Вам также может понравиться
- Capstone - An Introduction To The CM ProfessionДокумент244 страницыCapstone - An Introduction To The CM Professiongio_500075% (4)
- Waste Oil RefiningДокумент6 страницWaste Oil RefiningJohn simpson100% (1)
- Solvent DewaxingДокумент14 страницSolvent Dewaxingابوالحروف العربي ابوالحروفОценок пока нет
- Hood Duct and Stack Design PDFДокумент59 страницHood Duct and Stack Design PDFSanth RaulОценок пока нет
- 0298 704 1 Sys El en 144Документ230 страниц0298 704 1 Sys El en 144api-19483250100% (3)
- Base Oil Markets and Drivers Nov 2016Документ28 страницBase Oil Markets and Drivers Nov 2016SERGIO PAVAОценок пока нет
- Solvent Dewaxing - Group 6Документ43 страницыSolvent Dewaxing - Group 6Bóng Đá- Quán bia tổng hợp100% (1)
- Waste Oil Re-Refining Syste..Документ1 страницаWaste Oil Re-Refining Syste..khandoo_amitОценок пока нет
- Solvent Extraction Technology For Used Oil TreatmentДокумент2 страницыSolvent Extraction Technology For Used Oil TreatmentSanjyog DowerahОценок пока нет
- Octane Boosters - Which Is BestДокумент3 страницыOctane Boosters - Which Is Besttaufany99Оценок пока нет
- Technology For Rerefining Used Lube Oils Applied in Europe A Review PDFДокумент14 страницTechnology For Rerefining Used Lube Oils Applied in Europe A Review PDFMASOMESE KIKILEОценок пока нет
- Bio Energy Presentation of Bio FuelДокумент31 страницаBio Energy Presentation of Bio FuelDeep GreyОценок пока нет
- Dewaxing ProcessesДокумент19 страницDewaxing ProcessesMahi FatimaОценок пока нет
- STP Present Used Lube Oil Re-Refining 25anniversaryДокумент89 страницSTP Present Used Lube Oil Re-Refining 25anniversaryEng D A MaxОценок пока нет
- Palm Fatty Acid Distillate BiodieselДокумент4 страницыPalm Fatty Acid Distillate Biodieseldwi anggraeniОценок пока нет
- LUB Oil RefiningДокумент2 страницыLUB Oil RefiningGarry SandhuОценок пока нет
- Lube RefineryДокумент20 страницLube RefineryRajОценок пока нет
- Mini Oil Refinery Plant PDFДокумент3 страницыMini Oil Refinery Plant PDFrudiandriesОценок пока нет
- Group I Base OilsДокумент72 страницыGroup I Base OilsMustafa100% (1)
- Lube Oil Re-Refining TechnologyДокумент25 страницLube Oil Re-Refining TechnologySunil BhosaleОценок пока нет
- Lube Oil Re-Refining TechnologyДокумент25 страницLube Oil Re-Refining TechnologySunil BhosaleОценок пока нет
- Lube Oil Re-Refining TechnologyДокумент25 страницLube Oil Re-Refining TechnologySunil BhosaleОценок пока нет
- Automotive Base Oil PresentationДокумент38 страницAutomotive Base Oil PresentationValentine Sule100% (1)
- Used Oil Recovery Refining) Plants-PrintДокумент20 страницUsed Oil Recovery Refining) Plants-PrintRahul Dalal100% (1)
- Part 1-LubeДокумент133 страницыPart 1-LubeHưng Luca100% (1)
- Oleochemical Industry Future Through Biotechnology: ReviewДокумент10 страницOleochemical Industry Future Through Biotechnology: ReviewAmanda SartikaОценок пока нет
- Base Oil and Wax ProductionДокумент30 страницBase Oil and Wax Productionphucdc095041100% (1)
- Re-Refining of Used Lube OilsДокумент23 страницыRe-Refining of Used Lube OilsJaydeep TayadeОценок пока нет
- 01 - Base OilsДокумент43 страницы01 - Base Oilsrobertoalfaro492023100% (3)
