Вам также может понравиться
- Rapport de StageДокумент60 страницRapport de StageAnonymous BD3UYkОценок пока нет
- Magazine Le Monde Diplomatique N 766 - Janvier 2018Документ28 страницMagazine Le Monde Diplomatique N 766 - Janvier 2018Robbie De WitОценок пока нет
- Mersen, Votre Fournisseur de Solutions Pour Moteurs Et GenerateursДокумент7 страницMersen, Votre Fournisseur de Solutions Pour Moteurs Et GenerateursmauriceОценок пока нет
- Hydraulique - Continental - BrochureДокумент6 страницHydraulique - Continental - BrochureTactik SeoОценок пока нет
- Accouplement Agitation PDFДокумент88 страницAccouplement Agitation PDFmguisseОценок пока нет
- Catalogue Atom Metal 26052022-ISOДокумент35 страницCatalogue Atom Metal 26052022-ISOHicham BENNIОценок пока нет
- ESTANDA-FR. - Catalogue Génénal Aciers RéfractairesДокумент9 страницESTANDA-FR. - Catalogue Génénal Aciers RéfractairesYao Albert KouakouОценок пока нет
- Brochure Joints Culasse FrancaisДокумент32 страницыBrochure Joints Culasse FrancaisFodil DouazОценок пока нет
- AccouplementsДокумент16 страницAccouplementsbest foryouОценок пока нет
- Catalogue Lugand Aciers FRДокумент316 страницCatalogue Lugand Aciers FRNicolas ChatonОценок пока нет
- Cat FranceseДокумент36 страницCat Francesemankour sofianeОценок пока нет
- Rexnord Marbett FrenchДокумент395 страницRexnord Marbett Frenchantoine.fagnouОценок пока нет
- TD OPTIFLUX2000 FR 180129 4000089707 R10Документ40 страницTD OPTIFLUX2000 FR 180129 4000089707 R10Rabii El HadratiОценок пока нет
- Catalogue RohmДокумент322 страницыCatalogue RohmDavid CalderonОценок пока нет
- 1 PTT Solutions Electriques Pour Moteurs Et Generateurs Mersen PDFДокумент8 страниц1 PTT Solutions Electriques Pour Moteurs Et Generateurs Mersen PDFtiklitОценок пока нет
- Présentation UIS PDFДокумент16 страницPrésentation UIS PDFKawtar MaftahОценок пока нет
- TOTAL Solution de Lu Pour IndustrieДокумент34 страницыTOTAL Solution de Lu Pour Industrieemmanuel kyunduОценок пока нет
- Presentation PDFДокумент11 страницPresentation PDFbizou bizousseОценок пока нет
- Seriesg-French CatalogueДокумент70 страницSeriesg-French Cataloguewahid ysОценок пока нет
- AdiWatt OmbrieresДокумент17 страницAdiWatt OmbrieresЖивко АпостолоскиОценок пока нет
- THERMPROCESS 2019 Silicon RAS BV Product GMTN2019.2577667 db22nOrnSVSeSl6ezcKpHgДокумент2 страницыTHERMPROCESS 2019 Silicon RAS BV Product GMTN2019.2577667 db22nOrnSVSeSl6ezcKpHgAbdo BejaadiОценок пока нет
- FR DX85R-3 Brochure D4405521 11-2019 LowRes PDFДокумент12 страницFR DX85R-3 Brochure D4405521 11-2019 LowRes PDFHervé ChédruОценок пока нет
- Rédaction Dmos WPS de Soudage Eswl 01 2019Документ2 страницыRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- ACERO TRABAJO EN FRIO K100 FSP PDFДокумент16 страницACERO TRABAJO EN FRIO K100 FSP PDFjohon alver hidalgo cardonaОценок пока нет
- Oil Distrution Transformers, FrenchДокумент10 страницOil Distrution Transformers, FrenchMostafa EL-AttarОценок пока нет
- Catalogue RenoldДокумент12 страницCatalogue Renoldeif-elОценок пока нет
- Catalogue Lugand Aciers FRДокумент280 страницCatalogue Lugand Aciers FROlivier LdyОценок пока нет
- Solutions D' Extrusion IndustrielleДокумент16 страницSolutions D' Extrusion IndustriellealumincosalescreteОценок пока нет
- Timken Spherical Roller Bearing Catalog FR PDFДокумент182 страницыTimken Spherical Roller Bearing Catalog FR PDFMed Ali MaatougОценок пока нет
- Beinlich Uebersichtskatalog FR 0619Документ16 страницBeinlich Uebersichtskatalog FR 0619RedOne KhasmiОценок пока нет
- Présentation ICAR-CM2TДокумент20 страницPrésentation ICAR-CM2Tpascal.brenotОценок пока нет
- Catálogo Bohler PulvimetalúrgicosДокумент16 страницCatálogo Bohler Pulvimetalúrgicosfbp81Оценок пока нет
- 2012 ADETS EurocodeДокумент84 страницы2012 ADETS EurocodeFALLОценок пока нет
