Вам также может понравиться
- United States Patent 19Документ7 страницUnited States Patent 19Yosef Camposano RodriguezОценок пока нет
- Anhydrous Us PatentДокумент11 страницAnhydrous Us PatentAlexander ApuraОценок пока нет
- United States PatentДокумент6 страницUnited States PatentPaola LNОценок пока нет
- United States PatentДокумент10 страницUnited States PatentRuchita PoilkarОценок пока нет
- US5904835Документ9 страницUS5904835Gunship BattleОценок пока нет
- Control of Anaerobic Wastewater Treatment 1998 CATABOL US 5798043Документ8 страницControl of Anaerobic Wastewater Treatment 1998 CATABOL US 5798043miguel_vera6592Оценок пока нет
- Us4552979 PDFДокумент7 страницUs4552979 PDFTamiris CandiaОценок пока нет
- Process For Methanol ProductionДокумент7 страницProcess For Methanol Productionsahar vahdatifarОценок пока нет
- US4365087Документ8 страницUS4365087ali.a.yahyaОценок пока нет
- United States Patent (19) : HHHHHHHHHДокумент8 страницUnited States Patent (19) : HHHHHHHHHtasyiaОценок пока нет
- Aluminio ExtraccionДокумент7 страницAluminio ExtraccionjackyОценок пока нет
- Anhydrous Us Patent 4Документ6 страницAnhydrous Us Patent 4Alexander ApuraОценок пока нет
- United States Patent (19) : L 0/2 M80 SRДокумент6 страницUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRAОценок пока нет
- Syngas Composition FIX Haldor Topsoe US6224789B1Документ4 страницыSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriОценок пока нет
- Patente Tratamiento de Condensando de AmonioДокумент6 страницPatente Tratamiento de Condensando de AmonioJesus PerezОценок пока нет
- Argon Recovery From Silicon Crystal FurnaceДокумент7 страницArgon Recovery From Silicon Crystal FurnaceasdfqwerОценок пока нет
- United States Patent (19) : Bauer, Jr. Et Al. (45) Date of Patent: Mar. 2, 1999Документ22 страницыUnited States Patent (19) : Bauer, Jr. Et Al. (45) Date of Patent: Mar. 2, 1999qqОценок пока нет
- US8367867 - UreaДокумент12 страницUS8367867 - UreaRuchita PoilkarОценок пока нет
- Us 4479925Документ5 страницUs 4479925Katherine Benavides VillenaОценок пока нет
- United States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Документ5 страницUnited States Patent (19) : 11 Patent Number: 4,461,660 45) Date of Patent: Jul. 24, 1984Ben Duncan Málaga EspichánОценок пока нет
- Patente US5958744Документ12 страницPatente US5958744Estefania Angel ClavijoОценок пока нет
- United States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995Документ7 страницUnited States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995DILIP KulkarniОценок пока нет
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Документ8 страницUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaОценок пока нет
- United States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelДокумент5 страницUnited States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelPratamap OdelОценок пока нет
- United States Patent 19: Dumain Et AlДокумент10 страницUnited States Patent 19: Dumain Et AlFi FiyundaОценок пока нет
- US3049543Документ3 страницыUS3049543Julia Acevedo FuentesОценок пока нет
- Us 6288289Документ16 страницUs 6288289ade sefliaОценок пока нет
- United States Patent (19) (11) Patent Number: 5,770,677: Sridhar Et Al. (45) Date of Patent: Jun. 23, 1998Документ6 страницUnited States Patent (19) (11) Patent Number: 5,770,677: Sridhar Et Al. (45) Date of Patent: Jun. 23, 1998bvritОценок пока нет
- United States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Документ12 страницUnited States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Luigi RussoОценок пока нет
- III Iii Iihiiii: United States PatentДокумент11 страницIII Iii Iihiiii: United States Patentista fitriaОценок пока нет
