Вам также может понравиться
- 1ro Recuperacion Experiencia 01Документ41 страница1ro Recuperacion Experiencia 01Cruz Alejandrina Castillo MarquezОценок пока нет
- Ept 2Документ4 страницыEpt 2Rhucliana P-cОценок пока нет
- Activi: Elaboramos Medios de Comunicación para Dar Recomendaciones Sobre La Participación Ciudadana en Las EleccionesДокумент5 страницActivi: Elaboramos Medios de Comunicación para Dar Recomendaciones Sobre La Participación Ciudadana en Las EleccionesRhucliana P-c100% (1)
- Viscosidad FinalДокумент9 страницViscosidad FinalRhucliana P-cОценок пока нет
- Folle ToДокумент2 страницыFolle ToRhucliana P-cОценок пока нет
- Bases VI Concurso Gastronómico Come Pescado Con TodoДокумент14 страницBases VI Concurso Gastronómico Come Pescado Con TodoRhucliana P-cОценок пока нет
- En Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesДокумент33 страницыEn Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesRhucliana P-cОценок пока нет
- Etiqueta de La AteДокумент1 страницаEtiqueta de La AteRhucliana P-cОценок пока нет
- PORTADAДокумент2 страницыPORTADARhucliana P-cОценок пока нет
- En Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesДокумент3 страницыEn Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesRhucliana P-cОценок пока нет
- YogurtДокумент47 страницYogurtRhucliana P-cОценок пока нет
- 1Документ5 страниц1Rhucliana P-cОценок пока нет
- Balance de Energia Del Proceso de PasteurizacionДокумент2 страницыBalance de Energia Del Proceso de PasteurizacionRhucliana P-cОценок пока нет
- Aplicaciones de La Biotecnología PDFДокумент124 страницыAplicaciones de La Biotecnología PDFLina Marcela Porras SamboniОценок пока нет
- Averiguar Los TratamientosДокумент2 страницыAveriguar Los TratamientosRhucliana P-cОценок пока нет
- Procesamiento de YogurtДокумент34 страницыProcesamiento de YogurtMatias BanegaОценок пока нет
- Proyecto de Yogurt Casero IДокумент73 страницыProyecto de Yogurt Casero IMary Anne Cedeño García88% (24)
- Molino Espiga Del NorteДокумент37 страницMolino Espiga Del NorteRhucliana P-c0% (1)
- Venta Leche 2000-2012Документ2 страницыVenta Leche 2000-2012Rhucliana P-cОценок пока нет
- Analisis Sector Lacteo PeruanoДокумент33 страницыAnalisis Sector Lacteo PeruanoLuis Omar0% (1)
- Estudi0 de Mercado de Materia PrimaДокумент8 страницEstudi0 de Mercado de Materia PrimaRhucliana P-cОценок пока нет
- En Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesДокумент3 страницыEn Una Institución Educativa de Nivel Segundario Se Desea Determinar La Proporción de Estudiantes de Primer Grado Que Sufren Caries DentalesRhucliana P-cОценок пока нет
- Molino Espiga Del NorteДокумент37 страницMolino Espiga Del NorteRhucliana P-c0% (1)
- SalidaДокумент2 страницыSalidaRhucliana P-cОценок пока нет
- Proyecto PaulinoДокумент58 страницProyecto PaulinoRhucliana P-cОценок пока нет
- Zona en Caso de SismosДокумент1 страницаZona en Caso de SismosRhucliana P-cОценок пока нет
- Proceso de Pilado Del Arroz Molino Espiga Del Norte E.I.R.L.Документ18 страницProceso de Pilado Del Arroz Molino Espiga Del Norte E.I.R.L.Rhucliana P-c0% (1)
- SalidaДокумент2 страницыSalidaRhucliana P-cОценок пока нет
- Yogurt de Arandano Con LinazaДокумент1 страницаYogurt de Arandano Con LinazaRhucliana P-cОценок пока нет
