loro forma e del relativo processo di
fabbricazione ................................................................................................................................................. 8
prospetto 2 Estensione dell’esplorazione con sonde di uso corrente ................................................................ 9
prospetto 3 Estensione dell’esplorazione con sonde ad onde trasversali ..................................................... 10
13 CLASSIFICAZIONE 10
figura 1 Presentazione di tipo A e modello 1 e rappresentazione dell’inviluppo di echi di
modello 1 ..................................................................................................................................................... 10
figura 2 Presentazione di tipo A e modello 2 e rappresentazione dell’inviluppo di echi di
modello 2 ..................................................................................................................................................... 11
figura 3 Classificazione delle discontinuità ....................................................................................................... 12
14 LIVELLI DI REGISTRAZIONE E CRITERI DI ACCETTAZIONE 12
prospetto 4 Classi di qualità - Criteri di registrazione e di accettazione per sonde di uso corrente ..... 13
prospetto 5 Criteri di registrazione e di accettazione per sonde ad onde trasversali in caso di
impiego del metodo DGS ....................................................................................................................... 13
prospetto 6 Criteri di registrazione e di accettazione per sonde ad onde trasversali in caso di
impiego del metodo DAC ....................................................................................................................... 14
15 VALUTAZIONE DELLE DIMENSIONI 14
16 RESOCONTO DI PROVA 14
APPENDICE A MASSIMA PROFONDITÀ CONTROLLABILE UTILIZZANDO
(informativa) L’ESPLORAZIONE MEDIANTE ONDE TRASVERSALI IN DIREZIONE
CIRCONFERENZIALE 15
figura A.1 Massima profondità controllabile utilizzando l’esplorazione mediante onde trasversali
in direzione circonferenziale ................................................................................................................. 15
prospetto A.1 Valori di profondità massima controllabile utilizzando l’esplorazione mediante onde
trasversali in direzione circonferenziale ............................................................................................ 15
UNI EN 10228-4:2000 Pagina III di IV
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
APPENDICE B AMPIEZZA IN dB DELL’INDICAZIONE, RIFERITA ALLA CURVA DAC
(informativa) (IN %) 16
prospetto B.1 Ampiezza in dB riferita alla curva DAC (in %) ................................................................................. 16
APPENDICE ZA PUNTI DELLA PRESENTE NORMA EUROPEA RIGUARDANTI I
(informativa) REQUISITI ESSENZIALI O ALTRE DISPOSIZIONI DELLE DIRETTIVE UE 17
UNI EN 10228-4:2000 Pagina IV di IV
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
NORMA EUROPEA Prove non distruttive dei fucinati di acciaio EN 10228-4
Controllo con ultrasuoni dei fucinati di acciaio inossidabile
austenitico ed austeno-ferritico
AGOSTO 1999
EUROPEAN STANDARD Non-destructive testing of steel forgings
Ultrasonic testing of austenitic and austenitic-ferritic stainless steel forgings
NORME EUROPÉENNE Essais non destructifs des pièces forgées en acier
Contrôle par ultrasons des pièces forgées en aciers inoxydables austénitiques et
austéno-ferritiques
EUROPÄISCHE NORM Zerstörungsfreie Prüfung von Schmiedestücken aus Stahl
Ultraschallprüfung von Schmiedestücken aus austenitischem und austenitisch-
ferritischem nichtrostendem Stahl
DESCRITTORI
ICS 77.040.20; 77.140.85
La presente norma europea è stata approvata dal CEN il 9 luglio 1999.
I membri del CEN devono attenersi alle Regole Comuni del CEN/CENELEC
che definiscono le modalità secondo le quali deve essere attribuito lo status di
norma nazionale alla norma europea, senza apportarvi modifiche. Gli elenchi
aggiornati ed i riferimenti bibliografici relativi alle norme nazionali corrisponden-
ti possono essere ottenuti tramite richiesta alla Segreteria Centrale oppure ai
membri del CEN.
La presente norma europea esiste in tre versioni ufficiali (inglese, francese e
tedesca). Una traduzione nella lingua nazionale, fatta sotto la propria respon-
sabilità da un membro del CEN e notificata alla Segreteria Centrale, ha il me-
desimo status delle versioni ufficiali.
I membri del CEN sono gli Organismi nazionali di normazione di Austria,
Belgio, Danimarca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda,
Italia, Lussemburgo, Norvegia, Paesi Bassi, Portogallo, Regno Unito,
Repubblica Ceca, Spagna, Svezia e Svizzera.
CEN
COMITATO EUROPEO DI NORMAZIONE
European Committee for Standardization
Comité Européen de Normalisation
Europäisches Komitee für Normung
Segreteria Centrale: rue de Stassart, 36 - B-1050 Bruxelles
© 1999 CEN
Tutti i diritti di riproduzione, in ogni forma, con ogni mezzo e in tutti i Paesi, sono
riservati ai Membri nazionali del CEN.
UNI EN 10228-4:2000 Pagina 1 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
PREMESSA
La presente norma europea è stata elaborata dal Comitato Tecnico ECISS/TC 28 "Prodot-
ti fucinati e stampati a caldo", la cui segreteria è affidata al BSI.
Alla presente norma europea deve essere attribuito lo status di norma nazionale, o median-
te la pubblicazione di un testo identico o mediante notifica di adozione, entro febbraio 2000,
e le norme nazionali in contrasto devono essere ritirate entro febbraio 2000.
La presente norma europea è stata elaborata nell'ambito di un mandato conferito al CEN
dalla Commissione Europea e dall’Associazione Europea del Libero Scambio. La presen-
te norma europea è considerata come una norma di supporto per quelle norme di impiego
e di prodotto che in se stesse costituiscono il supporto per un’esigenza essenziale di si-
curezza di una Direttiva di Nuovo Approccio e che fanno riferimento, per l’aspetto norma-
tivo, alla presente norma europea.
I titoli delle altre parti della presente norma europea sono i seguenti:
Parte 1: Magnetic particle inspection [Controllo magnetoscopico]
Parte 2: Penetrant testing [Controllo con liquidi penetranti]
Parte 3: Ultrasonic testing of ferritic or martensitic steel forgings [Controllo con ultrasuo-
ni dei fucinati di acciaio ferritici o martensitici]
Parte 4: Ultrasonic testing of austenitic and austenitic-ferritic stainless steel forgings
[Controllo con ultrasuoni dei fucinati di acciaio inossidabile austenitico ed au-
steno-ferritico]
In conformità alle Regole Comuni CEN/CENELEC, gli enti nazionali di normazione dei se-
guenti Paesi sono tenuti a recepire la presente norma europea: Austria, Belgio, Danimar-
ca, Finlandia, Francia, Germania, Grecia, Irlanda, Islanda, Italia, Lussemburgo, Norvegia,
Paesi Bassi, Portogallo, Regno Unito, Repubblica Ceca, Spagna, Svezia e Svizzera.
