Вам также может понравиться
- 2013 8 2 Noll Concord BlueДокумент12 страниц2013 8 2 Noll Concord BlueljmuhamedОценок пока нет
- Longman Exam Skills Proficiency Writing Teacher's BookДокумент27 страницLongman Exam Skills Proficiency Writing Teacher's Booktrancedrift100% (8)
- IQOQGP8Документ10 страницIQOQGP8Lautaro100% (2)
- Celanese PFD of MethanolДокумент1 страницаCelanese PFD of MethanolJessica CehОценок пока нет
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitДокумент12 страницNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rОценок пока нет
- Abelmarle Referencia KF-868 PDFДокумент24 страницыAbelmarle Referencia KF-868 PDFEdgar Hector GarciaОценок пока нет
- 2018 UOP Course ScheduleДокумент2 страницы2018 UOP Course SchedulePRATEEK KUMAR DASОценок пока нет
- Datasheet ROMeo Process Optimisation enДокумент6 страницDatasheet ROMeo Process Optimisation enAnonymous LSPoghJ5nОценок пока нет
- HPCL-Mittal Energy Limited: Corporate ProfileДокумент11 страницHPCL-Mittal Energy Limited: Corporate ProfileJordan RockОценок пока нет
- Romeo PdvsaДокумент16 страницRomeo PdvsaAnonymous LSPoghJ5nОценок пока нет
- C19real TimeOptimization PDFДокумент19 страницC19real TimeOptimization PDFLeonel García VásquezОценок пока нет
- UOP FactoryДокумент9 страницUOP FactoryksjdlkjksldОценок пока нет
- Hoenywell APC and RTO Solution Article Digital RefiningДокумент8 страницHoenywell APC and RTO Solution Article Digital RefiningmelvokingОценок пока нет
- A Primer On The Technology of Biofuel ProductionДокумент28 страницA Primer On The Technology of Biofuel ProductionAnkit MehraОценок пока нет
- 02 Feedstocks & Products PDFДокумент124 страницы02 Feedstocks & Products PDFNavneet KumarОценок пока нет
- Upgrading Heavy Oil With FLEXICOKING Technology: Petroperu S.A. February 9, 2007Документ27 страницUpgrading Heavy Oil With FLEXICOKING Technology: Petroperu S.A. February 9, 2007Katty AtocheОценок пока нет
- Zarei 2016Документ34 страницыZarei 2016IffatОценок пока нет
- Petroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)Документ21 страницаPetroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)GОценок пока нет
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonДокумент17 страниц6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesОценок пока нет
- Conversion of Isobutylene To Propylene PDFДокумент9 страницConversion of Isobutylene To Propylene PDFtannytranОценок пока нет
- Clariant Brochure Methanol Synthesis 201711 ENДокумент16 страницClariant Brochure Methanol Synthesis 201711 ENCrystal DaiОценок пока нет
- Sablin Alpha Raab FДокумент3 страницыSablin Alpha Raab Fsk281Оценок пока нет
- Presentations 15Документ44 страницыPresentations 15thirumalaiОценок пока нет
- Brochure Uk ProductsДокумент2 страницыBrochure Uk ProductsJavier TrujillanoОценок пока нет
- New Technologies & Projects Based On Topsøe's Knowledge of Downstream Topsøe S Knowledge of Downstream Gasification TechnologiesДокумент16 страницNew Technologies & Projects Based On Topsøe's Knowledge of Downstream Topsøe S Knowledge of Downstream Gasification TechnologiesRamakrisnanMeenakshiSundaramRamaОценок пока нет
- 2017 Catalysis PDFДокумент68 страниц2017 Catalysis PDFnurlianaОценок пока нет
- Ud He TechnologyДокумент16 страницUd He TechnologyBejavada Suresh100% (1)
- Aromatics Upgrading Technologies: Ihs ChemicalДокумент9 страницAromatics Upgrading Technologies: Ihs ChemicalLêĐứcTiếnОценок пока нет
- Selection of Technologies For Gas Plant NaturalДокумент15 страницSelection of Technologies For Gas Plant NaturaljxlОценок пока нет