- 40 Preguntas Bsicas de Diesel ElectronicoДокумент2 страницы40 Preguntas Bsicas de Diesel ElectronicoKristianTabimaОценок пока нет
- Fallas Prematuras - V2Документ2 страницыFallas Prematuras - V2Stiven Vidal Sucasaca Peredo100% (1)
- Análisis Económico Práctico de Un Motor de Gasolina Convertido A GLPДокумент8 страницAnálisis Económico Práctico de Un Motor de Gasolina Convertido A GLPAlexander Soto BarredaОценок пока нет
- Gas SecoДокумент6 страницGas SecoEfren Jose Guerra50% (2)
- prsnt8 Informe AdblueДокумент1 страницаprsnt8 Informe AdblueRaúl FernándezОценок пока нет
- Buques FPSOДокумент3 страницыBuques FPSORicardo Vicario RuizОценок пока нет
- Proyecto Caldera PeñarroyaДокумент108 страницProyecto Caldera PeñarroyaBaltasarОценок пока нет
- Castrol GTX 20w 50Документ2 страницыCastrol GTX 20w 50MaykellОценок пока нет
- ARMADO DE CURSO DE MOTORES 3500 (Version 3)Документ83 страницыARMADO DE CURSO DE MOTORES 3500 (Version 3)Jose Mejias100% (2)
- Diseño de La Estaciòn de Flujo en JunínДокумент36 страницDiseño de La Estaciòn de Flujo en JunínMorales CastilloОценок пока нет
- Diagrama de Fusibles Del VW CaribeДокумент5 страницDiagrama de Fusibles Del VW CaribecloudpatОценок пока нет
- Manual TurbosДокумент7 страницManual TurbosDjMemo ElipsisОценок пока нет
- Turbo Compresor TermodinamicaДокумент12 страницTurbo Compresor TermodinamicaLenin Yopee SipeyooОценок пока нет
- Sistemas de Alimentacion GNC en AutomocionДокумент33 страницыSistemas de Alimentacion GNC en AutomocionDenis UgeñoОценок пока нет
- Potencia Bruta, Potencia Neta y Potencia UtilДокумент6 страницPotencia Bruta, Potencia Neta y Potencia Utilantbarrier67% (3)
- Cálculos para Biela Manivela CorrederaДокумент8 страницCálculos para Biela Manivela CorrederaDanielGonzálezОценок пока нет
- Seminario 1 La Cira-InfantasДокумент15 страницSeminario 1 La Cira-InfantasJohan Steven Pinto AcostaОценок пока нет
- Azufre y TBN Grafica Seleccionar El AceiteДокумент3 страницыAzufre y TBN Grafica Seleccionar El AceitevictorhernandezregaОценок пока нет
- T2 - Sistema de Admisión y Escape-1-1Документ17 страницT2 - Sistema de Admisión y Escape-1-1Marcial Panuera HuarhuaОценок пока нет
- Volantes - Unidad ViДокумент20 страницVolantes - Unidad ViRicardoLandaa100% (1)
- 2907 1322014183856 MaautesДокумент79 страниц2907 1322014183856 Maautesajrojas1359Оценок пока нет
- Cuestionario MotoresДокумент18 страницCuestionario MotoresAndres Felipe Fernandez Alvis0% (1)
- Reingeniería Del Sistema de Vapor para El Hospital NavalДокумент70 страницReingeniería Del Sistema de Vapor para El Hospital NavaljosebaldesОценок пока нет
- Manual Quemador BalturДокумент136 страницManual Quemador Balturgsolartec6363Оценок пока нет
- CromatografíaДокумент11 страницCromatografíaEl RichardsonОценок пока нет
- Combustibles FosilesДокумент4 страницыCombustibles FosilesNathaly LokitaОценок пока нет
- PRESALДокумент12 страницPRESALSarga TanОценок пока нет
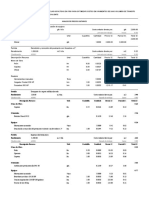
- APU FINAL Mezcla-Asfaltica-en CalienteДокумент3 страницыAPU FINAL Mezcla-Asfaltica-en CalienteJonathan SalasОценок пока нет
- MecánicaДокумент197 страницMecánicabenjaminОценок пока нет
- Seguridad en Bodegas de AlmacenamientoДокумент112 страницSeguridad en Bodegas de AlmacenamientoCarolina Palma Cisternas67% (3)