- Catalogue ABRAMSДокумент164 страницыCatalogue ABRAMSChristophe RollandОценок пока нет
- Brochure ProcoДокумент24 страницыBrochure Procolecar dantaryОценок пока нет
- 5 Nouveaux Produits. FRPPTДокумент26 страниц5 Nouveaux Produits. FRPPTagvassОценок пока нет
- FSW Friction MalaxageДокумент4 страницыFSW Friction MalaxageTps TaquillaОценок пока нет
- Acier - Produits - CatalogueFR11Документ128 страницAcier - Produits - CatalogueFR11Michael Da CunhaОценок пока нет
- FOC FR 3 Volets Maintenance A4 Pages Par Pages BD MinДокумент6 страницFOC FR 3 Volets Maintenance A4 Pages Par Pages BD MinAdony Ndinga NdingaОценок пока нет
- Nouveaux Outils de Formage Pour La Fabrication de Clous de Hard Material Solutions by CERATIZITДокумент5 страницNouveaux Outils de Formage Pour La Fabrication de Clous de Hard Material Solutions by CERATIZITSamuel BasimaОценок пока нет
- Ugiweb 684436Документ8 страницUgiweb 684436RAHINE AmineОценок пока нет
- Micromoteur CrouzetДокумент164 страницыMicromoteur Crouzeteric_lalique8480Оценок пока нет
- Meka Crushing Screening Catalogue FRДокумент36 страницMeka Crushing Screening Catalogue FRAlassane NdoyeОценок пока нет
- 4pagesTCSPA1 PDFДокумент12 страниц4pagesTCSPA1 PDFDODOHICHAMОценок пока нет
- SIDEROS Dossier CandidatДокумент4 страницыSIDEROS Dossier Candidatelodiegrison72Оценок пока нет
- 02-Technologie Des RoulementsДокумент18 страниц02-Technologie Des Roulementslagrange29 lagrangeОценок пока нет
- Présentation - Grid Energy CompanyДокумент21 страницаPrésentation - Grid Energy Companyakram elmsiehОценок пока нет
- Rapport Uis ConvertiДокумент33 страницыRapport Uis ConvertiKarim AitОценок пока нет
- Artificial Lift : Des Solutions Innovantes Et Flexibles Pour Optimiser La Production Des GisementsДокумент20 страницArtificial Lift : Des Solutions Innovantes Et Flexibles Pour Optimiser La Production Des GisementsSerge RINAUDOОценок пока нет
- Recommandations - Galvanisation A ChaudДокумент112 страницRecommandations - Galvanisation A ChaudRadhouene Ben JdidiaОценок пока нет
- Graisse Roulements SKFДокумент4 страницыGraisse Roulements SKFFrederic PetitotОценок пока нет
- FR DX140LC-5 21 05 2019Документ24 страницыFR DX140LC-5 21 05 2019alexandreОценок пока нет
- Presentation MG-Valdunes FRДокумент19 страницPresentation MG-Valdunes FRStéphanie MilaineОценок пока нет
- Grinding Wheels French 03Документ24 страницыGrinding Wheels French 03watsopОценок пока нет
- Pelles Excavatrices Électriques P HДокумент7 страницPelles Excavatrices Électriques P HMohamedou SeyidОценок пока нет
- Présentation de L'entreprise TMB: Technique Maintenance BelfkihДокумент19 страницPrésentation de L'entreprise TMB: Technique Maintenance BelfkihFatima zahra EzzahraouiОценок пока нет
- Procédé de Taillage Des DenturesДокумент10 страницProcédé de Taillage Des DenturesMohamed DiawissОценок пока нет
- DEBIMETRE KROHNE-TD - OPTIFLUX4000 - FRДокумент48 страницDEBIMETRE KROHNE-TD - OPTIFLUX4000 - FRLaakad OmarОценок пока нет
- Catalogue 2004Документ66 страницCatalogue 2004Bassem BhiriОценок пока нет
- Angular : Maîtriser le Framework Incontournable pour des Applications Web PerformantesОт EverandAngular : Maîtriser le Framework Incontournable pour des Applications Web PerformantesОценок пока нет
- Technologie automobile: Les Grands Articles d'UniversalisОт EverandTechnologie automobile: Les Grands Articles d'UniversalisОценок пока нет
- Iso 6157-3Документ16 страницIso 6157-3ناريمان ابو السعودОценок пока нет
- SOMAIRE ELEMENT DE FIXATION Pour AFNOR PDFДокумент14 страницSOMAIRE ELEMENT DE FIXATION Pour AFNOR PDFناريمان ابو السعودОценок пока нет
- Goupilles PDFДокумент1 страницаGoupilles PDFناريمان ابو السعودОценок пока нет
- Correspondance Norme Din Iso Nfen Nfe BV Ldoc36 1Документ9 страницCorrespondance Norme Din Iso Nfen Nfe BV Ldoc36 1ناريمان ابو السعودОценок пока нет