- Refining CatalystsДокумент91 страницаRefining CatalystsOstom Ray100% (1)
- What FCC Catalyst Tests ShowДокумент5 страницWhat FCC Catalyst Tests ShowPraveen KumarОценок пока нет
- 0 0 05 Jan 2015 1437039471Annexure-Pre-feasibilityReport (PFR)Документ35 страниц0 0 05 Jan 2015 1437039471Annexure-Pre-feasibilityReport (PFR)Swastika DasОценок пока нет
- Isomerization: High Octane C /C Cuts Via Isomerization ProcessesДокумент2 страницыIsomerization: High Octane C /C Cuts Via Isomerization Processesvu anh ducОценок пока нет
- HaldiaДокумент33 страницыHaldiaSandeep KumarОценок пока нет
- I. Fungsi Propylene Recovery UnitДокумент25 страницI. Fungsi Propylene Recovery Unitars danuОценок пока нет
- CASE STUDY-Rockwell PetroleumДокумент2 страницыCASE STUDY-Rockwell Petroleumanurag10julyОценок пока нет
- Cost Estimation - Aadarsh ShuklaДокумент6 страницCost Estimation - Aadarsh Shuklavidit Singh100% (1)
- Ethylene Tech Sheet 30M092014Hv4 PDFДокумент2 страницыEthylene Tech Sheet 30M092014Hv4 PDFsuhas pawarОценок пока нет
- Safety in Operations - Human Aspect - DorcДокумент119 страницSafety in Operations - Human Aspect - DorcAdanenche Daniel Edoh100% (1)
- Claus ProcessДокумент6 страницClaus ProcessRafi AlgawiОценок пока нет
- CFC 1criterionbrochureДокумент19 страницCFC 1criterionbrochureSuraj Amin100% (1)
- Project Funded by NH Industrial Research Center January 2002-PresentДокумент21 страницаProject Funded by NH Industrial Research Center January 2002-PresentAlen WangОценок пока нет
- Catalyst Regeneration - For IndiaДокумент2 страницыCatalyst Regeneration - For Indiasuprateem20Оценок пока нет
- Indian Oil's Petrochemical Initiatives at Paradip & Downstream OpportunitiesДокумент26 страницIndian Oil's Petrochemical Initiatives at Paradip & Downstream Opportunitiesabhishek chowdhury100% (1)
- Ael Coal To PVCДокумент2 страницыAel Coal To PVCdeepak saxenaОценок пока нет
- BFD Coal To PropyleneДокумент1 страницаBFD Coal To PropyleneEmir DjafarОценок пока нет
- BF-9201 US F-200 DatasheetДокумент3 страницыBF-9201 US F-200 DatasheetNguyễn Kim HùngОценок пока нет
- Pre-Reformer Catalyst in A Hydrogen PlantДокумент4 страницыPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- EPD H2O2-Eka ChemicalsДокумент4 страницыEPD H2O2-Eka ChemicalsnhangocОценок пока нет
- Catalytic Reforming: 2011 Refining Processes HandbookДокумент3 страницыCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserОценок пока нет
- KBC Viewpoint Optimization Programs Mar18 - USДокумент12 страницKBC Viewpoint Optimization Programs Mar18 - USjunk multiОценок пока нет
- White Paper Blue Ammonia Fueling The Future Today 1705324080Документ18 страницWhite Paper Blue Ammonia Fueling The Future Today 1705324080Muhammad IlyasОценок пока нет
- Fundamentals of Power PlantsДокумент48 страницFundamentals of Power Plantsknx175100% (1)
- Fischer Tropsch SynthesisДокумент18 страницFischer Tropsch Synthesisdeion29Оценок пока нет
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesДокумент8 страниц4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rОценок пока нет
- Operation of A Distillate Hydrot UnitДокумент18 страницOperation of A Distillate Hydrot UnitFranklin RevillОценок пока нет
- Nicholas Oligomerization PDFДокумент16 страницNicholas Oligomerization PDFTanase DianaОценок пока нет
- Aspen PIMS BrochureДокумент4 страницыAspen PIMS BrochureckwabiОценок пока нет
- The Idea of A University: John Henry NewmanДокумент3 страницыThe Idea of A University: John Henry NewmanAnonymous 4PuFzARОценок пока нет
- Reading 1.2 Lanford The Idea of A University Summary 2019Документ6 страницReading 1.2 Lanford The Idea of A University Summary 2019Anonymous 4PuFzARОценок пока нет