- Base Oil Groups Manufacture Properties and PerformanceДокумент4 страницыBase Oil Groups Manufacture Properties and Performanceiosalcido100% (1)
- Production of GreaseДокумент7 страницProduction of GreasevisharlanОценок пока нет
- Used Lube RecyclingДокумент62 страницыUsed Lube RecyclingBharat SharmaОценок пока нет
- 2011 Feb Dewaxing AidsДокумент18 страниц2011 Feb Dewaxing AidsdchyОценок пока нет
- Lubricating Oil AdditivesДокумент21 страницаLubricating Oil AdditivesTrần Thùy LinhОценок пока нет
- Liquid Paraffin Sovyet Urea-DewaxingДокумент6 страницLiquid Paraffin Sovyet Urea-DewaxingAndrek QueckОценок пока нет
- Process For Refining of Used Lubricating OilДокумент8 страницProcess For Refining of Used Lubricating OilSubrata Banerjee100% (2)
- Processing of Grease With PDFДокумент92 страницыProcessing of Grease With PDFahmetОценок пока нет
- Double Walled Storage TankДокумент4 страницыDouble Walled Storage Tankrkgt67% (3)
- 25 Hylube ProcessДокумент2 страницы25 Hylube Processramonchang100% (1)
- Mono Ethylene GlycolДокумент8 страницMono Ethylene GlycolBavitha YadavОценок пока нет
- Recycling Used Lubricating Oil Using Untreated, Activated and Calcined Clay MethodsДокумент6 страницRecycling Used Lubricating Oil Using Untreated, Activated and Calcined Clay MethodsTuribio SunnyОценок пока нет
- 6 Refining: 6.1 Fractional DistillationДокумент10 страниц6 Refining: 6.1 Fractional Distillationaldi gufroniОценок пока нет
- Solvent Extraction and DewaxingДокумент21 страницаSolvent Extraction and DewaxingAnwesh SatapathyОценок пока нет
- Process SynthesisДокумент30 страницProcess Synthesismiza adlin100% (1)
- JamnagarДокумент3 страницыJamnagarkallurisuryaОценок пока нет
- List of Commonly Encountered Petroleum and Petroleum ProductsДокумент6 страницList of Commonly Encountered Petroleum and Petroleum ProductsEddie MoeОценок пока нет
- Stenter Exhaust Heat Recovery For Combustion Air PreheatingДокумент76 страницStenter Exhaust Heat Recovery For Combustion Air Preheatingmohitishar100% (2)
- Crude Oil ProcessingДокумент19 страницCrude Oil ProcessingYinka OlatunjiОценок пока нет
- Waxes Are A Diverse Class of Organic Compounds That Are Hydrophobic, MalleableДокумент5 страницWaxes Are A Diverse Class of Organic Compounds That Are Hydrophobic, MalleableAmmar SiddiquiОценок пока нет
- Lube RefineryДокумент20 страницLube RefineryPraphulkp50% (2)
- 1TGC902030B0202 - MNS System Guide Layout PDFДокумент34 страницы1TGC902030B0202 - MNS System Guide Layout PDFHujiLoko100% (1)
- How Lubricating Oil Is Made - Material, History, Used, Processing, Parts, Components, Industry, Raw Materials, The Manufacturing Process of Lubricating Oil, Quality Control, The FutureДокумент5 страницHow Lubricating Oil Is Made - Material, History, Used, Processing, Parts, Components, Industry, Raw Materials, The Manufacturing Process of Lubricating Oil, Quality Control, The Futureeng_miro_88100% (1)
- Lube Oil Blending PlantДокумент29 страницLube Oil Blending Plantmgamal1080100% (1)
- Polymer Air Pre HeaterДокумент22 страницыPolymer Air Pre HeaterCarlos SopasОценок пока нет
- Ethylene Tech Sheet 30M092014Hv4 PDFДокумент2 страницыEthylene Tech Sheet 30M092014Hv4 PDFsuhas pawarОценок пока нет
- Water Reduction and Reuse in The Petroleum IndustryNovemberДокумент57 страницWater Reduction and Reuse in The Petroleum IndustryNovemberwaheed2286Оценок пока нет