UNI EN 10228-4:2000 Pagina 2 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
1 SCOPO E CAMPO DI APPLICAZIONE
La presente parte della EN 10228 specifica metodi per il controllo con ultrasuoni manuale
o mediante riflessione di impulsi, di fucinati fabbricati con acciai inossidabili austenitici ed
austeno-ferritici. Possono essere utilizzati metodi di scansione meccanizzati, quale il con-
trollo mediante immersione; essi dovrebbero però essere concordati tra il committente ed
il fornitore.
La presente parte della EN 10228 si applica a quattro tipi di fucinati, classificati in base al-
la loro forma ed al processo di produzione. I tipi 1, 2 e 3 riguardano forme sostanzialmente
semplici. Il tipo 4 riguarda forme complesse.
La presente parte della EN 10228 non si applica a:
- barre laminate;
- fucinati prodotti mediante fucinatura a stampo chiuso;
- fucinati per rotori di turbine e per generatori.
Il controllo con ultrasuoni dei fucinati di acciaio ferritico e martensitico è oggetto della par-
te 3 della presente norma europea.
2 RIFERIMENTI NORMATIVI
La presente parte della EN 10228 rimanda, mediante riferimenti datati e non, a disposi-
zioni contenute in altre pubblicazioni. Tali riferimenti normativi sono citati nei punti appro-
priati del testo e vengono di seguito elencati. Per quanto riguarda i riferimenti datati, suc-
cessive modifiche o revisioni apportate a dette pubblicazioni valgono unicamente se intro-
dotte nella presente parte della EN 10228 come aggiornamento o revisione. Per i riferi-
menti non datati vale l'ultima edizione della pubblicazione alla quale si fa riferimento.
EN 473 Qualification and certification of NDT personnel [Qualifica e certi-
ficazione del personale addetto alle prove non distruttive - Principi
generali]
prEN 583-2 Non-destructive testing - Ultrasonic examination - Sensitivity and
range setting [Prove non distruttive - Controllo con ultrasuoni -
Predisposizione della sensibilità e della gamma]
prEN 583-5 Non-destructive testing - Ultrasonic examination - Characterisation
and sizing of discontinuities [Prove non distruttive - Controllo con ul-
trasuoni - Caratterizzazione e determinazione dimensionale delle
discontinuità]
EN 1330-1 Non destructive testing - Terminology - List of general terms [Prove
non distruttive - Terminologia - Lista dei termini generali]
prEN 1330-4 Non destructive testing - Terminology - Terms used in ultrasonic
testing [Prove non distruttive - Terminologia - Termini utilizzati nei
controlli con ultrasuoni]
prEN 12223 Ultrasonic examination - Calibration blocks [Prove non distruttive -
Esame ad ultrasuoni - Specifica per blocco di taratura n°1]
prEN 12668-1 Non-destructive testing - Characterization and verification of ultrasonic
examination equipment - Instruments [Prove non distruttive - Caratte-
rizzazione e verifica delle apparecchiature per esame ad ultrasuoni -
Apparecchi]
prEN 12668-2 Non-destructive testing - Characterization and verification of ultrasonic
examination equipment - Probes [Prove non distruttive - Caratteriz-
zazione e verifica delle apparecchiature per esame ad ultrasuoni -
Sonde]
prEN 12668-3 Non-destructive testing - Characterization and verification of ultrasonic
examination equipment - Combined equipment [Prove non distrutti-
ve - Caratterizzazione e verifica delle apparecchiature per esame
ad ultrasuoni - Apparecchiatura completa]
UNI EN 10228-4:2000 Pagina 3 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
3 TERMINI E DEFINIZIONI
Si applicano le definizioni della EN 1330-1 e del prEN 1330-4.
4 ELEMENTI DA CONCORDARE ALL’ORDINE
I seguenti aspetti riguardanti il controllo con ultrasuoni devono essere concordati tra il
committente ed il fornitore all’atto della richiesta d’offerta e dell’ordine:
a) il(i) volume(i) da sottoporre a prova e l’estensione del controllo necessaria: esplora-
zione mediante reticolatura oppure con copertura al 100% (vedere punto 12);
b) se è necessario un esame della zona prossima alla superficie (vedere 7.2.6);
c) la classe di qualità necessaria, oppure le classi di qualità e le zone alle quali esse si
applicano (vedere punto 14);
d) se sono necessari eventuali estensioni particolari dell’esplorazione ed apparecchiatu-
re o mezzi di accoppiamento particolari in aggiunta a quelli indicati nei punti 7 e 12;
e) la tecnica di esplorazione da utilizzare, se non si adotta il metodo manuale (vedere
punto 1);
f) le tecniche di valutazione dimensionale da utilizzare per le discontinuità estese (vede-
re punto 15);
g) la(le) tecnica(che) da utilizzare per regolare la sensibilità (vedere punto 11);
h) se la prova deve essere effettuata alla presenza del committente o di un suo rappre-
sentante;
i) se istruzioni di prova scritte devono essere sottoposte all’approvazione del commit-
tente (vedere punto 5);
j) se è necessario un esame mediante sonde ad onde trasversali (vedere 11.3);
k) le rimanenti prescrizioni riguardanti il controllo dei fucinati di forma complessa (tipo 4)
(vedere 12.2).
5 ISTRUZIONI DI PROVA SCRITTE
Il controllo mediante ultrasuoni deve essere effettuato in conformità a istruzioni di prova
scritte. Ove specificato nella richiesta d’offerta e nell’ordine, le istruzioni di prova scritte
devono essere sottoposte al committente per approvazione prima del controllo.
Le istruzioni di prova scritte devono essere disponibili in una delle forme seguenti:
- una specifica di prodotto; oppure
- una procedura scritta specificamente redatta per l’applicazione considerata; oppure
- può essere utilizzata la presente parte della EN 10228 qualora sia accompagnata dai
particolari relativi al controllo specifici per l’impiego in questione.
Le istruzioni di prova scritte devono contenere almeno gli elementi seguenti:
a) descrizione del fucinato da sottoporre a controllo;
b) documenti di riferimento;
c) qualificazione e certificazione del personale addetto al controllo;
d) stadio del processo di fabbricazione in corrispondenza del quale è effettuato il controllo;
e) zone superficiali da controllare stabilite, con indicazione delle classi di qualità applicabili;
f) preparazione delle superfici da sottoporre a scansione;
g) mezzo di accoppiamento;
h) descrizione dell’apparecchiatura di prova;
i) taratura e predisposizioni;
j) programma di scansione;
k) descrizione e sequenza delle operazioni di prova;
l) livelli di registrazione;
m) caratterizzazione delle discontinuità;
n) criteri di accettazione;
o) resoconto del controllo.
UNI EN 10228-4:2000 Pagina 4 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
6 QUALIFICAZIONE DEL PERSONALE
Il personale deve essere qualificato e certificato in conformità alle prescrizioni della EN 473.
