Вам также может понравиться
- Water-Gas Shift Reaction: ApplicationsДокумент9 страницWater-Gas Shift Reaction: ApplicationsFrederic WustОценок пока нет
- Methane ReformerДокумент3 страницыMethane ReformerFrederic WustОценок пока нет
- Thermal DecompositionДокумент4 страницыThermal DecompositionFrederic WustОценок пока нет
- Exothermic Process: Not To Be Confused WithДокумент5 страницExothermic Process: Not To Be Confused WithFrederic WustОценок пока нет
- Hydrocarbon: From Wikipedia, The Free EncyclopediaДокумент12 страницHydrocarbon: From Wikipedia, The Free EncyclopediaFrederic WustОценок пока нет
- Steam ReformingДокумент8 страницSteam ReformingFrederic WustОценок пока нет
- Methane ReformerДокумент3 страницыMethane ReformerFrederic WustОценок пока нет
- Electrolysis: ElectrologyДокумент17 страницElectrolysis: ElectrologyFrederic WustОценок пока нет
- Polymers Containing Cyclic Ether Units Joined Through 2Документ28 страницPolymers Containing Cyclic Ether Units Joined Through 2Frederic WustОценок пока нет
- Shape-Memory PolymerДокумент16 страницShape-Memory PolymerFrederic WustОценок пока нет
- Endothermic ProcessДокумент3 страницыEndothermic ProcessFrederic WustОценок пока нет
- Polymerizable Chemiluminescent CompoundsДокумент18 страницPolymerizable Chemiluminescent CompoundsFrederic WustОценок пока нет
- RingДокумент86 страницRingFrederic WustОценок пока нет
- Smart Material: TypesДокумент3 страницыSmart Material: TypesFrederic WustОценок пока нет
- Poly Hydroxy Alca No AteДокумент7 страницPoly Hydroxy Alca No AteFrederic WustОценок пока нет
- Bi AxialДокумент22 страницыBi AxialFrederic WustОценок пока нет
- Poly Hydroxy Alca No AteДокумент7 страницPoly Hydroxy Alca No AteFrederic WustОценок пока нет
- Acide DicarboxyliqueДокумент6 страницAcide DicarboxyliqueFrederic WustОценок пока нет
- Monocrystalline Silicon: From Wikipedia, The Free EncyclopediaДокумент5 страницMonocrystalline Silicon: From Wikipedia, The Free EncyclopediaFrederic WustОценок пока нет
- Memory FoamДокумент6 страницMemory FoamFrederic WustОценок пока нет
- LRPuДокумент1 страницаLRPuFrederic WustОценок пока нет
- Monocrystalline Silicon: From Wikipedia, The Free EncyclopediaДокумент5 страницMonocrystalline Silicon: From Wikipedia, The Free EncyclopediaFrederic WustОценок пока нет
- Photovoltaic System: From Wikipedia, The Free EncyclopediaДокумент31 страницаPhotovoltaic System: From Wikipedia, The Free EncyclopediaFrederic WustОценок пока нет
- Biodegradable Shape Memory PolymersДокумент3 страницыBiodegradable Shape Memory PolymersFrederic WustОценок пока нет
- PhotovoltaicsДокумент24 страницыPhotovoltaicsFrederic WustОценок пока нет
- Photovoltaic Thermal Hybrid Solar CollectorДокумент4 страницыPhotovoltaic Thermal Hybrid Solar CollectorFrederic WustОценок пока нет
- Photovoltaic Effect: See AlsoДокумент5 страницPhotovoltaic Effect: See AlsoFrederic WustОценок пока нет
- Hin Film: DepositionДокумент8 страницHin Film: DepositionFrederic WustОценок пока нет
- ElectrochemistryДокумент586 страницElectrochemistryFrederic WustОценок пока нет
- ElectrochemistryДокумент586 страницElectrochemistryFrederic WustОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- D000-EL-701 Rev 4Документ19 страницD000-EL-701 Rev 4Sardar PerdawoodОценок пока нет