- Catalytic Reforming - 2Документ30 страницCatalytic Reforming - 2Alekhya Bandaru0% (1)
- Refining of Used Oil POSTER (4489)Документ1 страницаRefining of Used Oil POSTER (4489)Movies EraОценок пока нет
- Understanding Calcium Sulfonate ThickenersДокумент3 страницыUnderstanding Calcium Sulfonate ThickenersAlejandro José Poveda GuevaraОценок пока нет
- Vegetable Oil Extraction - Vegetable Refinery - Solvent Extraction Plant - MectechДокумент9 страницVegetable Oil Extraction - Vegetable Refinery - Solvent Extraction Plant - Mectechmectech50% (2)
- Guideline For Establishment of Lube Plant and Application FormДокумент11 страницGuideline For Establishment of Lube Plant and Application FormEmmanuel OguaforОценок пока нет
- Engine Oil RecoveryДокумент36 страницEngine Oil RecoveryAssif NisarОценок пока нет
- 27 UnionfiningДокумент2 страницы27 Unionfiningali11111Оценок пока нет
- Lube Oil ManufacturingДокумент7 страницLube Oil ManufacturingLakshya SaxenaОценок пока нет
- Base Oil GroupsДокумент2 страницыBase Oil GroupswaleedtanvirОценок пока нет
- Lubricant Base Oil Deasphalting ProcessesДокумент3 страницыLubricant Base Oil Deasphalting Processesahmed atwaОценок пока нет
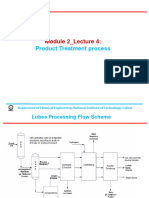
- Module2 Lect4Документ28 страницModule2 Lect4srirajgirish7Оценок пока нет
- Overview - PREДокумент19 страницOverview - PREayush gandhiОценок пока нет
- MICROWAVE DRYER LitДокумент4 страницыMICROWAVE DRYER LitSunil BhosaleОценок пока нет
- Rufouz Hitek Engineers Pvt. LTDДокумент3 страницыRufouz Hitek Engineers Pvt. LTDSunil BhosaleОценок пока нет
- HTR Presentation - Balaji Amines PDFДокумент20 страницHTR Presentation - Balaji Amines PDFSunil BhosaleОценок пока нет
- HTR Presentation - Balaji Amines PDFДокумент20 страницHTR Presentation - Balaji Amines PDFSunil BhosaleОценок пока нет
- HTR Presentation PDFДокумент20 страницHTR Presentation PDFSunil BhosaleОценок пока нет
- Rufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringДокумент40 страницRufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringSunil BhosaleОценок пока нет
- Rufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringДокумент40 страницRufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringSunil BhosaleОценок пока нет
- HTR Presentation PDFДокумент20 страницHTR Presentation PDFSunil BhosaleОценок пока нет
- PresentationRUFOUZRev3 PDFДокумент40 страницPresentationRUFOUZRev3 PDFSunil BhosaleОценок пока нет
- PresentationRUFOUZRev3 PDFДокумент40 страницPresentationRUFOUZRev3 PDFSunil BhosaleОценок пока нет
- Presentation Ruf Ouz Rev 2Документ44 страницыPresentation Ruf Ouz Rev 2Sunil BhosaleОценок пока нет
- Hitek Engineers: The Concern For Excellence in EngineeringДокумент54 страницыHitek Engineers: The Concern For Excellence in EngineeringSunil BhosaleОценок пока нет
- Hitek Engineers: The Concern For Excellence in EngineeringДокумент54 страницыHitek Engineers: The Concern For Excellence in EngineeringhiteksbОценок пока нет
- Hitek Engineers: The Concern For Excellence in EngineeringДокумент54 страницыHitek Engineers: The Concern For Excellence in EngineeringhiteksbОценок пока нет
- PresentationHITEK Rev1Документ39 страницPresentationHITEK Rev1Sunil BhosaleОценок пока нет
