Вам также может понравиться
- Gimme Three Steps:: The Basics of Troubleshooting Die ProblemsДокумент3 страницыGimme Three Steps:: The Basics of Troubleshooting Die ProblemsDavid RodriguezОценок пока нет
- Muzzle Threading: Getting StartedДокумент5 страницMuzzle Threading: Getting StartedwdafonОценок пока нет
- Metal Guilhotine - Metal Working Shop From Scrap - Upload by Dave The RaveДокумент5 страницMetal Guilhotine - Metal Working Shop From Scrap - Upload by Dave The RaveAndy LОценок пока нет
- 5 Lathe Alignment Problems and SolutionsДокумент3 страницы5 Lathe Alignment Problems and SolutionsshivakumarОценок пока нет
- Press Tooling Extrusion's Main Support: Prepared For AEC Presentation November 2005Документ39 страницPress Tooling Extrusion's Main Support: Prepared For AEC Presentation November 2005Axel Letona100% (2)
- YEET22 V2 Manual Updated 2022 12 05Документ18 страницYEET22 V2 Manual Updated 2022 12 05hans landaОценок пока нет
- If Your Squirter Dti Doesnt Squirt You Have A ProblemДокумент2 страницыIf Your Squirter Dti Doesnt Squirt You Have A Problem_Asylum_Оценок пока нет
- Die InstructionsДокумент4 страницыDie InstructionsAgustin SanchezОценок пока нет
- Root and Face Bend TestsДокумент3 страницыRoot and Face Bend TestsErlinawati Bintu SupiyoОценок пока нет
- Lip Seal InstallationДокумент11 страницLip Seal InstallationLuis CuaxiloОценок пока нет
- Selección de Los Mejores Dispositivos y Trucos para La Sierra CircularДокумент24 страницыSelección de Los Mejores Dispositivos y Trucos para La Sierra CircularPierre799es100% (6)
- Pc. Tap and Die Set: Operator'S ManualДокумент8 страницPc. Tap and Die Set: Operator'S Manualvirk_70Оценок пока нет
- Die Maintenance. Die Repair. - The FabricatorДокумент8 страницDie Maintenance. Die Repair. - The FabricatorSIMONEОценок пока нет
- 0512 Studio SavvyДокумент4 страницы0512 Studio Savvyjsmithy456100% (1)
- Tom Anderson - My Frame Lock TutorialДокумент46 страницTom Anderson - My Frame Lock TutorialBruno Parise100% (1)
- Getting Started With Mini LatheДокумент17 страницGetting Started With Mini LatheJennifer Nicky Shaker100% (1)
- Press Setting NotesДокумент8 страницPress Setting Notesshri mayuramОценок пока нет
- Dent Repair Without FillerДокумент8 страницDent Repair Without Fillerjloco1904100% (1)
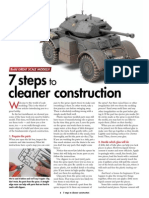
- Build Great Models 3Документ3 страницыBuild Great Models 3Earl PattersonОценок пока нет
- Why Do Not Good Seals Wear OutДокумент5 страницWhy Do Not Good Seals Wear Outابو المعالي الهمامОценок пока нет
- Basic Molding TroubleshootingДокумент11 страницBasic Molding Troubleshooting2012likethesameОценок пока нет
- PrealignmentДокумент38 страницPrealignmentpsk.pranesh5520100% (1)
- DIY Angle Grinder Pipe SanderДокумент14 страницDIY Angle Grinder Pipe SanderEdmar DL100% (1)
- A Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialОт EverandA Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialОценок пока нет
- Airguns and Airgun DIYДокумент6 страницAirguns and Airgun DIYgorlanОценок пока нет
- .Au Agnet Make Piston RingsДокумент6 страниц.Au Agnet Make Piston Ringsashishgoel102Оценок пока нет
- Colibri SampleДокумент26 страницColibri SampleTothGergoОценок пока нет
- Die Maintenance. Die Repair.Документ9 страницDie Maintenance. Die Repair.zfrlОценок пока нет
- Paul Rodgers - How To Make A ReamerДокумент4 страницыPaul Rodgers - How To Make A Reamerpepito2002cu100% (1)
- Installing the Instrument Panel and Engine CowlingДокумент34 страницыInstalling the Instrument Panel and Engine Cowlingviorelu99Оценок пока нет
- Sect 29 Preventive MaintenanceДокумент6 страницSect 29 Preventive MaintenancezfiyldvmОценок пока нет
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderОт EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderРейтинг: 5 из 5 звезд5/5 (2)
- Handi Instr TwobДокумент13 страницHandi Instr TwobnotjustsomeoneОценок пока нет
