Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Factors Affecting Electric Output From Rice Paddy Microbial Fuel CellsДокумент4 страницыFactors Affecting Electric Output From Rice Paddy Microbial Fuel Cellsnini jasniОценок пока нет
- Avimh NPDДокумент39 страницAvimh NPDnini jasniОценок пока нет
- FM CompleteДокумент19 страницFM Completenini jasniОценок пока нет
- Reactor Design: S, S&L Chapter 7 Terry A. Ring CheДокумент48 страницReactor Design: S, S&L Chapter 7 Terry A. Ring ChedemirciОценок пока нет
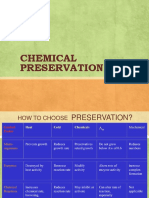
- 2 - 1 Chemical PreservationДокумент18 страниц2 - 1 Chemical Preservationnini jasniОценок пока нет
- Chapter 4-Air Pollution ControlДокумент152 страницыChapter 4-Air Pollution Controlnini jasniОценок пока нет
- Test 2Документ39 страницTest 2nini jasniОценок пока нет
- 2 - 1 Chemical PreservationДокумент18 страниц2 - 1 Chemical Preservationnini jasniОценок пока нет
- Project Preserved Food Fiesta CBE658 2018Документ1 страницаProject Preserved Food Fiesta CBE658 2018nini jasniОценок пока нет
- Salaries & Wages Survey Report, Malaysia, 2016Документ4 страницыSalaries & Wages Survey Report, Malaysia, 2016nini jasniОценок пока нет
- 301 Chapter 2 HazardДокумент19 страниц301 Chapter 2 Hazardnini jasniОценок пока нет
- Food LabДокумент8 страницFood Labnini jasniОценок пока нет
- Appendix B Simulation PropyleneДокумент1 страницаAppendix B Simulation Propylenenini jasniОценок пока нет
- How Cell GrowДокумент57 страницHow Cell Grownini jasniОценок пока нет
- Che 364Документ1 страницаChe 364nini jasniОценок пока нет
- Separation of Ammonia and WaterДокумент2 страницыSeparation of Ammonia and Waternini jasniОценок пока нет
- Heat Integration Characteristic of Distillation SequencesДокумент3 страницыHeat Integration Characteristic of Distillation Sequencesnini jasniОценок пока нет
- FM CompleteДокумент19 страницFM Completenini jasniОценок пока нет
- CHE 555 Linear AlgebraicДокумент18 страницCHE 555 Linear Algebraicnini jasniОценок пока нет
- Lab 4: To Determine The Suitable Methodology of Experiment by Using Tubular Flow Reactor Model BP: 101Документ22 страницыLab 4: To Determine The Suitable Methodology of Experiment by Using Tubular Flow Reactor Model BP: 101nini jasniОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Studyprotocol Open Access: Yue Yan, Yalin Zhan, Xian 'E Wang and Jianxia HouДокумент7 страницStudyprotocol Open Access: Yue Yan, Yalin Zhan, Xian 'E Wang and Jianxia HouGery KrismawanОценок пока нет
- Aqa Byb1 W QP Jun07Документ12 страницAqa Byb1 W QP Jun07李超然Оценок пока нет
- Projectile Motion at An AngleДокумент25 страницProjectile Motion at An AngleKenneth Kent Stinson FloresОценок пока нет
- IBM Data Science CapstoneДокумент51 страницаIBM Data Science CapstonePeter Quoc88% (8)
- Physics As Level Book (2022-2023)Документ492 страницыPhysics As Level Book (2022-2023)AMNA MOAZZAMОценок пока нет
- Ultra Filtration Manual and Line Diagram (Kanin)Документ6 страницUltra Filtration Manual and Line Diagram (Kanin)marksion exchangeОценок пока нет
- Denture Base MaterialsДокумент117 страницDenture Base MaterialsLalit KumarОценок пока нет
- Spe Math p2 Revision Yr7Документ24 страницыSpe Math p2 Revision Yr7Hadizah JulaihiОценок пока нет
- Class 4 Imo Wkbsol e Book PDFДокумент4 страницыClass 4 Imo Wkbsol e Book PDFHiral BhattОценок пока нет
- FSU Electronics PrelabДокумент7 страницFSU Electronics Prelabcamaguey5Оценок пока нет
- Daatabase AssignmentДокумент4 страницыDaatabase AssignmentIshani Puvimannasinghe100% (1)
- Topcon GLS 2200Документ2 страницыTopcon GLS 2200asepali005Оценок пока нет
- Manual For Laying 110-500 KV XLPE Power CablesДокумент84 страницыManual For Laying 110-500 KV XLPE Power CablesZoran PetrovićОценок пока нет
- ReportДокумент1 страницаReportDrew DacanayОценок пока нет
- Sap PP 01 Organizational Structure Overview PDFДокумент52 страницыSap PP 01 Organizational Structure Overview PDFMahesh KamdeyОценок пока нет
- Phase Diagrams: By: Cherides P. MarianoДокумент25 страницPhase Diagrams: By: Cherides P. MarianoWild RiftОценок пока нет
- Assignment - 02 - ASP - NET Core Web API With EntityFramework and Web AppДокумент7 страницAssignment - 02 - ASP - NET Core Web API With EntityFramework and Web AppdrubypjnkОценок пока нет
- Jain 2018Документ10 страницJain 2018Pablo Ignacio Contreras EstradaОценок пока нет
- Calculations of The EFG Tensor in DTN Using GIPAW With CASTEP and QE SoftwareДокумент12 страницCalculations of The EFG Tensor in DTN Using GIPAW With CASTEP and QE SoftwareAllen MОценок пока нет
- UNIX Intro and Basic C Shell Scripting: Khaldoun Makhoul Khaldoun@nmr - Mgh.harvard - EduДокумент36 страницUNIX Intro and Basic C Shell Scripting: Khaldoun Makhoul Khaldoun@nmr - Mgh.harvard - Edudaitoan402Оценок пока нет
- Explaining OPERCOM® Methodology in CommissioningДокумент5 страницExplaining OPERCOM® Methodology in Commissioningiman2222100% (2)
- Particle Tracing Module Users GuideДокумент306 страницParticle Tracing Module Users GuideAlfonso BarbozaОценок пока нет
- TP3000WC ProWeatherStation User GuideДокумент40 страницTP3000WC ProWeatherStation User GuideRANDY SANTIAGOОценок пока нет
- DSC & Ftir 2Документ13 страницDSC & Ftir 2Rashid HussainОценок пока нет
- E50 en Tcd210020ab 20220321 Inst WДокумент1 страницаE50 en Tcd210020ab 20220321 Inst Wesau hernandezОценок пока нет
- Ash Content PDFДокумент4 страницыAsh Content PDFsunniОценок пока нет
- Project Solar Tracking SystemДокумент29 страницProject Solar Tracking SystemJacob B Chacko100% (1)
- Cylindicator Sensor Design GuideДокумент2 страницыCylindicator Sensor Design GuideTavo VergaraОценок пока нет
- Design Constraint ReportДокумент11 страницDesign Constraint ReportCam MillerОценок пока нет
- 049 Hadoop Commands Reference Guide.Документ3 страницы049 Hadoop Commands Reference Guide.vaasu1Оценок пока нет