- Application Area of AiДокумент9 страницApplication Area of AiDagim Fekadu AmenuОценок пока нет
- Assignment Fall2018Документ2 страницыAssignment Fall2018Frans LoekitoОценок пока нет
- Coupled Scheme CFDДокумент3 страницыCoupled Scheme CFDJorge Cruz CidОценок пока нет
- Semantics-Based Image Retrieval by Region SaliencyДокумент9 страницSemantics-Based Image Retrieval by Region SaliencyRazzougui SarahОценок пока нет
- RVR & JC College BTech Course Scheme 2012-13Документ211 страницRVR & JC College BTech Course Scheme 2012-13Madhusudhan Rao KОценок пока нет
- Contemporary Issues in MarketingДокумент23 страницыContemporary Issues in MarketingKumaran Balasubramanian0% (1)
- Precision Waveform Generator/Voltage Controlled Oscillator FeaturesДокумент12 страницPrecision Waveform Generator/Voltage Controlled Oscillator FeaturesCharles Tineo0% (1)
- IPC-7351A & PCBL Land Pattern Naming ConventionДокумент6 страницIPC-7351A & PCBL Land Pattern Naming ConventionSri ramОценок пока нет
- Presentation On Pre Bid MeetingДокумент23 страницыPresentation On Pre Bid MeetinghiveОценок пока нет
- Ubd WonderДокумент13 страницUbd Wonderapi-422461005100% (1)
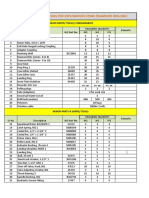
- Minimum drilling supplies stockДокумент3 страницыMinimum drilling supplies stockAsif KhanzadaОценок пока нет
- 60-500 KV High Voltage-Gallery PDFДокумент33 страницы60-500 KV High Voltage-Gallery PDFuzakcilОценок пока нет
- Call Center MetricsДокумент16 страницCall Center MetricspratimОценок пока нет
- Geological Storage Site Screening and ApprovalДокумент56 страницGeological Storage Site Screening and ApprovalIbukun OpeyemiОценок пока нет
- Extractor de Pasadores de OrugaДокумент2 страницыExtractor de Pasadores de OrugaErik MoralesОценок пока нет
- IssabelPBX AdministrationДокумент9 страницIssabelPBX AdministrationDaniel VieceliОценок пока нет
- Candlescript IntroductionДокумент26 страницCandlescript IntroductionLucasLavoisierОценок пока нет
- LTCC Tape System High FrequencyДокумент2 страницыLTCC Tape System High FrequencyUnicorn54Оценок пока нет
- Bharat Institute of EngineeringДокумент2 страницыBharat Institute of EngineeringdasarioramaОценок пока нет
- Auto TurnДокумент156 страницAuto TurnrrrraduОценок пока нет
- MeasurementДокумент65 страницMeasurementChandreshDharDubeyОценок пока нет
- Fabrication and Analysis of Tensegrity Based Prism StructureДокумент5 страницFabrication and Analysis of Tensegrity Based Prism StructureAnonymous CUPykm6DZ100% (1)
- Inmarsat C System Definition Manual - CD004 PDFДокумент1 644 страницыInmarsat C System Definition Manual - CD004 PDFborisgolodenko100% (1)
- Dyeing Process Guide: Types, Machines & OptimizationДокумент3 страницыDyeing Process Guide: Types, Machines & OptimizationVipin Singh KandholОценок пока нет
- QMCS 16 - 2 Process CapabilityДокумент27 страницQMCS 16 - 2 Process CapabilityalegabipachecoОценок пока нет
- Raft Slab DesignДокумент5 страницRaft Slab DesignLekins Sefiu Yekini100% (2)
- EHP 200A 11-10-NardaДокумент7 страницEHP 200A 11-10-NardaDrughinsОценок пока нет
- Lab Report 11Документ6 страницLab Report 11James Lemuel MallapreОценок пока нет
- Squid InvaderДокумент14 страницSquid InvaderMikhail Roy Dela CruzОценок пока нет