- Salt Spray Chamber - KORROX III: Years YearsДокумент2 страницыSalt Spray Chamber - KORROX III: Years YearsAnonymous 4PuFzARОценок пока нет
- Rust-Free, Metal-Free Products: Nuaire, Inc. 2100 Fernbrook Lane Plymouth, MN 55447 U.S.A. 763.553.1270Документ28 страницRust-Free, Metal-Free Products: Nuaire, Inc. 2100 Fernbrook Lane Plymouth, MN 55447 U.S.A. 763.553.1270Anonymous 4PuFzARОценок пока нет
- Material Science Lab - Manual PDFДокумент18 страницMaterial Science Lab - Manual PDFUmashankarPrajapatiОценок пока нет
- The Lotos-Eaters by Alfred, Lord Tennyson - Poetry FoundationДокумент5 страницThe Lotos-Eaters by Alfred, Lord Tennyson - Poetry FoundationAnonymous 4PuFzARОценок пока нет
- Compliance Made Easy and Faster - ASTM C114-15 Norm With SumXcore at 1 KWДокумент2 страницыCompliance Made Easy and Faster - ASTM C114-15 Norm With SumXcore at 1 KWAnonymous 4PuFzARОценок пока нет
- Mat Sci Homework 7 FA2014Документ6 страницMat Sci Homework 7 FA2014Anonymous 4PuFzARОценок пока нет
- 2015 Evaluation AnandДокумент63 страницы2015 Evaluation AnandAnonymous 4PuFzARОценок пока нет
- Measurement of Crushing Strength of Coal AgglomeraДокумент5 страницMeasurement of Crushing Strength of Coal AgglomeraAnonymous 4PuFzARОценок пока нет
- Lectrure Thermal AnalysisДокумент36 страницLectrure Thermal Analysisaanfebrianto1993Оценок пока нет
- SmsДокумент2 страницыSmsAnonymous 4PuFzARОценок пока нет
- Study On The Characteristics of Waste Wood Ash: Ek. Serafimova, M. Mladenov, I. Mihailova, Y. PelovskiДокумент4 страницыStudy On The Characteristics of Waste Wood Ash: Ek. Serafimova, M. Mladenov, I. Mihailova, Y. PelovskiAnonymous 4PuFzARОценок пока нет
- Laboratory Methods For Predicting Coal PerformanceДокумент26 страницLaboratory Methods For Predicting Coal PerformanceAnonymous 4PuFzARОценок пока нет
- Calcination of Nickel-Alumina CatalystsДокумент4 страницыCalcination of Nickel-Alumina CatalystsAnonymous 4PuFzAR100% (1)
- ECS Trans. 2015 Tomomichi 2819 29Документ11 страницECS Trans. 2015 Tomomichi 2819 29Anonymous 4PuFzARОценок пока нет
- Agricultural Biomass Torre Faction Research Program: Ceati Soig Project 0538Документ20 страницAgricultural Biomass Torre Faction Research Program: Ceati Soig Project 0538Anonymous 4PuFzARОценок пока нет
- Unit04 HandoutДокумент68 страницUnit04 HandoutAnonymous 4PuFzARОценок пока нет
- ManualsДокумент71 страницаManualsAnonymous 4PuFzARОценок пока нет
- Chemical Engineering 374: Fluid MechanicsДокумент7 страницChemical Engineering 374: Fluid MechanicsAnonymous 4PuFzARОценок пока нет
- Fluid MechanicДокумент20 страницFluid MechanicteknokolikОценок пока нет
- Wheat Straw Gasification by Bubbling Fluidized Bed ReactorДокумент2 страницыWheat Straw Gasification by Bubbling Fluidized Bed ReactorAnonymous 4PuFzARОценок пока нет
- Gasification Vs Pyrolysis Vs IncinerationДокумент7 страницGasification Vs Pyrolysis Vs IncinerationAJ Conde100% (1)
- Gender in Nepal ProjectДокумент3 страницыGender in Nepal ProjectAnonymous 4PuFzARОценок пока нет
- Rengoera Lave Vaisselle Encastrable Ikea 300 - AA 2192023 3 1Документ64 страницыRengoera Lave Vaisselle Encastrable Ikea 300 - AA 2192023 3 1adamОценок пока нет
- 0111 SunSwitch - OFFER FOR - 1 KVA TO 8 KVA Solar Hybrid PCUДокумент8 страниц0111 SunSwitch - OFFER FOR - 1 KVA TO 8 KVA Solar Hybrid PCUGaurav KhannaОценок пока нет
- Blockchain Technology Consensus AlgorithДокумент15 страницBlockchain Technology Consensus AlgorithAlwinОценок пока нет