7 APPARECCHIATURA ED ACCESSORI
7.1 Apparecchio di controllo mediante ultrasuoni
L’apparecchio di controllo mediante ultrasuoni deve permettere una visualizzazione di tipo A
e deve essere conforme alle prescrizioni del prEN 12668-1.
7.2 Sonde
7.2.1 Generalità
Le sonde utilizzate per la rilevazione iniziale dei difetti devono essere conformi al prEN 12668-2.
Nei casi in cui siano utilizzate sonde aggiuntive per scopi diversi dalla rilevazione iniziale dei
difetti, non occorre che tali sonde siano conformi a quanto prescritto nel prEN 12668-2.
7.2.2 Controllo delle sonde
Quando necessario, il contorno delle sonde deve essere predisposto in conformità alle
prescrizioni del prEN 583-2.
7.2.3 Frequenza nominale
Le sonde devono avere una frequenza nominale entro la gamma da 0,5 MHz a 6 MHz.
7.2.4 Sonde di uso corrente
Il diametro effettivo del trasduttore deve risultare compreso entro la gamma da 10 mm a 40 mm.
7.2.5 Sonde ad onde trasversali
Gli angoli del fascio ultrasonoro per le sonde ad onde trasversali devono risultare compre-
si entro la gamma da 35° a 70°.
La superficie effettiva del trasduttore deve essere compresa entro la gamma da 20 mm2 a
625 mm2.
7.2.6 Sonde ad emettitori e ricevitori separati
Qualora risulti necessario un controllo della zona prossima alla superficie, devono essere
utilizzate sonde ad emettitore e ricevitore separati.
7.3 Blocchetti di taratura
I blocchetti di taratura devono essere conformi alle prescrizioni del prEN 12223.
7.4 Blocchetti di riferimento
Devono essere utilizzati blocchetti di riferimento quando la sensibilità deve essere stabilita
con il metodo della curva distanza-ampiezza (DAC) e/o quando i difetti devono essere va-
lutati in termini di ampiezza relativa ai riflettori di riferimento con il metodo DAC. Lo stato
superficiale del blocchetto di riferimento deve essere rappresentativo dello stato superfi-
ciale del pezzo da esaminare. Se non altrimenti specificato, il blocchetto di riferimento de-
ve contenere almeno tre riflettori che ricoprano l’intera gamma di profondità in esame.
Il blocchetto di riferimento deve essere approntato a partire da uno degli elementi seguenti:
a) un’appendice del pezzo da esaminare; oppure
b) un pezzo dello stesso materiale e nello stesso stato di trattamento termico del pezzo
da esaminare; oppure
c) un pezzo che presenti caratteristiche acustiche similari al pezzo da esaminare.
I blocchetti di riferimento non devono essere utilizzati per il metodo di determinazione del-
le dimensioni in funzione della distanza e del guadagno (DGS), tranne che per il controllo
dell’accuratezza di un diagramma DGS specifico.
Nota Possono essere utilizzate dimensioni di riflettori differenti da quelle indicate nei prospetti 5 e 6, semprechè la
sensibilità di prova sia corrispondentemente corretta.
UNI EN 10228-4:2000 Pagina 5 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
7.5 Mezzo di accoppiamento
Deve essere utilizzato lo stesso tipo di mezzo di accoppiamento per la taratura, per la pre-
disposizione della sensibilità, per la scansione e per la valutazione dei difetti.
Nota Esempi di mezzi di accoppiamento idonei sono i seguenti: acqua (con o senza inibitori di corrosione o addol-
citori), grasso, olio, glicerina e pasta di acqua e cellulosa.
Dopo l’esame, il mezzo di accoppiamento deve essere asportato nel caso in cui la sua
presenza possa influenzare sfavorevolmente le successive operazioni di lavorazione o di
controllo oppure l’integrità del pezzo in questione.
8 TARATURA E VERIFICHE CORRENTI
Il complesso dell’apparecchiatura (apparecchio di controllo mediante ultrasuoni e sonde)
deve essere tarato e verificato in conformità a quanto prescritto nel prEN 12668-3.
9 STADIO DEL PROCESSO DI FABBRICAZIONE
Il controllo mediante ultrasuoni deve essere effettuato dopo il trattamento termico finale di
qualità oppure in corrispondenza dell’ultimo stadio del processo di fabbricazione in corrispon-
denza del quale possa essere ottenuta la richiesta estensione del controllo con ultrasuoni.
Nota Sia per i fucinati cilindrici che per quelli rettangolari che sono destinati ad essere forati si consiglia di effettuare
il controllo con ultrasuoni prima della foratura.
10 STATO SUPERFICIALE
10.1 Generalità
Le superfici da esaminare devono essere esenti da vernice, scaglia non aderente, residui
secchi del mezzo di accoppiamento, irregolarità superficiali nonchè da altre sostanze
estranee che possano ridurre l’efficacia dell’accoppiamento, ostacolare lo spostamento li-
bero della sonda oppure provocare errori di interpretazione.
10.2 Finitura superficiale in funzione della classe di qualità
Allo stato lavorato di macchina, per il controllo in base alle classi di qualità 1 e 2 deve es-
sere ottenuta una finitura superficiale corrispondente ad una rugosità Ra ≤ 12,5 µm e per
il controllo in base alla classe di qualità 3 deve essere ottenuta una finitura superficiale
corrispondente ad una rugosità Ra ≤ 6,3 µm.
10.3 Stato superficiale grezzo di fucinatura
Qualora i fucinati siano forniti allo stato grezzo di fucinatura essi devono essere conside-
rati accettabili a condizione che possa essere ottenuta la classe di qualità prescritta.
Quando non risulta praticamente possibile effettuare un controllo esauriente sulle super-
fici grezze di fucinatura, devono essere utilizzate la pallinatura, la sabbiatura o la molatura
superficiale per assicurare che possa essere mantenuto l’accoppiamento acustico.
Nota Generalmente risulta applicabile soltanto la classe di qualità 1.
11 SENSIBILITÀ
11.1 Generalità
La sensibilità deve essere sufficiente per assicurare la rilevazione delle più piccole di-
scontinuità prescritte in relazione ai livelli di registrazione (vedere il prospetto 4 nonchè,
dove necessario, i prospetti 5 o 6). Qualora la sensibilità prescritta non possa essere rag-
giunta a motivo della grossezza del grano eccessiva, l’accettazione del fucinato deve es-
sere oggetto di accordo tra il committente ed il fornitore.
UNI EN 10228-4:2000 Pagina 6 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
11.2 Sonde di uso corrente
Per le sonde di uso corrente deve essere utilizzato uno dei metodi seguenti per stabilire la
sensibilità riguardante la scansione:
a) metodo DAC, basato sull’impiego di fori a fondo piatto;
b) metodo DGS.