- How To Analyze Gear Failures: When and WhereДокумент13 страницHow To Analyze Gear Failures: When and WheredaudiОценок пока нет
- Handi Instr OneДокумент9 страницHandi Instr OnenotjustsomeoneОценок пока нет
- Proteus FramebuildingДокумент114 страницProteus FramebuildingMark JohanssonОценок пока нет
- How To Use A Hydraulic Ironworker MachineДокумент26 страницHow To Use A Hydraulic Ironworker MachineSergio HernandezОценок пока нет
- Proteus FramebuildingДокумент114 страницProteus Framebuilding1726giangОценок пока нет
- Troubleshooting in PressДокумент1 страницаTroubleshooting in PressDavid RodriguezОценок пока нет
- Five Questions and Answers About Heat ExchangersДокумент4 страницыFive Questions and Answers About Heat ExchangersAatish ChandrawarОценок пока нет
- Autonomous Maintenance Step 4 "General Insp Ections"Документ22 страницыAutonomous Maintenance Step 4 "General Insp Ections"manoj tyagiОценок пока нет
- Printing & Assembly Guide For xd940 - AwcyarmsДокумент18 страницPrinting & Assembly Guide For xd940 - AwcyarmsKevin Chucky BournОценок пока нет
- Assingment 1 Welding TechnologyДокумент14 страницAssingment 1 Welding TechnologyMuhammad Sufi MustafaОценок пока нет
- 22-Caliber Revolver PDFДокумент24 страницы22-Caliber Revolver PDFApril Bishop100% (5)
- Body Lift Roller PlansДокумент50 страницBody Lift Roller PlansEllyn MohdОценок пока нет
- 22 Caliber Revolver Plan 2012Документ24 страницы22 Caliber Revolver Plan 2012Brock Potts87% (67)
- HHM1 Drawing NotesДокумент14 страницHHM1 Drawing Notespawoe3064Оценок пока нет
- Basic Hand Tools GuideДокумент26 страницBasic Hand Tools GuideHemantha DalugamaОценок пока нет
- Machine LatheДокумент4 страницыMachine LatheKirubel MulugetaОценок пока нет
- PG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonДокумент8 страницPG22 Aurora - 1.4: Read All Instructions Carefully. Do Not Skip or Skim. It's All Here For A ReasonZarcano Farias100% (3)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1От EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Рейтинг: 5 из 5 звезд5/5 (2)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionОт EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionОценок пока нет
- Pocket Guide to Stabilizers: Carry-Along Reference GuideОт EverandPocket Guide to Stabilizers: Carry-Along Reference GuideРейтинг: 5 из 5 звезд5/5 (1)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosОт EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosОценок пока нет
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingОт EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingОценок пока нет
- Casting Repair PDFДокумент7 страницCasting Repair PDFDavid RodriguezОценок пока нет
- Stamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityДокумент5 страницStamping 101: Material Guidelines: Properties and Characteristics That Affect FormabilityDavid RodriguezОценок пока нет
- Aida Tech Vol 9 Reverse Tonnage PDFДокумент8 страницAida Tech Vol 9 Reverse Tonnage PDFDavid RodriguezОценок пока нет
- Troubleshooting in PressДокумент1 страницаTroubleshooting in PressDavid RodriguezОценок пока нет
- Procedure For Die Maintenance Follow UpДокумент1 страницаProcedure For Die Maintenance Follow UpDavid RodriguezОценок пока нет
- Level 3 For Real - Book 2: Adrian Inzunza English InstructorДокумент27 страницLevel 3 For Real - Book 2: Adrian Inzunza English InstructorDavid RodriguezОценок пока нет
- Three Times Into The TrinityДокумент21 страницаThree Times Into The Trinityacts2and38100% (1)
- Machining Close-Position Dowel Holes in Aluminum CastingДокумент5 страницMachining Close-Position Dowel Holes in Aluminum CastingDavid RodriguezОценок пока нет
- Maintenance Follow UpДокумент1 страницаMaintenance Follow UpDavid RodriguezОценок пока нет
- CAD/CAMДокумент18 страницCAD/CAMDavid Rodriguez100% (1)
