Вам также может понравиться
- BF 03355657Документ4 страницыBF 03355657m.j.hemmati72Оценок пока нет
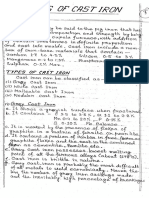
- Welding of Cast IronДокумент10 страницWelding of Cast IronKrishnendu RouthОценок пока нет
- Dec50143 - Topic 2 - Ic Fabrication ProcessДокумент139 страницDec50143 - Topic 2 - Ic Fabrication ProcessNot GamingОценок пока нет
- Aleación Aluminio SilicioДокумент7 страницAleación Aluminio SilicioEmanuelRomeroGОценок пока нет
- The role of silicon in hot dip galvanizingДокумент7 страницThe role of silicon in hot dip galvanizingNishant PrajapatiОценок пока нет
- AL Si CuДокумент7 страницAL Si CuRiedl LaurentiuОценок пока нет
- Chapter 2 - Substrate Preparation PDFДокумент99 страницChapter 2 - Substrate Preparation PDFNur AmirahОценок пока нет
- Decomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingsДокумент9 страницDecomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingskarthikkandaОценок пока нет
- Crushing and SizingДокумент21 страницаCrushing and SizingChong Ru YinОценок пока нет
- Sialons Were Developed As A More Cost-Effective Substitute For Hot Pressed Silicon Nitride. TheyДокумент2 страницыSialons Were Developed As A More Cost-Effective Substitute For Hot Pressed Silicon Nitride. TheyKyle HasanОценок пока нет
- J. Electrochem. Soc.-2016-Oishi-E385-9Документ5 страницJ. Electrochem. Soc.-2016-Oishi-E385-9Geovanny JaenzОценок пока нет
- ????ZZZZZZZZZZZZZZZZZZZZZZZZ ?:) ZZZZZZZZZZZZZ)Документ5 страниц????ZZZZZZZZZZZZZZZZZZZZZZZZ ?:) ZZZZZZZZZZZZZ)Ibnu Said DPОценок пока нет
- Effect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Документ7 страницEffect of Quenching Temperature On Local Ordering in Al85Ni5Co2Y8 Metallic Glass.Kibria ShabbirОценок пока нет
- Use of Silicon Carbide in The Induction FurnaceДокумент2 страницыUse of Silicon Carbide in The Induction FurnaceXantos YulianОценок пока нет
- Microelectronics L2 (Wafer Preperation)Документ11 страницMicroelectronics L2 (Wafer Preperation)algiteanОценок пока нет
- Porcelain Enamel-Its Manufacture and ApplicationДокумент3 страницыPorcelain Enamel-Its Manufacture and ApplicationFernando BarreraОценок пока нет
- Investment CastingДокумент17 страницInvestment CastingSyedSherAliОценок пока нет
- Manufacturing and Properties of Anti-Friction MaterialsДокумент5 страницManufacturing and Properties of Anti-Friction MaterialsMădălina ConstantinescuОценок пока нет
- John Campbell - NucleationДокумент4 страницыJohn Campbell - NucleationMostafa OthmanОценок пока нет
- Thin Solid Films: SciencedirectДокумент4 страницыThin Solid Films: Sciencedirectahmed abusnoubarОценок пока нет
- CementДокумент24 страницыCementanshuldoc9100% (1)
- Quality Defects in Alphin Inserts for Combustion Engine PistonsДокумент4 страницыQuality Defects in Alphin Inserts for Combustion Engine PistonsrenatoeliegeОценок пока нет
- Lesson/ Module 7: Nonoxide Structural Ceramics Quad 1: TextДокумент14 страницLesson/ Module 7: Nonoxide Structural Ceramics Quad 1: TextTejinder SinghОценок пока нет
- Cone 5 - 6 Crystalline GlazesДокумент105 страницCone 5 - 6 Crystalline GlazesVasiliy DyominОценок пока нет
- Microestructure Changes During Solidification of Cast Irons Effect of Chemical Composition and Inoculation On Competitive Spheroidal and Compacted Graphite GrowthДокумент8 страницMicroestructure Changes During Solidification of Cast Irons Effect of Chemical Composition and Inoculation On Competitive Spheroidal and Compacted Graphite GrowthMiguel BrionesОценок пока нет
- Hydrothermal Corrosion Resistance of Silicon Nitride With O'-Sialon Grain Boundary PhaseДокумент7 страницHydrothermal Corrosion Resistance of Silicon Nitride With O'-Sialon Grain Boundary PhaseThanh DinhОценок пока нет
- Effect of Alloying Elements To Aluminium On The Wettability of AL-SiC System (#145283) - 126706Документ5 страницEffect of Alloying Elements To Aluminium On The Wettability of AL-SiC System (#145283) - 126706Leductoan LeОценок пока нет