Il procedimento da utilizzare in ciascun caso deve essere conforme al prEN 583-2.
11.3 Sonde ad onde trasversali [vedere 4 j)]
Per le sonde ad onde trasversali deve essere utilizzato uno dei metodi seguenti per stabi-
lire la sensibilità riguardante la scansione:
a) metodo DAC, ricorrendo a fori di 3 mm di diametro praticati lateralmente;
b) metodo DGS.
Il procedimento da utilizzare in ciascun caso deve essere conforme al prEN 583-2.
Il metodo DAC ed il metodo DGS non devono essere confrontati per le sonde ad onde tra-
sversali.
11.4 Ripetizione del controllo
Qualora sia effettuata una ripetizione del controllo, per stabilire la sensibilità deve essere
impiegato lo stesso metodo (DAC o DGS) che era stato utilizzato per il controllo iniziale.
12 SCANSIONE
12.1 Generalità
La scansione deve essere eseguita utilizzando il metodo manuale di contatto mediante ri-
flessione di onde ultrasonore.
L’estensione minima necessaria per la scansione è determinata dal tipo di fucinato, tenendo
conto di quanto era stato al riguardo specificato all’atto della richiesta d’offerta e dell’ordine:
esplorazione secondo un reticolo oppure esplorazione con copertura del 100%.
Il prospetto 1 prevede una classificazione dei fucinati in quattro tipi a seconda della loro
forma e dei relativi procedimenti di fabbricazione.
L’estensione dell’esplorazione con sonde di uso corrente per i tipi di fucinati 1, 2 e 3 deve
corrispondere a quanto indicato nel prospetto 2.
L’estensione dell’esplorazione con sonde ad onde trasversali per i tipi di fucinati 3a e 3b
che presentano un rapporto tra diametro esterno e diametro interno minore di 1,6:1 deve
corrispondere a quanto indicato nel prospetto 3. La profondità effettiva delle esplorazioni
in senso circonferenziale con onde trasversali è limitata dall’angolo della sonda e dal dia-
metro del fucinato (vedere appendice A).
12.2 Fucinati di forma complessa
Per i fucinati di forma complessa o per parti di fucinati aventi forma complessa (tipo 4),
nonchè per i fucinati di piccolo diametro, l’esame deve comprendere, come minimo, pre-
scrizioni riguardanti gli angoli delle sonde, le direzioni di scansione e l’estensione della
copertura dell’esplorazione (con reticolatura oppure al 100%). Le rimanenti prescrizioni
devono essere oggetto di accordo tra il committente ed il fornitore [vedere 4 k)].
12.3 Estensione dell’esplorazione mediante reticolatura
L’esplorazione mediante reticolatura deve essere effettuata spostando la sonda o le son-
de lungo le linee del reticolo specificate nei prospetti 2 e 3.
Qualora l’esplorazione mediante reticolatura dia luogo a indicazioni da prendere in consi-
derazione, si deve procedere ad un’esplorazione aggiuntiva per determinare l’ampiezza
di tali indicazioni.
UNI EN 10228-4:2000 Pagina 7 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
12.4 Esplorazione con copertura del 100%
L’esplorazione con copertura del 100% deve essere effettuata sulle superfici specificate
nei prospetti 2 e 3. Le passate consecutive della sonda devono risultare sovrapposte di al-
meno il 10% del diametro effettivo della sonda stessa.
12.5 Velocità di scansione
La velocità di scansione manuale non deve essere maggiore di 150 mm/s.
prospetto 1 Classificazione dei fucinati in funzione della loro forma e del relativo processo di fabbricazione
Tipo Forma Processo di fabbricazione
1a1) Pezzi sviluppati in lunghezza, con sezione tonda o Fucinatura diretta
approssimativamente tonda, per esempio barre, aste,
cilindri, alberi, perni, dischi tagliati da barre
1b1) Pezzi sviluppati in lunghezza, con sezione rettango-
lare o approssimativamente rettangolare, per esem-
pio barre, aste, blocchi, profilati tagliati da barre
22) Pezzi di forma piatta, per esempio dischi, piastre, volani Ricalcatura
3a Profilati cavi cilindrici, per esempio bombole, recipienti Fucinatura su mandrino
per gas compressi
3b Profilati cavi cilindrici, per esempio anelli, flange, cerchioni Bigornatura
3c Laminazione circolare
4 Tutti i fucinati o le parti di fucinati aventi forma complessa A discrezione del produttore
1) I fucinati di tipo 1 possono presentare fori di diametro piccolo rispetto alle dimensioni principali.
2) I fucinati di tipo 2 possono eventualmente essere forati (per esempio: dischi per ganasce).
UNI EN 10228-4:2000 Pagina 8 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
prospetto 2 Estensione dell’esplorazione con sonde di uso corrente
Tipo Esplorazione mediante reticolatura1) Esplorazione al 100%1)2)
1 1a Diametro, D, (mm) Linee di Esplorazione al 100% attorno
scansione3) ad almeno 180° della superfi-
cie cilindrica
D ≤ 200 da 2° a 90°
200 < D ≤ 500 da 3° a 60°
500 < D ≤ 1 000 da 4° a 45°
1 000 < D
1b Esplorazione lungo le linee di un reti- Esplorazione al 100% su
colo a maglie quadrate su due superfici due superfici perpendicolari
perpendicolari3)4)
2 Esplorazione lungo le linee di un reti- Esplorazione al 100% attorno
colo a maglie quadrate attorno a 360° ad almeno 180° sulla superfi-
sulla superficie cilindrica e su di una cie cilindrica ed al 100% di
superficie laterale4) una superficie laterale
3 3a Esplorazione lungo le linee di un reti- Esplorazione al 100% attorno
colo a maglie quadrate attorno a 360° a 360° sulla superficie cilin-
sulla superficie cilindrica esterna4) drica esterna
3b e 3c Esplorazione lungo le linee di un reti- Esplorazione al 100% attorno
colo a maglie quadrate attorno a 360° a 360° sulla superficie cilin-
sulla superficie cilindrica esterna e su drica esterna e su di una
di una superficie laterale4) superficie laterale
4 L’estensione dell’esplorazione deve essere specificata nella richiesta d’offerta o nell’ordine.
1) Esplorazioni aggiuntive (per esempio in entrambe le direzioni assiali per il tipo 3a) possono essere effettuate se specifi-
cate nella richiesta d’offerta o nell’ordine.
2) 100% significa che è prevista una sovrapposizione tra passate consecutive della sonda pari ad almeno il 10% del diame-
tro della sonda stessa.
3) Per i tipi 1a o 1b, qualora la presenza di un foro impedisca di raggiungere la superficie opposta, il numero di linee di scan-
sione deve essere raddoppiato in modo simmetrico.
4) La distanza che separa tra di loro le linee del reticolo deve essere pari allo spessore del pezzo, fino ad un massimo di
200 mm.