- Hitek Engineers: The Concern For Excellence in EngineeringДокумент54 страницыHitek Engineers: The Concern For Excellence in EngineeringSunil BhosaleОценок пока нет
- Panasonic Bathroom Fan Heater Combo Service ManualДокумент15 страницPanasonic Bathroom Fan Heater Combo Service ManualddОценок пока нет
- UL - Certificate of Compliance-Ex6008Документ6 страницUL - Certificate of Compliance-Ex6008BENYОценок пока нет
- Laurentiu Pahon CVДокумент4 страницыLaurentiu Pahon CVpa_flaviaaОценок пока нет
- #4 Standard 3 Wheel SKD CKD FinalДокумент15 страниц#4 Standard 3 Wheel SKD CKD Finalnatan makuОценок пока нет
- CETOP Certified Education CentreДокумент24 страницыCETOP Certified Education CentrehiteshОценок пока нет
- Sam Tidhar - Palm Oil Digital 2018Документ18 страницSam Tidhar - Palm Oil Digital 2018RahmawatiОценок пока нет
- b-757 Rev 31Документ173 страницыb-757 Rev 31Pero PericОценок пока нет
- Department of Engineering: Term Paper ReportДокумент21 страницаDepartment of Engineering: Term Paper ReportAmitaj SainiОценок пока нет
- BoM For TransformerДокумент24 страницыBoM For TransformeritsmercyadavОценок пока нет
- Acc Gearbox Manual PDFДокумент47 страницAcc Gearbox Manual PDFRESIMEN MAHASISWA SATUAN 605 / PWBОценок пока нет
- Clean Energy Generation, Integration and Storage (Eee-801) : Dr. Abasin Ulasyar Assistant Professor (NUST USPCAS-E)Документ12 страницClean Energy Generation, Integration and Storage (Eee-801) : Dr. Abasin Ulasyar Assistant Professor (NUST USPCAS-E)Malik Shahzeb Ali0% (1)
- Dyeing and Printing DefectsДокумент25 страницDyeing and Printing DefectsMustafa Cuneyt GezenОценок пока нет
- HVAC InstallДокумент18 страницHVAC Installwolf1254Оценок пока нет
- Ministry of Public Works, Liberia: Flakiness Index - FiДокумент2 страницыMinistry of Public Works, Liberia: Flakiness Index - FikwameОценок пока нет
- Oral Test For S.ce102 Scott Edited 1Документ10 страницOral Test For S.ce102 Scott Edited 1Лхагва СүрэнОценок пока нет
- (BDP-10A) : PG Series Service SchematicДокумент9 страниц(BDP-10A) : PG Series Service Schematicvuqar0979Оценок пока нет
- Zoning and Designing For Affordability Using Modular Housing PDFДокумент123 страницыZoning and Designing For Affordability Using Modular Housing PDFJuhi ParyaniОценок пока нет
- Force Fluid Liquid Gas Pressure VacuumДокумент19 страницForce Fluid Liquid Gas Pressure VacuumJeshua LloreraОценок пока нет
- Wavin Pilsa PPR Technical Manual - March 2016Документ52 страницыWavin Pilsa PPR Technical Manual - March 2016George SobhyОценок пока нет
- Electrical LayoutДокумент1 страницаElectrical LayoutAnkush BhartiОценок пока нет
- Design and Analysis of BeamДокумент10 страницDesign and Analysis of BeamCyrus MatutinaОценок пока нет
- Purnell - 2012 - Material Nature Versus Structural Nurture The Embodied Carbon of Fundamental Structural ElementsДокумент8 страницPurnell - 2012 - Material Nature Versus Structural Nurture The Embodied Carbon of Fundamental Structural ElementsGabriel GodoyОценок пока нет
- Kenmore Elite Microwave ManualДокумент45 страницKenmore Elite Microwave ManualjibjabtooОценок пока нет
- Chennai Port Trust Final ReportДокумент185 страницChennai Port Trust Final ReportGopu100% (1)