- 2007 Bullentin Rel. 2 WearMechanism-DataДокумент4 страницы2007 Bullentin Rel. 2 WearMechanism-Data1977julОценок пока нет
- Preparation and Mechanical Properties of Machinable Alumina/mica CompositesДокумент7 страницPreparation and Mechanical Properties of Machinable Alumina/mica CompositesfjhdgjdlkОценок пока нет
- A Novel Brazing Technique For Aluminum: WeldingresearchДокумент10 страницA Novel Brazing Technique For Aluminum: WeldingresearchCatanescu Alexandru-LaurentiuОценок пока нет
- CAST COPPER ALLOYS PROPERTIES AND USESДокумент29 страницCAST COPPER ALLOYS PROPERTIES AND USESniceweather157Оценок пока нет
- Pemanfaatan Paduan Al (Scrap) Sebagai Bucket Turbin Pelton Menggunakan Metode Pengecoran EvaporativeДокумент6 страницPemanfaatan Paduan Al (Scrap) Sebagai Bucket Turbin Pelton Menggunakan Metode Pengecoran EvaporativeArka ArslanОценок пока нет
- Training Report VOLTA HattarДокумент26 страницTraining Report VOLTA Hattarali murtazaОценок пока нет
- 0283 VangskasenДокумент8 страниц0283 VangskasenAdvantica ServicesОценок пока нет
- Aluminium-Silicon Casting AlloysДокумент4 страницыAluminium-Silicon Casting AlloysLowry GuettaОценок пока нет
- Internship Report BAMCOДокумент18 страницInternship Report BAMCOAvinash BijuОценок пока нет
- Foaming of pure aluminium using TiH2 powderДокумент6 страницFoaming of pure aluminium using TiH2 powderDhavalОценок пока нет
- The Effect of Cooling Rate On Micro Structure of AlSi9 Cu AlloyДокумент8 страницThe Effect of Cooling Rate On Micro Structure of AlSi9 Cu AlloysargamsОценок пока нет
- 6197916Документ8 страниц6197916apihanasОценок пока нет
- Cement Refractory Manufacturing ProcessДокумент36 страницCement Refractory Manufacturing ProcessJunaid MushtaqОценок пока нет
- Li2022 Article MechanismOfYttriumInDeepDesulfДокумент8 страницLi2022 Article MechanismOfYttriumInDeepDesulfJhonny Ramirez VegaОценок пока нет
- Use of Silicon Carbide in Induction in Induction FurnaceДокумент2 страницыUse of Silicon Carbide in Induction in Induction FurnacemkraijadaОценок пока нет
- TN 423: Vlsi Circuits: Introduction To SiliconДокумент16 страницTN 423: Vlsi Circuits: Introduction To SiliconBernard Mkumbwa Jr.Оценок пока нет
- Crystal Growth and Wafer PreparationДокумент97 страницCrystal Growth and Wafer PreparationRishabh100% (1)
- Engineering Chemistry: Manufacturing of Portland CementДокумент9 страницEngineering Chemistry: Manufacturing of Portland CementShubham KhandelwalОценок пока нет
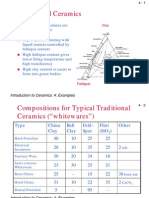
- Introduction To CeramicsДокумент29 страницIntroduction To CeramicsShrikrishna BirajdarОценок пока нет
- Jurnal SMA (1) RajeshДокумент6 страницJurnal SMA (1) RajeshMuhammad Falqi YusufОценок пока нет
- Features of Lowtemperature Sintering of Silvercontaining Paste Binding Silicone To MolybdenumДокумент8 страницFeatures of Lowtemperature Sintering of Silvercontaining Paste Binding Silicone To MolybdenumkashmiraОценок пока нет
- Properties and Uses of Silicone in 40 CharactersДокумент12 страницProperties and Uses of Silicone in 40 CharactersIylia A. MajidОценок пока нет
- Nalisa Struktur Mikro Terhadap Paduan Al-CuДокумент8 страницNalisa Struktur Mikro Terhadap Paduan Al-CuSiti MaryamОценок пока нет
- Strollberg LEO WorkshopДокумент54 страницыStrollberg LEO WorkshopBinod Kumar PadhiОценок пока нет
- Selenium cells: The construction, care and use of selenium cells with special reference to the Fritts cellОт EverandSelenium cells: The construction, care and use of selenium cells with special reference to the Fritts cellОценок пока нет
- CH 203 Cpi: Lec 5.1 Ceramics and Glass ManufacturingДокумент32 страницыCH 203 Cpi: Lec 5.1 Ceramics and Glass ManufacturingAnum AshfaqueОценок пока нет
- Aluminium Die CastingДокумент8 страницAluminium Die CastingsivamettОценок пока нет