UNI EN 10228-4:2000 Pagina 9 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
prospetto 3 Estensione dell’esplorazione con sonde ad onde trasversali
Tipo Esplorazione mediante reticolatura1) Esplorazione al 100%1)2)
3 3a Esplorazione in entrambe le direzioni Esplorazione in entrambe le direzioni
lungo 360° delle linee del reticolo cir- circonferenziali lungo il 100% della
conferenziali, la cui distanza l’una superficie cilindrica esterna2)
dall’altra è pari allo spessore radiale
fino ad un massimo di 200 mm
3b
4 L’estensione dell’esplorazione deve essere specificata nella richiesta d’offerta o nell’ordine.
1) Esplorazioni aggiuntive possono essere effettuate se specificate nella richiesta d’offerta o nell’ordine.
2) 100% significa che è prevista una sovrapposizione tra passate consecutive della sonda pari ad almeno il 10% del diame-
tro effettivo della sonda stessa.
13 CLASSIFICAZIONE
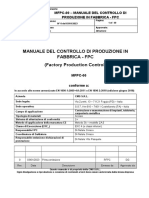
13.1 Classificazione delle indicazioni
Ove praticamente possibile, una classificazione delle indicazioni in base ai rispettivi mo-
delli ecodinamici dell’inviluppo di echi deve essere stabilita mediante scansione in almeno
due direzioni perpendicolari l’una all’altra.
a) Modello 1
Durante il movimento della sonda l’oscilligramma con presentazione di tipo A mostra
una singola indicazione con profilo acuto che aumenta gradualmente in ampiezza fino
ad un massimo e diminuisce quindi gradualmente fino a zero [vedere figura 1 a)].
Questo oscillogramma con presentazione di tipo A, in combinazione con il modello
ecodinamico dell’inviluppo di echi della figura 1 b) ottenuto a partire dai fori praticati
lateralmente utilizzati per tracciare il profilo del fascio, corrisponde a dimensioni di di-
scontinuità minori o uguali alla larghezza del fascio ultrasonoro da - 6 dB.
figura 1 Presentazione di tipo A e modello 1 e rappresentazione dell’inviluppo di echi di modello 1
Legenda
Y Ampiezza
X Posizione della sonda
UNI EN 10228-4:2000 Pagina 10 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
b) Modello 2
Durante il movimento della sonda l’oscillogramma con presentazione di tipo A mostra
una singola indicazione con profilo acuto che aumenta gradualmente in ampiezza fino
ad un massimo e diminuisce quindi gradualmente fino a zero [vedere figura 2 a)].
Questo oscillogramma con presentazione di tipo A, in combinazione con il modello
ecodinamico dell’inviluppo di echi della figura 2 b) ottenuto a partire dai fori praticati
lateralmente utilizzati per tracciare il profilo del fascio, corrisponde a dimensioni di di-
scontinuità maggiori della larghezza del fascio ultrasonoro da - 6 dB.
figura 2 Presentazione di tipo A e modello 2 e rappresentazione dell’inviluppo di echi di modello 2
Legenda
Y Ampiezza
X Posizione della sonda
13.2 Classificazione delle discontinuità
Le discontinuità devono essere classificate in base ai rispettivi modelli ecodinamici dell’in-
viluppo di echi, nel modo seguente:
a) Discontinuità puntiforme
Modello ecodinamico 1 e/o dimensione minore o uguale della larghezza del fascio ul-
trasonoro da - 6 dB [vedere figura 3 a)].
b) Discontinuità estesa
Modello ecodinamico 2 e/o dimensione maggiore della larghezza del fascio ultrasono-
ro da - 6 dB [vedere figura 3 b)].
c) Discontinuità isolate
La distanza d tra i punti corrispondenti ai massimi delle indicazioni relative a disconti-
nuità adiacenti è maggiore di 40 mm [vedere figura 3 c)].
d) Discontinuità raggruppate
La distanza d tra i punti corrispondenti ai massimi delle indicazioni relative a disconti-
nuità adiacenti è minore o uguale a 40 mm [vedere figura 3 d)].
UNI EN 10228-4:2000 Pagina 11 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
figura 3 Classificazione delle discontinuità
Legenda
1 Contorno convenzionale di una discontinuità da - 6 dB
Dp Larghezza del fascio ultrasonoro in corrispondenza della profondità della discontinuità
d Distanza tra due discontinuità
L Lunghezza convenzionale di una discontinuità da - 6 dB
14 LIVELLI DI REGISTRAZIONE E CRITERI DI ACCETTAZIONE
Diverse classi di qualità possono essere applicate per un fucinato o per le parti di un fuci-
nato. La(le) classe(i) di qualità applicabile(i) deve(devono) essere concordata(e) tra il
committente ed il fornitore. Il prospetto 4 espone in dettaglio i livelli di registrazione ed i
criteri di accettazione che devono essere applicati per tre classi di qualità per sonde di uso
corrente. I prospetti 5 e 6 espongono in dettaglio i livelli di registrazione ed i criteri di ac-
cettazione che devono essere applicati per onde trasversali.
UNI EN 10228-4:2000 Pagina 12 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
prospetto 4 Classi di qualità - Criteri di registrazione e di accettazione per sonde di uso corrente1)
Spessore del fucinato Livello di registrazione Criteri di accettazione per
Discontinuità isolate Discontinuità estese
o raggruppate
t deq2) deq2) deq2)
mm mm mm mm
Classe di qualità 1
t ≤ 75 >5 ≤8 ≤5
75 < t ≤ 250 >8 ≤ 11 ≤8
250 < t ≤ 400 > 14 ≤ 19 ≤ 14
t > 400 Indicazione con una riduzione Indicazione con una perdita totale dell’eco di fondo. Si con-
dell’eco di fondo dell’80% sidera una perdita totale dell’eco di fondo quando la sua
ampiezza raggiunge un valore minore del 5% del suo
valore iniziale misurato nei pressi dell’indicazione oppure
minore o uguale al rumore di fondo
Classe di qualità 2
t ≤ 75 >3 ≤5 ≤3
75 < t ≤ 250 >5 ≤8 ≤5
250 < t ≤ 400 >8 ≤ 11 ≤8
400 < t ≤ 600 > 11 ≤ 15 ≤ 11
t > 600 Indicazione con una riduzione Indicazione con una perdita totale dell’eco di fondo. Si con-
dell’eco di fondo dell’80% sidera una perdita totale dell’eco di fondo quando la sua
ampiezza raggiunge un valore minore del 5% del suo
valore iniziale misurato nei pressi dell’indicazione oppure
minore o uguale al rumore di fondo
Classe di qualità 3
t ≤ 75 >2 ≤3 ≤2
75 < t ≤ 250 >3 ≤5 ≤3
250 < t ≤ 400 >5 ≤8 ≤5
400 < t ≤ 600 >8 ≤ 11 ≤8
t > 600 Indicazione con una riduzione Indicazione con una perdita totale dell’eco di fondo. Si con-
dell’eco di fondo dell’80% sidera una perdita totale dell’eco di fondo quando la sua
ampiezza raggiunge un valore minore del 5% del suo
valore iniziale misurato nei pressi dell’indicazione oppure
minore o uguale al rumore di fondo.