- Chap 01 General and 02 Market PDFДокумент12 страницChap 01 General and 02 Market PDFWarlito BorneaОценок пока нет
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Документ5 страницUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015Оценок пока нет
- Us3607960 PDFДокумент7 страницUs3607960 PDFMuhammad Ridho RamdhaniОценок пока нет
- United States Patent (19) : Kiyuma Et Al. Apr. 3, 1990Документ7 страницUnited States Patent (19) : Kiyuma Et Al. Apr. 3, 1990mario 311Оценок пока нет
- US5527957Документ8 страницUS5527957THAIYEZI DEGREY OVALOS MORENOОценок пока нет
- Us4342699 PDFДокумент18 страницUs4342699 PDFKhabib FirmansyahОценок пока нет
- Patent Pabrik Pthalic Anhydride Proses Von HeydenДокумент7 страницPatent Pabrik Pthalic Anhydride Proses Von HeydenFaizhal DimazОценок пока нет
- (Patent) US4915930Документ9 страниц(Patent) US4915930Pavita SalsabilaОценок пока нет
- 5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1Документ12 страниц5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1leonard chokОценок пока нет
- Us 5282882Документ5 страницUs 5282882DhrupadSoniRaviОценок пока нет
- United States Patent (19) : (52) U.S. C.260/583 KДокумент5 страницUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanОценок пока нет
- United States Patent (19) : (Aziz 2Документ8 страницUnited States Patent (19) : (Aziz 2Magdy SalehОценок пока нет
- Paten Pembuatan Magnesium Klorida Dari Magnesium Hidroksida Dan Asam KloridaДокумент6 страницPaten Pembuatan Magnesium Klorida Dari Magnesium Hidroksida Dan Asam KloridaRaudhah AqilahОценок пока нет
- US5093538Документ6 страницUS5093538PrimoОценок пока нет
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Документ6 страницAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanОценок пока нет
- United States Patent (10) Patent N0.2 US 7,591,309 B2Документ19 страницUnited States Patent (10) Patent N0.2 US 7,591,309 B2KrozeОценок пока нет
- United States Patent (10) Patent No.: US 7,674,932 B2: Davey Et Al. (45) Date of Patent: Mar. 9, 2010Документ6 страницUnited States Patent (10) Patent No.: US 7,674,932 B2: Davey Et Al. (45) Date of Patent: Mar. 9, 2010treyzzztylerОценок пока нет
- An Engineer's Guide To Management of Change - CEP - Mar 2012Документ5 страницAn Engineer's Guide To Management of Change - CEP - Mar 2012onizuka-t2263Оценок пока нет
- Us5799507 - ScoreДокумент19 страницUs5799507 - ScoreDiego1980bОценок пока нет
- United States Patent (10) Patent No.: US 7,579,383 B2: Lattner (45) Date of Patent: Aug. 25, 2009Документ14 страницUnited States Patent (10) Patent No.: US 7,579,383 B2: Lattner (45) Date of Patent: Aug. 25, 2009ahmadОценок пока нет
- ACFrOgCzSLJ2vMIl7rp6LYiqY5Z5GMCq 1ubwgZry0rmNf0pQ6RqLVQu2LKFMgMTAM0B9TI4YnH6uDMon d3o2XckKRR uW5-jQM 4I5Phte4BVICL8Z5VGAZMuEHn0Документ6 страницACFrOgCzSLJ2vMIl7rp6LYiqY5Z5GMCq 1ubwgZry0rmNf0pQ6RqLVQu2LKFMgMTAM0B9TI4YnH6uDMon d3o2XckKRR uW5-jQM 4I5Phte4BVICL8Z5VGAZMuEHn0Mo OsОценок пока нет
- United States Patent (19) : Lenczyk May 20, 1986Документ7 страницUnited States Patent (19) : Lenczyk May 20, 1986JUNAID RAFEYОценок пока нет
- US8212074Документ11 страницUS8212074Muhammad Iqbal ChandioОценок пока нет
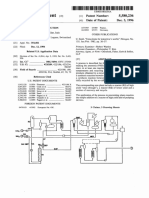
- United States Patent (19) 11 Patent Number: 5,580,236: Pagani 45 Date of Patent: Dec. 3, 1996Документ7 страницUnited States Patent (19) 11 Patent Number: 5,580,236: Pagani 45 Date of Patent: Dec. 3, 1996treyzzztylerОценок пока нет
- Heeeeeeeeee: United States PatentДокумент17 страницHeeeeeeeeee: United States PatentJohn WuОценок пока нет
- Us6210562 PDFДокумент8 страницUs6210562 PDFSyuhadah NoordinОценок пока нет
