Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Dubbel Handbook of Mechanical Engineering PDFДокумент918 страницDubbel Handbook of Mechanical Engineering PDFprajakt_pie50% (4)
- CBSE Class 8 Science WorksheetДокумент2 страницыCBSE Class 8 Science Worksheetravilulla33% (3)
- Faster Than The Speed of Light Joao Magueijo PDFДокумент2 страницыFaster Than The Speed of Light Joao Magueijo PDFJames100% (1)
- 1 s2.0 S2090447922003835 MainДокумент21 страница1 s2.0 S2090447922003835 Mainkada hanafiОценок пока нет
- Corrosion 9.5 and 9.6Документ13 страницCorrosion 9.5 and 9.6Adam AriffОценок пока нет
- Macromol. Rapid Commun. 2006, 27, 1121-1126Документ6 страницMacromol. Rapid Commun. 2006, 27, 1121-1126scarrascogarridoОценок пока нет
- DAK 12403 - Exp 5 Head Loss Through FittingsДокумент7 страницDAK 12403 - Exp 5 Head Loss Through FittingsMuiz UdinОценок пока нет
- Hemanth PPT NewДокумент59 страницHemanth PPT NewhemrajbmsОценок пока нет
- Project ANSYS WORMДокумент5 страницProject ANSYS WORMAditya DeyОценок пока нет
- Welding QuestnДокумент37 страницWelding QuestnmehdiОценок пока нет
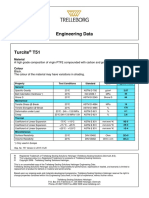
- Turcite T51 Engineering DataДокумент1 страницаTurcite T51 Engineering DataAntonio Rivera VillavicencioОценок пока нет
- CFD Simulation of Multi Phase Twin Screw PumpДокумент56 страницCFD Simulation of Multi Phase Twin Screw PumpSoumendu Banik100% (1)
- Product Code HSN Code Product Name Type: Analytical InstrumentsДокумент2 страницыProduct Code HSN Code Product Name Type: Analytical InstrumentsDept of Biotechnology bduОценок пока нет
- Silicone in Oil & Gas IndustryДокумент14 страницSilicone in Oil & Gas IndustryThanh LinhОценок пока нет
- How To Size A Pump - Blackmonk EngineeringДокумент12 страницHow To Size A Pump - Blackmonk EngineeringbinoshjamesОценок пока нет
- Civil Engineering Applications of Vibration Control (Structural Control)Документ19 страницCivil Engineering Applications of Vibration Control (Structural Control)Naeem SheykhОценок пока нет
- Right Container, Right Place, Right Time: Refrigerated ContainersДокумент8 страницRight Container, Right Place, Right Time: Refrigerated ContainersEl AskОценок пока нет
- 06 Tutorial EM WavesДокумент2 страницы06 Tutorial EM WavesmukeshОценок пока нет
- Max.e3 - 18 - WinterДокумент3 страницыMax.e3 - 18 - WinterJohn BarrowОценок пока нет
- EXPERIMENT 4: NMR Analysis of A Constitutional IsomerДокумент18 страницEXPERIMENT 4: NMR Analysis of A Constitutional IsomerdjambulazizОценок пока нет
- Reactor DesignДокумент27 страницReactor Designcheckmeout803100% (3)
- Thermoplastic Composites1Документ90 страницThermoplastic Composites1NounaОценок пока нет
- Gas DynamicsДокумент10 страницGas Dynamics130423Оценок пока нет
- 538-310 ManualДокумент17 страниц538-310 ManualJavier PalaciosОценок пока нет
- Semi-Differential Analysis of Irreversible VoltammДокумент15 страницSemi-Differential Analysis of Irreversible VoltammTiana JovanovicОценок пока нет
- Practical Viva QuestionsДокумент1 страницаPractical Viva QuestionsMoni KakatiОценок пока нет
- Refacciones Cems ACF5000Документ1 страницаRefacciones Cems ACF5000Mauro Portugal LagardaОценок пока нет
- Thermoflex Webinar 1Документ52 страницыThermoflex Webinar 1sizmaruОценок пока нет
- Direct Design Method "DDM"Документ95 страницDirect Design Method "DDM"Nadir Khattak Jr.Оценок пока нет
- Diffraction Theory by W. CleggДокумент8 страницDiffraction Theory by W. CleggprasetyoОценок пока нет