1) Il diametro del riflettore non deve essere interpretato come rappresentativo della dimensione della discontinuità che ha
provocato l’eco.
2) deq = Diametro equivalente del foro a fondo piatto.
prospetto 5 Criteri di registrazione e di accettazione per sonde ad onde trasversali in caso di impiego del metodo DGS
Spessore del fucinato Livello di registrazione Criteri di accettazione per
Discontinuità isolate Discontinuità estese
o raggruppate
t deq1) deq1) deq1)
mm mm mm mm
t ≤ 75 >3 ≤5 ≤3
75 < t ≤ 250 >5 ≤8 ≤5
250 < t ≤ 400 2)
>8 ≤ 11 ≤8
1) deq = Diametro equivalente del foro a fondo piatto.
2) Per spessori > 400 mm il controllo deve aver luogo in base a quanto concordato tra il committente ed il fornitore.
UNI EN 10228-4:2000 Pagina 13 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
prospetto 6 Criteri di registrazione e di accettazione per sonde ad onde trasversali in caso di impiego del metodo DAC
Spessore Frequenza nominale Livello Criteri di accettazione per
del fucinato di prova di registrazione
Discontinuità isolate Discontinuità estese
o raggruppate
mm MHz % % %
t ≤ 75 1 30 60 30
2 50 100 50
75 < t ≤ 250 1 50 100 50
2 100 200 100
250 < t ≤ 400 1 100 200 100
2 200 400 200
1) Basati su fori praticati lateralmente di 3 mm di diametro.
2) Deve essere predisposta una curva DAC basata su fori praticati lateralmente di 3 mm di diametro per ogni frequenza di
sonda utilizzata.
3) L’ampiezza dell’indicazione in dB, con riferimento alla curva DAC, è riportata nell’appendice B.
15 VALUTAZIONE DELLE DIMENSIONI
Nei casi in cui è prescritto che sia valutata l’estensione di una discontinuità, devono esse-
re utilizzati uno o più dei metodi seguenti, a seconda di quanto concordato tra il commit-
tente ed il fornitore. Tali metodi devono essere messi in atto in conformità alle prescrizioni
del prEN 583-5.
a) Metodo della localizzazione dell’attenuazione di 6 dB;
b) metodo della localizzazione dell’attenuazione di 20 dB;
c) metodo della localizzazione dell’ampiezza massima del fascio ultrasonoro.
16 RESOCONTO DI PROVA
Ogni controllo deve essere oggetto di un resoconto scritto, il quale deve come minimo
comportare i dati seguenti:
a) nome del fornitore;
b) numero dell’ordine;
c) identificazione del(dei) fucinato(i) in esame;
d) oggetto del controllo: zone superficiali esaminate e classi di qualità applicabili;
e) stadio del processo di fabbricazione in corrispondenza del quale è stato effettuato il
controllo mediante ultrasuoni;
f) stato superficiale;
g) apparecchiatura utilizzata;
h) tecnica(che) utilizzata(e) per regolare la sensibilità:
i) riferimento alla presente norma e, dove pertinente, riferimento alle istruzioni di prova
scritte utilizzate;
j) risultati dell’esame: posizione, classificazione ed ampiezza [espressa in termini di dia-
metro equivalente del foro a fondo piatto (FBH) oppure in percento del diametro del fo-
ro praticato lateralmente (SDH)] di tutte le discontinuità che superano il livello di regi-
strazione appropriato;
k) i particolari riguardanti eventuali restrizioni all’estensione prescritta dell’esplorazione
e, dove pertinente, l’ampiezza della zona prossima alla superficie;
l) la data dell’esame;
m) il nome, la qualifica e la firma dell’addetto al controllo.
UNI EN 10228-4:2000 Pagina 14 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
APPENDICE A MASSIMA PROFONDITÀ CONTROLLABILE UTILIZZANDO L’ESPLORAZIONE
(informativa) MEDIANTE ONDE TRASVERSALI IN DIREZIONE CIRCONFERENZIALE
I valori massimi di profondità controllabile (vedere figura A.1) utilizzando l’esplorazione
mediante onde trasversali in direzione circonferenziale sono indicati nel prospetto A.1, per
diversi valori dell’angolo della sonda e del raggio esterno.
figura A.1 Massima profondità controllabile utilizzando l’esplorazione mediante onde trasversali in direzione
circonferenziale
Legenda
1 Riflettore
D Lunghezza del percorso del fascio ultrasonoro in caso di incidenza ortogonale su di un
riflettore radiale
M Profondità massima controllabile per un particolare angolo di incidenza della sonda e per un
particolare raggio esterno R
X Angolo di incidenza della sonda
R Raggio esterno
prospetto A.1 Valori di profondità massima controllabile utilizzando l’esplorazione mediante onde trasversali in
direzione circonferenziale
Angolo di incidenza della sonda X Profondità massima controllabile, M Lunghezza del percorso
del fascio ultrasonoro, D
70° 0,06R 0,34R
60° 0,13R 0,50R
50° 0,24R 0,64R
45° 0,30R 0,70R
35° 0,42R 0,82R
Nota - I valori di profondità massima controllabile e di lunghezza del percorso del fascio ultrasonoro relativa a tale profondità
sono indicati in funzione del raggio esterno R del fucinato per i riflettori radiali. I valori indicati di lunghezza del per-
corso del fascio ultrasonoro, D, possono in realtà essere raddoppiati.
UNI EN 10228-4:2000 Pagina 15 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
APPENDICE B AMPIEZZA IN dB DELL’INDICAZIONE, RIFERITA ALLA CURVA DAC (IN %)
(informativa)
In alternativa al predisporre una curva DAC che rappresenti una percentuale della curva
DAC relativa ad un foro praticato lateralmente di 3 mm di diametro (DAC 100%), il livello
di registrazione/accettazione prescritto può essere ottenuto costruendo la curva DAC re-
lativa ad un diametro del foro di 3 mm (DAC 100%) e regolando l’ampiezza in base al pro-
spetto B.1.
prospetto B.1 Ampiezza in dB riferita alla curva DAC (in %)
DAC Ampiezza dell’indicazione, riferita alla curva DAC
% dB
25 - 12
30 - 10
50 -6
60 -4
100 0
200 +6
400 + 12
UNI EN 10228-4:2000 Pagina 16 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
APPENDICE ZA PUNTI DELLA PRESENTE NORMA EUROPEA RIGUARDANTI I REQUISITI ESSENZIALI
(informativa) O ALTRE DISPOSIZIONI DELLE DIRETTIVE UE
La presente norma europea è stata elaborata nell’ambito di un mandato conferito al
CEN dalla Commissione Europea ed è di supporto ai requisiti essenziali della Direttiva UE
97/23/CE.