- US5240619Документ10 страницUS5240619Baba DookОценок пока нет
- US5969160 Post Reactor Neste 1998Документ4 страницыUS5969160 Post Reactor Neste 1998daraj darajОценок пока нет
- Us3850741 PDFДокумент6 страницUs3850741 PDFGandhi YellapuОценок пока нет
- Preparation of MethanolДокумент67 страницPreparation of MethanolGopal Agarwal100% (1)
- Chemical Process Modelling and Computer Simulation 201 333 TraducidoДокумент132 страницыChemical Process Modelling and Computer Simulation 201 333 TraducidoYosef Camposano RodriguezОценок пока нет
- Chemical Process Modelling and Computer Simulation 6 200 TraducidoДокумент204 страницыChemical Process Modelling and Computer Simulation 6 200 TraducidoYosef Camposano RodriguezОценок пока нет
- Methanol Plant 500Документ17 страницMethanol Plant 500Yosef Camposano Rodriguez50% (2)
- Conversion de La UreaДокумент8 страницConversion de La UreaYosef Camposano RodriguezОценок пока нет
- Chemical Process Modelling and Computer Simulation 6 200 TraducidoДокумент204 страницыChemical Process Modelling and Computer Simulation 6 200 TraducidoYosef Camposano RodriguezОценок пока нет
- L9b Selectivity Example ProblemsДокумент24 страницыL9b Selectivity Example ProblemsMeghna SheoranОценок пока нет
- OPEXДокумент3 страницыOPEXYosef Camposano RodriguezОценок пока нет
- Modeling and Simulation of High-Pressure Urea Synthesis LoopДокумент10 страницModeling and Simulation of High-Pressure Urea Synthesis LoopahmadОценок пока нет
- Us 20170107177 A 1Документ16 страницUs 20170107177 A 1Yosef Camposano RodriguezОценок пока нет
- Are Conversion, Selectivity and Yield Terms Unambiguously Defined in Chemical and Chemical Engineering Terminology?Документ10 страницAre Conversion, Selectivity and Yield Terms Unambiguously Defined in Chemical and Chemical Engineering Terminology?Amal ..Оценок пока нет
- Modelo Tanues PDFДокумент4 страницыModelo Tanues PDFYosef Camposano RodriguezОценок пока нет
- Douglas - KoltsegFuggvenyek (Ecuaciones de Costo y Operacion de Equipos)Документ13 страницDouglas - KoltsegFuggvenyek (Ecuaciones de Costo y Operacion de Equipos)Grace De León NopeОценок пока нет
- Kinetic Modeling of The Hydrolysis of Acetic Anhydride at Higher Temperatures Using Adiabatic Batch Reactor Thermosflask 2157 7048.1000176 PDFДокумент8 страницKinetic Modeling of The Hydrolysis of Acetic Anhydride at Higher Temperatures Using Adiabatic Batch Reactor Thermosflask 2157 7048.1000176 PDFYosef Camposano RodriguezОценок пока нет
- Applied Clay Science: Ha Fiz Mudaser Ahmad, Muhammad Shahzad Kamal, Mamdouh A. Al-HarthiДокумент12 страницApplied Clay Science: Ha Fiz Mudaser Ahmad, Muhammad Shahzad Kamal, Mamdouh A. Al-HarthiYosef Camposano RodriguezОценок пока нет
- Applied Clay Science: Lahiru Basnayaka, Nimal Subasinghe, Boris AlbijanicДокумент8 страницApplied Clay Science: Lahiru Basnayaka, Nimal Subasinghe, Boris AlbijanicYosef Camposano RodriguezОценок пока нет
- Applied Clay Science: Ha Fiz Mudaser Ahmad, Muhammad Shahzad Kamal, Mamdouh A. Al-HarthiДокумент12 страницApplied Clay Science: Ha Fiz Mudaser Ahmad, Muhammad Shahzad Kamal, Mamdouh A. Al-HarthiYosef Camposano RodriguezОценок пока нет
- Key Creator Administration GuideДокумент27 страницKey Creator Administration GuideFadi W MoussaОценок пока нет
- T Are A Horner NewtonДокумент17 страницT Are A Horner NewtonYosef Camposano RodriguezОценок пока нет
- Appendix CДокумент21 страницаAppendix CririiyiОценок пока нет
- LC Training Basic HPLC 2001 AДокумент124 страницыLC Training Basic HPLC 2001 Abile86Оценок пока нет
- Secure and Reliable, Even Where Lubrication Is Poor: MR-D Double Seal With Diamondface in Bioculture ProductionДокумент2 страницыSecure and Reliable, Even Where Lubrication Is Poor: MR-D Double Seal With Diamondface in Bioculture ProductionmunhОценок пока нет