- CNC Data TransmisionДокумент69 страницCNC Data TransmisionDavid RodriguezОценок пока нет
- FBM MillДокумент14 страницFBM MillDavid RodriguezОценок пока нет
- Temple AceroДокумент1 страницаTemple AceroDavid RodriguezОценок пока нет
- CNC Technology and CNC Programming: Integrated Manufacturing SystemsДокумент137 страницCNC Technology and CNC Programming: Integrated Manufacturing SystemsDavid RodriguezОценок пока нет
- 3 To 5 AxisДокумент31 страница3 To 5 AxisAmy EricksonОценок пока нет
- Display PDF PDFДокумент7 страницDisplay PDF PDFSandeepОценок пока нет
- Design and Construction of Water Supply SchemeДокумент126 страницDesign and Construction of Water Supply SchemeShreyansh SharmaОценок пока нет
- ERACS JournalДокумент8 страницERACS Journalmahasiswaprofesi2019Оценок пока нет
- DATEM Capture For AutoCADДокумент195 страницDATEM Capture For AutoCADmanuelОценок пока нет
- Bank AlfalahДокумент62 страницыBank AlfalahMuhammed Siddiq KhanОценок пока нет
- American Civil War, WikipediaДокумент32 страницыAmerican Civil War, WikipediaMariko100% (1)
- Cave Management Plan OutlineДокумент22 страницыCave Management Plan OutlineJunneОценок пока нет
- Aaliyah Lachance Resume - DecДокумент2 страницыAaliyah Lachance Resume - Decapi-240831551Оценок пока нет
- RPG One 1.5 2.5Документ2 страницыRPG One 1.5 2.5YJ JangОценок пока нет
- US20170335223A1Документ18 страницUS20170335223A1hugo vignoloОценок пока нет
- Dyna PDFДокумент12 страницDyna PDFVernadette VenturaОценок пока нет
- Andhra Pradesh Land Reforms (Ceiling On Agricultural Holdings) (Amendment) Act, 2009Документ3 страницыAndhra Pradesh Land Reforms (Ceiling On Agricultural Holdings) (Amendment) Act, 2009Latest Laws TeamОценок пока нет
- Final ThoughtДокумент6 страницFinal ThoughtHaroon HussainОценок пока нет
- The Power Elite and The Secret Nazi PlanДокумент80 страницThe Power Elite and The Secret Nazi Planpfoxworth67% (3)
- Official Sponsorship LetterДокумент3 страницыOfficial Sponsorship LetterWinona Marie Borla100% (1)
- Sample Demand LetterДокумент3 страницыSample Demand LetterShaniemielle Torres-BairanОценок пока нет
- SafeCargo PDFДокумент76 страницSafeCargo PDFSyukry MaulidyОценок пока нет
- Motion For Release On Own RecognizanceДокумент4 страницыMotion For Release On Own RecognizanceCaitlin Kintanar50% (2)
- Competition Patriotism and Collaboratio PDFДокумент22 страницыCompetition Patriotism and Collaboratio PDFAngga PrianggaraОценок пока нет
- Pulau Besar Island Off Malacca CoastДокумент5 страницPulau Besar Island Off Malacca CoastLucy TyasОценок пока нет
- MAINTENANCE AND RELIABILITY ENGINEERING - Lecture 1Документ24 страницыMAINTENANCE AND RELIABILITY ENGINEERING - Lecture 1K ULAGANATHANОценок пока нет
- Intangible Capital: Key Factor of Sustainable Development in MoroccoДокумент8 страницIntangible Capital: Key Factor of Sustainable Development in MoroccojournalОценок пока нет
- Sharp Ar-Bc260 P S ManДокумент382 страницыSharp Ar-Bc260 P S Manxerox226Оценок пока нет
- Hofa Iq Limiter Manual enДокумент8 страницHofa Iq Limiter Manual enDrixОценок пока нет
- Nonlinear Optimization: Benny YakirДокумент38 страницNonlinear Optimization: Benny YakirMahfuzulhoq ChowdhuryОценок пока нет
- Industrial Tour Report (JEWEL - MANAGEMENT-CU)Документ37 страницIndustrial Tour Report (JEWEL - MANAGEMENT-CU)Mohammad Jewel100% (2)
- DTC CommandДокумент3 страницыDTC CommandAod CsgОценок пока нет
- Uuee 17-2020Документ135 страницUuee 17-2020Tweed3AОценок пока нет
- Saurabh Pandey - Management Trainee - Recruitment - 5 Yrs 10 MonthsДокумент2 страницыSaurabh Pandey - Management Trainee - Recruitment - 5 Yrs 10 MonthsDevraj GurjjarОценок пока нет
- Cobas B 123 POC System: Instructions For Use, Version 13.0 Software Version 4.17Документ354 страницыCobas B 123 POC System: Instructions For Use, Version 13.0 Software Version 4.17zelОценок пока нет