AVVERTENZA: Altri requisiti e altre Direttive UE possono essere applicabili al(ai) prodot-
to(i) che rientra(rientrano) nello scopo e campo di applicazione della presente norma eu-
ropea.
I punti della presente norma europea supportano i requisiti della sezione 4 dell’allegato 1
"Requisiti essenziali di sicurezza" della Direttiva Apparecchi a Pressione 97/23/CE.
La conformità alla presente norma europea costituisce un mezzo per soddisfare i requisiti
essenziali specifici della Direttiva in questione e dei regolamenti EFTA associati.
UNI EN 10228-4:2000 Pagina 17 di 18
Documento contenuto nel prodotto PED edizione 2010.
E' vietato l'uso in rete del singolo documento e la sua riproduzione. E' autorizzata la stampa per uso interno.
PUNTI DI INFORMAZIONE E DIFFUSIONE UNI
Milano (sede) Via Battistotti Sassi, 11B - 20133 Milano - Tel. 0270024200 - Fax 0270105992
Internet: www.uni.com - Email: diffusione@uni.com
Roma Via delle Colonnelle, 18 - 00186 Roma - Tel. 0669923074 - Fax 066991604
Email: uni.roma@uni1.inet.it
Ancona c/o SO.GE.S.I.
Via Filonzi - 60131 Ancona - Tel. 0712900240 - Fax 0712866831
Bari c/o Tecnopolis CSATA Novus Ortus
Strada Provinciale Casamassima - 70010 Valenzano (BA) - Tel. 0804670301 - Fax 0804670553
Bologna c/o CERMET
Via Cadriano, 23 - 40057 Cadriano di Granarolo (BO) - Tel. 051764811 - Fax 051763382
Brescia c/o AQM
Via Lithos, 53 - 25086 Rezzato (BS) - Tel. 0302590656 - Fax 0302590659
Cagliari c/o Centro Servizi Promozionali per le Imprese
Viale Diaz, 221 - 09126 Cagliari - Tel. 070349961 - Fax 07034996306
Catania c/o C.F.T. SICILIA
Piazza Buonarroti, 22 - 95126 Catania - Tel. 095445977 - Fax 095446707
Firenze c/o Associazione Industriali Provincia di Firenze
Via Valfonda, 9 - 50123 Firenze - Tel. 0552707206 - Fax 0552707204
Genova c/o CLP Centro Ligure per la Produttività
Via Garibaldi, 6 - 16124 Genova - Tel. 0102704279 - Fax 0102704436
La Spezia c/o La Spezia Euroinformazione, Promozione e Sviluppo
Piazza Europa, 16 - 19124 La Spezia - Tel. 0187728225 - Fax 0187777961
Napoli c/o Consorzio Napoli Ricerche
Corso Meridionale, 58 - 80143 Napoli - Tel. 0815537106 - Fax 0815537112
Pescara c/o Azienda Speciale Innovazione Promozione ASIP
Via Conte di Ruvo, 2 - 65127 Pescara - Tel. 08561207 - Fax 08561487
Reggio Calabria c/o IN.FORM.A. Azienda Speciale della Camera di Commercio
Via T. Campanella, 12 - 89125 Reggio Calabria - Tel. 096527769 - Fax 0965332373
Torino c/o Centro Estero Camere Commercio Piemontesi
Via Ventimiglia, 165 - 10127 Torino - Tel. 0116700511 - Fax 0116965456
Treviso c/o Treviso Tecnologia
Palazzo Cristallo - Via Roma, 4/d - 31020 Lancenigo di Villorba (TV) - Tel. 0422608858 - Fax 0422608866
Udine c/o CATAS
Via Antica, 14 - 33048 San Giovanni al Natisone (UD) - Tel. 0432747211 - Fax 0432747250
Vicenza c/o TECNOIMPRESA I.P.I. S.r.l.
Piazza Castello, 2/A - 36100 Vicenza - Tel. 0444232794 - Fax 0444545573
UNI
Ente Nazionale Italiano La pubblicazione della presente norma avviene con la partecipazione volontaria dei Soci,
di Unificazione dell’Industria e dei Ministeri.
Via Battistotti Sassi, 11B Riproduzione vietata - Legge 22 aprile 1941 Nº 633 e successivi aggiornamenti.
20133 Milano, Italia
UNI EN 10228-4:2000 Pagina 18 di 18
Вам также может понравиться
- CND Delle SaldatureДокумент18 страницCND Delle SaldatureandОценок пока нет
- Controllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)Документ16 страницControllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)AlessioОценок пока нет
- Scheda Tecnica Norma en 10025Документ8 страницScheda Tecnica Norma en 10025fil maccОценок пока нет
- Prodotti Inclusi Ed Esclusi Dalla en 1090-1Документ8 страницProdotti Inclusi Ed Esclusi Dalla en 1090-1claudiopataniaОценок пока нет
- Danieli: Realizzazione Di Strutture e Tubazioni SaldateДокумент11 страницDanieli: Realizzazione Di Strutture e Tubazioni SaldateBralin Villalba GutierrezОценок пока нет
- Perchè CP Medio in Camera Combustione - (Vedi Parte Gialla)Документ2 страницыPerchè CP Medio in Camera Combustione - (Vedi Parte Gialla)DavideОценок пока нет
- Uni en Iso 10052 - 2005Документ67 страницUni en Iso 10052 - 2005Alessio DestroОценок пока нет
- Linguette UniДокумент3 страницыLinguette UniAnonymous kHYFVEOОценок пока нет
- Cenni Di MetallografiaДокумент51 страницаCenni Di Metallografiapirataj61Оценок пока нет
- Iso 15614Документ35 страницIso 15614Angelo RazzanoОценок пока нет
- General Packing GPI-Metalliche - GASKETДокумент44 страницыGeneral Packing GPI-Metalliche - GASKETAnonymous yQ7SQrОценок пока нет
- En 10301-2003 PDFДокумент32 страницыEn 10301-2003 PDFDanilo FornaroОценок пока нет
- Report Liquidi PenetrantiДокумент2 страницыReport Liquidi PenetrantiCristoSantoОценок пока нет
- Manuale FPC REV.0 - 03.01.2023Документ49 страницManuale FPC REV.0 - 03.01.2023AdrianoОценок пока нет
- TESI - Ultrasuoni X Difetti GhisaДокумент97 страницTESI - Ultrasuoni X Difetti GhisastancopiuОценок пока нет
- 02 Reti Idranti 10779Документ66 страниц02 Reti Idranti 10779Daniele RossiОценок пока нет
- Designaz Alfanum AcciaioДокумент8 страницDesignaz Alfanum AcciaiocastibraОценок пока нет
- Uni TS 11325-2Документ20 страницUni TS 11325-2diego tagliabueОценок пока нет