- Cutting Processes - Plasma Arc Cutting - Process and Equipment ConsiderationsДокумент5 страницCutting Processes - Plasma Arc Cutting - Process and Equipment ConsiderationsSairul SahariОценок пока нет
- 2-Way High Vacuum Ball Valves: Manual and Pneumatic ValvesДокумент2 страницы2-Way High Vacuum Ball Valves: Manual and Pneumatic ValvesXavierОценок пока нет
- Epikure Curing Agent 05443 - Eu - enДокумент17 страницEpikure Curing Agent 05443 - Eu - enanacarol09Оценок пока нет
- Swro Vs Med Vs Med TVC PDFДокумент2 страницыSwro Vs Med Vs Med TVC PDFgochi bestОценок пока нет
- Analysis of Vinegar Via TitrationДокумент3 страницыAnalysis of Vinegar Via TitrationAfini Exo KОценок пока нет
- Distillation Column Design MethodsДокумент4 страницыDistillation Column Design Methodsramu karriОценок пока нет
- A Project of Mechanics of MaterialsДокумент13 страницA Project of Mechanics of MaterialsShahZaib AnwarОценок пока нет
- KashipurДокумент18 страницKashipurakankshaawasthi304Оценок пока нет
- SSC DWДокумент4 страницыSSC DWsanketpavi21Оценок пока нет
- Everyday Science MCQsДокумент123 страницыEveryday Science MCQsQadirОценок пока нет
- Guideline For Technical Regulation Vol.2 - Design of Thermal Power Facilities Book 4.12 Coal Fuel Handling FacilityДокумент114 страницGuideline For Technical Regulation Vol.2 - Design of Thermal Power Facilities Book 4.12 Coal Fuel Handling FacilityQuang Minh Trần100% (1)
- Chapter Test A: Teacher Notes and Answers 17Документ5 страницChapter Test A: Teacher Notes and Answers 17Mmf 123 JanОценок пока нет
- Electron Configuration and The Periodic PropertiesДокумент4 страницыElectron Configuration and The Periodic Propertiesapi-240883010Оценок пока нет
- Soal Bahasa Inggris Sma Kelas Xii Semester IДокумент5 страницSoal Bahasa Inggris Sma Kelas Xii Semester IEkaОценок пока нет
- 4.2-Bonding, Structure and The Properties of MatterДокумент6 страниц4.2-Bonding, Structure and The Properties of MatterGabriel HoОценок пока нет
- Castech Rel WB Technical Data Sheet: Description Shelf LifeДокумент2 страницыCastech Rel WB Technical Data Sheet: Description Shelf LifeDileepa DissanayakeОценок пока нет
- Study of Quantity of Caesin Present in Different Samples of MilkДокумент17 страницStudy of Quantity of Caesin Present in Different Samples of MilkRishi 10 B 15Оценок пока нет
- Food Chemistry: Research ArticleДокумент10 страницFood Chemistry: Research ArticleJohana Marcela AcostaОценок пока нет
- Chemseal - KRS PDFДокумент2 страницыChemseal - KRS PDFICPL-RWPОценок пока нет
- Biochemistry First LectureДокумент14 страницBiochemistry First LectureMatthew HallОценок пока нет
- Database Komp One NДокумент102 страницыDatabase Komp One NSinggih OktavianОценок пока нет
- Annex A 2007Документ6 страницAnnex A 2007ChemicalB0yОценок пока нет
- Rufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringДокумент40 страницRufouz Hitek Engineers Pvt. LTD.: The Concern For Excellence in EngineeringSunil BhosaleОценок пока нет
- Chapter 4 - 8000 Series DMS-8111, Anti-Graffiti CoatingsДокумент5 страницChapter 4 - 8000 Series DMS-8111, Anti-Graffiti Coatingsgerardo_g__3Оценок пока нет
- Emulsion Polymerization and Latex ApplicationsДокумент158 страницEmulsion Polymerization and Latex ApplicationsGemunu Wilson75% (4)
- ManufacturingДокумент2 страницыManufacturingBarbieBarbieОценок пока нет
- How To Build An Alpha Particle Spark DetectorДокумент6 страницHow To Build An Alpha Particle Spark Detectorjuan9gonzalez_9100% (1)
- Coffee Roasters Companion PDFДокумент10 страницCoffee Roasters Companion PDFRoastery Dailio25% (4)