- Thin Film Deposition MethodsДокумент14 страницThin Film Deposition MethodsoktavОценок пока нет
- X2 / 275 and 300 Vac: B 32 92 EMI Suppression CapacitorsДокумент6 страницX2 / 275 and 300 Vac: B 32 92 EMI Suppression CapacitorsDimas ScrewОценок пока нет
- Yihong Qiu, Yisheng Chen, Geoff G.Z. Zhang, Lawrence Yu, Rao v. Mantri (Eds.) - Developing Solid Oral Dosage Forms - Pharmaceutical Theory and Practice-Academic Press (2016) - 166-190Документ25 страницYihong Qiu, Yisheng Chen, Geoff G.Z. Zhang, Lawrence Yu, Rao v. Mantri (Eds.) - Developing Solid Oral Dosage Forms - Pharmaceutical Theory and Practice-Academic Press (2016) - 166-190unnik06Оценок пока нет
- Fundamentals of HV Circuit-BreakersДокумент22 страницыFundamentals of HV Circuit-BreakersBastian OspinaОценок пока нет
- Sanchi - Chemical Accident - Iran - China - Process SafetyДокумент6 страницSanchi - Chemical Accident - Iran - China - Process SafetySaba MirzahosseiniОценок пока нет
- Alkylation Unit: Capacity Installed and Available Technologies CatalystsДокумент10 страницAlkylation Unit: Capacity Installed and Available Technologies CatalystsMohammed AliraqiОценок пока нет
- Start Practice Exam Test Questions Part 1 of The SeriesДокумент155 страницStart Practice Exam Test Questions Part 1 of The SeriesNida Bagoyboy NatichoОценок пока нет
- 10 Year Plan and Updates Engr. Arnel VitugДокумент49 страниц10 Year Plan and Updates Engr. Arnel VitugNy Li NamОценок пока нет
- Thermodynamics Lab: ProjectДокумент10 страницThermodynamics Lab: ProjectSaAhRaОценок пока нет
- Experiment #8 Title: Power Factor Correction: II. Wiring CircuitДокумент13 страницExperiment #8 Title: Power Factor Correction: II. Wiring CircuitNesleeОценок пока нет
- Partial Discharge - Open ElectricalДокумент2 страницыPartial Discharge - Open ElectricalHerman DamanikОценок пока нет
- Siemens IEC61850Документ2 страницыSiemens IEC61850g-bearОценок пока нет
- Science F3 C8-PPT-Part I Dynamo and GeneratorДокумент36 страницScience F3 C8-PPT-Part I Dynamo and GeneratorRebecca Choong Xin Hui100% (2)
- Phasor Analysis of Mechanical Systems Rev B PDFДокумент6 страницPhasor Analysis of Mechanical Systems Rev B PDFBjørn-Magnus MoslåttОценок пока нет
- DISCOVER DTS I SRR PDFДокумент24 страницыDISCOVER DTS I SRR PDFLunatikus EklectikusОценок пока нет
- Untes Chiller HEДокумент5 страницUntes Chiller HEAnarОценок пока нет
- Wind Tunnel Calibration: Name: Animesh Phatowali Roll No: 17AE30005 Group: 6 Experiment:7Документ8 страницWind Tunnel Calibration: Name: Animesh Phatowali Roll No: 17AE30005 Group: 6 Experiment:7Animesh PhatowaliОценок пока нет
- The Efficient Green Data Center WPДокумент36 страницThe Efficient Green Data Center WPgsingh78Оценок пока нет
- Datasheet - GPxxAxxKNX - ENGДокумент1 страницаDatasheet - GPxxAxxKNX - ENGVishal SuryawaniОценок пока нет
- 40V 3.5A Quad Power Half Bridge: 1 FeaturesДокумент15 страниц40V 3.5A Quad Power Half Bridge: 1 FeaturesGeorge AvramОценок пока нет
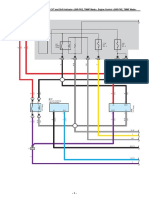
- Cruise Control, CVT and Shift Indicator, Engine ControlДокумент27 страницCruise Control, CVT and Shift Indicator, Engine ControlRicardoОценок пока нет
- CE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasДокумент41 страницаCE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasRickyWisaksonoОценок пока нет
- Vapor and Combined Power Cycles: Çengel BolesДокумент20 страницVapor and Combined Power Cycles: Çengel BolesSalman ShaxShax HeissОценок пока нет
- FEMEPPsampleДокумент3 страницыFEMEPPsampleWilliam Dave DomasinОценок пока нет
- Form 1 AWS D1.1Документ2 страницыForm 1 AWS D1.1Bui Chi TamОценок пока нет