- Verifica Saldatura A Cordone D'angoloДокумент1 страницаVerifica Saldatura A Cordone D'angoloTommaso PasconОценок пока нет
- Tariffario Generale 2015Документ81 страницаTariffario Generale 2015infoОценок пока нет
- Uni Norme PDFДокумент4 страницыUni Norme PDFValentina VetrugnoОценок пока нет
- TRADUZIONE ISO 8502-9 - Valutazione Dei Sali Solubili Superficiali Mediante Calcolo Della Conduttività ElettricaДокумент14 страницTRADUZIONE ISO 8502-9 - Valutazione Dei Sali Solubili Superficiali Mediante Calcolo Della Conduttività ElettricaDanilo AmendolaОценок пока нет
- UNI-PdR 55 - 2019 PDFДокумент48 страницUNI-PdR 55 - 2019 PDFlorenzoОценок пока нет
- UNI EN 10034 - Tolleranza TraviДокумент13 страницUNI EN 10034 - Tolleranza Travistefano_CVОценок пока нет
- Cappe Di Aspirazione: Fume CupboardsДокумент18 страницCappe Di Aspirazione: Fume CupboardsStanley Y, H, CHIUОценок пока нет
- 10 UNI CEN TR 18279 2005 EngДокумент33 страницы10 UNI CEN TR 18279 2005 EngDjordjeCiricОценок пока нет
- R03Документ16 страницR03Sting TejadaОценок пока нет
- UNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioДокумент21 страницаUNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioMarcoОценок пока нет
- Uni en Iso 7438 - 2005Документ18 страницUni en Iso 7438 - 2005savvymovОценок пока нет
- CEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFДокумент26 страницCEI 2-10 1997 Ed. 1.0 Fasc. 3729H - (It) PDFmarvaiahimОценок пока нет
- Uni enДокумент16 страницUni enmfulgosi1231Оценок пока нет
- UNI EN 10029 - Tolleranza LamiereДокумент15 страницUNI EN 10029 - Tolleranza Lamierestefano_CVОценок пока нет
- 9 57511dacrometДокумент12 страниц9 57511dacrometoslat0% (1)
- Din 975Документ1 страницаDin 975Sos de HoyosОценок пока нет
- Tabella Acciai InoxДокумент1 страницаTabella Acciai InoxtrefftzddОценок пока нет
- DANIELI STANDAR #2.8.115-Rev 02Документ17 страницDANIELI STANDAR #2.8.115-Rev 02Justin Carrasco Sanchez100% (1)
- Linee Guida PED - 2Документ31 страницаLinee Guida PED - 2tazzorroОценок пока нет
- Uni en 12681 - 2006Документ43 страницыUni en 12681 - 2006Eur-Ing Nicola GalluzziОценок пока нет
- Cen TR 15135Документ22 страницыCen TR 15135Cristina GabaroiОценок пока нет
- Uni en Iso 17637 - 2011Документ22 страницыUni en Iso 17637 - 2011Eur-Ing Nicola GalluzziОценок пока нет
- EN14122 4 Guardas EscadasДокумент60 страницEN14122 4 Guardas EscadasjonnyboydiasОценок пока нет
- Tabella Materiali AcciaioДокумент1 страницаTabella Materiali AcciaioUmberto BelladelliОценок пока нет
- Racor Din 11851Документ31 страницаRacor Din 11851viki_gpОценок пока нет
- 2016 01 15 - Direttiva - Macchine - Elenco Norme Armonizzate PDFДокумент99 страниц2016 01 15 - Direttiva - Macchine - Elenco Norme Armonizzate PDFStefano Nyborg GiliОценок пока нет
- Tubo Di Rame Per Impianti ITAДокумент56 страницTubo Di Rame Per Impianti ITAAnonymous f3iGLjxОценок пока нет
- CorrosioneДокумент57 страницCorrosioneing.paolo.piccoli5379Оценок пока нет
- Specifiche Di Linea - 06732.pip - Mec.sdsДокумент112 страницSpecifiche Di Linea - 06732.pip - Mec.sdsfpiccoli_40% (1)
- Linee Guida Recipienti in PressioneДокумент10 страницLinee Guida Recipienti in PressioneMauro MLRОценок пока нет
- Raffineria LivornoДокумент157 страницRaffineria LivornoBruno MorabitoОценок пока нет
- La Marcatura Del Ce Degli Elementi PrefabbricatiДокумент9 страницLa Marcatura Del Ce Degli Elementi PrefabbricatiAngelo Gallagher FerrandinaОценок пока нет
- Principi Generali Di Rappresentazione: General Principles of PresentationДокумент16 страницPrincipi Generali Di Rappresentazione: General Principles of PresentationkoolhОценок пока нет
- Atti Safap2016Документ861 страницаAtti Safap2016Pingu3Оценок пока нет
- Capitolo 7Документ62 страницыCapitolo 7nonwolfОценок пока нет
- La Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Документ32 страницыLa Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Kevin DudleyОценок пока нет
- Catalogo COMFERДокумент76 страницCatalogo COMFERsnevesspakesОценок пока нет
- Circolare 02 Febbraio 2009 N 617 CSLLPP PDFДокумент452 страницыCircolare 02 Febbraio 2009 N 617 CSLLPP PDFMarko AdamovićОценок пока нет
- Dadi Uni en 24032Документ1 страницаDadi Uni en 24032frank_the_bangОценок пока нет
- Uni en 39-2004Документ19 страницUni en 39-2004Alessio Destro100% (1)
- Uni 7697 OcredДокумент18 страницUni 7697 OcredSamuele Dalmaso100% (1)
- Uni en 40-6Документ18 страницUni en 40-6antenna55Оценок пока нет
- Business English Glossary - Ilaria SclafaniДокумент46 страницBusiness English Glossary - Ilaria SclafaniLuca ScroogeОценок пока нет
- Ordinanza Di Fermo DDA Di Milano e Reggio Calabria - Volume PrimoДокумент745 страницOrdinanza Di Fermo DDA Di Milano e Reggio Calabria - Volume PrimoLa redazione di Kronstadt100% (1)
- Manuale Tecnico Del Vetro - 27!05!2021Документ309 страницManuale Tecnico Del Vetro - 27!05!2021testttttОценок пока нет
- ItaliamaniaДокумент18 страницItaliamaniaPastinacaReОценок пока нет
- Bodhidharma, Il Maestro Venuto Dall'Ovest (Vera Myōsen Rovesti)Документ3 страницыBodhidharma, Il Maestro Venuto Dall'Ovest (Vera Myōsen Rovesti)ESOLIBER6Оценок пока нет
- Ludovico Einaudi - ExperienceДокумент9 страницLudovico Einaudi - Experiencemaryna kryvenkoОценок пока нет