- Work in Groups of ThreeДокумент8 страницWork in Groups of ThreeSundara Sudibya JayaОценок пока нет
- Article FS999 Instructions 8 23 2017Документ2 страницыArticle FS999 Instructions 8 23 2017ChomikОценок пока нет
- Silicon and Silicates AssignmentДокумент6 страницSilicon and Silicates AssignmentUsman GhaniОценок пока нет
- Sulfatizing Roasting and Leaching of Cobalt Ores at Outokumpu OyДокумент5 страницSulfatizing Roasting and Leaching of Cobalt Ores at Outokumpu OyEduardo CandelaОценок пока нет
- Maina Review On Forming Techniques For Manufacturing PDFДокумент26 страницMaina Review On Forming Techniques For Manufacturing PDF임학진Оценок пока нет
- TXV Theory and FundamentalsДокумент40 страницTXV Theory and FundamentalsAnonymous 9xvU1FОценок пока нет
- Handbook of Residual Stress and Deformation of Steel PDFДокумент478 страницHandbook of Residual Stress and Deformation of Steel PDFKevinElemJordyVílchezLópez100% (3)
- Sanden Michael Matthias1 CompressorДокумент14 страницSanden Michael Matthias1 CompressorAnonymous 9xvU1FОценок пока нет
- Automotive Air Conditioning Training ManualДокумент88 страницAutomotive Air Conditioning Training ManualSyful Amadeus100% (4)
- Ada 136220Документ231 страницаAda 136220Anonymous 9xvU1FОценок пока нет
- Z482 Z602 D722 D902 PDFДокумент38 страницZ482 Z602 D722 D902 PDFJhofre SanchezОценок пока нет
- 10 - Chapter Foundemental of Flow FormingДокумент50 страниц10 - Chapter Foundemental of Flow FormingAnonymous 9xvU1FОценок пока нет
- Lost Wax Casting PDFДокумент78 страницLost Wax Casting PDFMiki PetricОценок пока нет
- WHeel and RunflatДокумент8 страницWHeel and RunflatAnonymous 9xvU1FОценок пока нет
- Super-Mini-Series Z482 Z602 D722 D902Документ12 страницSuper-Mini-Series Z482 Z602 D722 D902Anonymous 9xvU1F100% (1)
- US4681147 Safety Device and Tire Construction For Vehicles or Other ContrivancesДокумент19 страницUS4681147 Safety Device and Tire Construction For Vehicles or Other ContrivancesAnonymous 9xvU1FОценок пока нет
- Automotive Air Conditioning Training ManualДокумент88 страницAutomotive Air Conditioning Training ManualSyful Amadeus100% (4)
- VALEO TM43 - ServicemanualДокумент41 страницаVALEO TM43 - ServicemanualAnonymous 9xvU1FОценок пока нет
- Static Analysis of Wheel Rim Using Catia and Ansys16.0: August 2016Документ7 страницStatic Analysis of Wheel Rim Using Catia and Ansys16.0: August 2016Anonymous 9xvU1FОценок пока нет
- Investment Casting2 PDFДокумент49 страницInvestment Casting2 PDFAnonymous 9xvU1FОценок пока нет
- Investment Casting Design & Applications Lessons from AerospaceДокумент7 страницInvestment Casting Design & Applications Lessons from AerospaceAnonymous 9xvU1FОценок пока нет
- VALEO TM43 - ServicemanualДокумент41 страницаVALEO TM43 - ServicemanualAnonymous 9xvU1FОценок пока нет
- AL Investment Casting - LOSTWAXДокумент48 страницAL Investment Casting - LOSTWAXAnonymous 9xvU1FОценок пока нет
- Unclassified Ad Number Limitation Changes TOДокумент251 страницаUnclassified Ad Number Limitation Changes TOAnonymous 9xvU1FОценок пока нет
- Aluminum Quality PDFДокумент17 страницAluminum Quality PDFkarthikkandaОценок пока нет
- Lost Wax Casting PDFДокумент78 страницLost Wax Casting PDFMiki PetricОценок пока нет
- Investment Casting2 PDFДокумент49 страницInvestment Casting2 PDFAnonymous 9xvU1FОценок пока нет
- Compressor Danfoss SM185S4CC SpecsДокумент96 страницCompressor Danfoss SM185S4CC SpecsDan C In-IraqОценок пока нет
- Cool Pack TutorialДокумент48 страницCool Pack TutorialMd Ezaz Ahammed100% (1)
- Aluminum Silicon Casting AlloysДокумент126 страницAluminum Silicon Casting AlloysEdson Araga67% (3)
- En 10204-2004 Metallic Products - Types of Inspection DocumentsДокумент10 страницEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosОценок пока нет
- Module 10 Lecture 2 WorkabilityДокумент12 страницModule 10 Lecture 2 WorkabilityettypasewangОценок пока нет
- SBL 100 Pi 9046390 enДокумент4 страницыSBL 100 Pi 9046390 enAnonymous 9xvU1FОценок пока нет