- Norme ControleДокумент8 страницNorme Controleناريمان ابو السعودОценок пока нет
- Correspondance Norme Din Iso Nfen Nfe BV Ldoc36 1Документ10 страницCorrespondance Norme Din Iso Nfen Nfe BV Ldoc36 1ناريمان ابو السعودОценок пока нет
- pg700 Fra 120418 2Документ6 страницpg700 Fra 120418 2ناريمان ابو السعودОценок пока нет
- Almac FB 1005 FRДокумент8 страницAlmac FB 1005 FRناريمان ابو السعودОценок пока нет
- Convention de Stage Salarie À RemplirДокумент8 страницConvention de Stage Salarie À RemplirЯрослав АртемьевОценок пока нет
- Seuil de RentabilitéДокумент3 страницыSeuil de RentabilitésoufianovicОценок пока нет
- Business PlanДокумент27 страницBusiness PlanPF GabonОценок пока нет
- Calculmental CM1Документ11 страницCalculmental CM1Karim Medjadi100% (1)
- Chap It Re 6Документ10 страницChap It Re 6Mannou MayОценок пока нет
- 1ère Partie Chapitre 1 Lapproche Classique de LentrepriseДокумент4 страницы1ère Partie Chapitre 1 Lapproche Classique de LentrepriseHassan BassidiОценок пока нет
- Ineris TraitementsДокумент689 страницIneris TraitementsTyouba Mouhamed GoddiОценок пока нет
- Adresse BouLLCMAДокумент1 страницаAdresse BouLLCMAKarman StephОценок пока нет
- Be26063674993329 20220125 00001 PDFДокумент12 страницBe26063674993329 20220125 00001 PDFJunior ClostermanОценок пока нет
- Manuel PDFДокумент416 страницManuel PDFRafik RafikОценок пока нет
- Résumé Marketing StratégiqueДокумент8 страницRésumé Marketing StratégiqueAzer Aze94% (17)
- PROG National 2023Документ2 страницыPROG National 2023racha bellalОценок пока нет
- L'accord D'agadirДокумент24 страницыL'accord D'agadirMomo MakОценок пока нет
- 0 - Industrie Et Energie Au MarocДокумент22 страницы0 - Industrie Et Energie Au Marocbasma nhariОценок пока нет
- Manuel Sur Le Systeme Harmonise-2Документ60 страницManuel Sur Le Systeme Harmonise-2Boualem BouricheОценок пока нет
- Cas Simple Sacs Porte BébéДокумент2 страницыCas Simple Sacs Porte BébéAYMANE MSKОценок пока нет
- Chap 13 L'augmentation Du Capital Application 2 CorrigéДокумент3 страницыChap 13 L'augmentation Du Capital Application 2 CorrigéSenda CharfiОценок пока нет
- Architecture GrecqueДокумент8 страницArchitecture Grecquechayma100% (1)
- La Holding Au Service de La Transmission Des Entreprises Familiales : Un Cadre Légal Globalement Satisfaisant Mais Encore ImparfaitДокумент36 страницLa Holding Au Service de La Transmission Des Entreprises Familiales : Un Cadre Légal Globalement Satisfaisant Mais Encore ImparfaitArnaud DumourierОценок пока нет
- Cours D'ecopol PDFДокумент26 страницCours D'ecopol PDFFranck Einstein100% (1)
- 30 Glorieuses PDFДокумент5 страниц30 Glorieuses PDFscribdellОценок пока нет
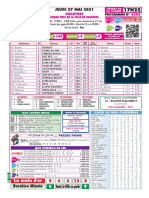
- Programmes Du Jeudi 27 Mai 2021 (Imprimerie)Документ4 страницыProgrammes Du Jeudi 27 Mai 2021 (Imprimerie)Al MabОценок пока нет
- Facture Freemobile 20230910Документ6 страницFacture Freemobile 20230910mielisimoneОценок пока нет
- Questionnaire Sur Votre Gestion Du Contenu Local 2022: Go12t2not Be.Документ5 страницQuestionnaire Sur Votre Gestion Du Contenu Local 2022: Go12t2not Be.Awa NdiayeОценок пока нет
- Controle MichocДокумент2 страницыControle MichocazweegooОценок пока нет
- Dénonciation de Madame Minette LIBOM LI LIKENG, Et de Messieurs BIYITI BI ESSAM, David NKOTO Emane, Et CompagnieДокумент101 страницаDénonciation de Madame Minette LIBOM LI LIKENG, Et de Messieurs BIYITI BI ESSAM, David NKOTO Emane, Et CompagnieONDOUA ELLA GODFROIDОценок пока нет
- Formalites Pour La Constitution SocieteДокумент3 страницыFormalites Pour La Constitution SocieteNadia MossadekОценок пока нет
- Rapport Structures MetalliquesДокумент14 страницRapport Structures MetalliquesGhayt MohamedОценок пока нет
- Bulletin 1 MaysseneДокумент1 страницаBulletin 1 MayssenecherifОценок пока нет