- Astm c78Документ4 страницыAstm c78Budi PrakosoОценок пока нет
- Powder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesДокумент227 страницPowder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesSamuel TesfayeОценок пока нет
- DIPRA Member Companies Design Ductile Iron Pipe Thrust Restraint SystemsДокумент10 страницDIPRA Member Companies Design Ductile Iron Pipe Thrust Restraint SystemsSaravanan MuthuramanОценок пока нет
- MQ SP M 4002 PDFДокумент28 страницMQ SP M 4002 PDFjaseelОценок пока нет
- Learner'S Packet No.1 Quarter 1: Name of Student: Learning Area/Grade Level: Tle-He-Cookery-Grade 9 Date: Activity TitleДокумент10 страницLearner'S Packet No.1 Quarter 1: Name of Student: Learning Area/Grade Level: Tle-He-Cookery-Grade 9 Date: Activity TitleSalgie MasculinoОценок пока нет
- 2017 H1 Chemistry Prelim SA2 Raffles InstitutionДокумент32 страницы2017 H1 Chemistry Prelim SA2 Raffles InstitutionSasha AnandОценок пока нет
- Eiffic/Efuf (T:, RFRDT (FrrtfuДокумент17 страницEiffic/Efuf (T:, RFRDT (FrrtfuRamasubba RajuОценок пока нет
- Tube Fitting Hoke Gyrolok CatalogueДокумент56 страницTube Fitting Hoke Gyrolok CatalogueGorbyОценок пока нет
- 1 s2.0 S2352179118302382 MainДокумент5 страниц1 s2.0 S2352179118302382 MainIrfan IsdhiantoОценок пока нет
- Sample Questions - Chapter 13Документ6 страницSample Questions - Chapter 13Rasel IslamОценок пока нет
- TQ-0305-R00 - Calculo Estrutura PDFДокумент4 страницыTQ-0305-R00 - Calculo Estrutura PDFPeterson MagroОценок пока нет
- CDM With Ansys UserMATДокумент24 страницыCDM With Ansys UserMATJuan S. León BecerraОценок пока нет
- Physics and Technology For Engineers... 2023Документ546 страницPhysics and Technology For Engineers... 2023david floresОценок пока нет
- ABB NFLP IE3-Catalogue PDFДокумент12 страницABB NFLP IE3-Catalogue PDFSabir NasimОценок пока нет
- Smart, Eco-Friendly, Money-Saving Home Tips by Kevin ReganДокумент1 страницаSmart, Eco-Friendly, Money-Saving Home Tips by Kevin ReganKathy Irene ReganОценок пока нет
- 10.1016/j.powtec.2017.06.053: Powder TechnologyДокумент46 страниц10.1016/j.powtec.2017.06.053: Powder TechnologychandiniОценок пока нет
- Expt 1-Alkalinity of Water SampleДокумент4 страницыExpt 1-Alkalinity of Water SampleAbdul RehmanОценок пока нет
- ASTM C33 02a Concrete AggregatesДокумент11 страницASTM C33 02a Concrete AggregatesJanice Tatiana Alva DelgadoОценок пока нет
- Waste4Change Jan2019Документ27 страницWaste4Change Jan2019Hari SaptoadisaОценок пока нет
- DeaeratorДокумент4 страницыDeaeratorAnonymous NFoZJKYОценок пока нет
- BSA Nanoparticle Preparation Using Intermittent Acetone AdditionДокумент5 страницBSA Nanoparticle Preparation Using Intermittent Acetone AdditionRofiqSunaryantoОценок пока нет
- Drainage Pump 50HzДокумент20 страницDrainage Pump 50HzashishkkrОценок пока нет
- Atterburg Limits Tests: Liquid Limit L.L T - 89Документ7 страницAtterburg Limits Tests: Liquid Limit L.L T - 89Saif JanОценок пока нет
- Microstructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialДокумент17 страницMicrostructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialEditor IJTSRDОценок пока нет
- Carbon Compounds: Covalent Bonding & Versatile NatureДокумент39 страницCarbon Compounds: Covalent Bonding & Versatile Naturerabi1973Оценок пока нет
- OPGWДокумент74 страницыOPGWAnonymous 3y4Z5cUОценок пока нет
- Flexible Pavement Design SK RaoДокумент62 страницыFlexible Pavement Design SK Raokrishnarao krishnarao329100% (3)
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetДокумент12 страницBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryОценок пока нет
- Historical Structural Steelwork HandbookДокумент76 страницHistorical Structural Steelwork Handbookjimmyoftheworld100% (1)
- Studies On Cyclohexanone FormaldehydeДокумент5 страницStudies On Cyclohexanone FormaldehydeNanasaheb PatilОценок пока нет