Вам также может понравиться
- Desarrollo de aplicaciones mediante framework de spring: UNa panorámica del framework para J2EE más utilizado del momentoОт EverandDesarrollo de aplicaciones mediante framework de spring: UNa panorámica del framework para J2EE más utilizado del momentoОценок пока нет
- Cuaderno de Informe - Semana Nº1 ALEXДокумент15 страницCuaderno de Informe - Semana Nº1 ALEXOskava KenjutsuОценок пока нет
- Estudio Tecnico para El Diseño de Un Horno Electrico y Su Tablero de Control para La Empresa Provitec SRLДокумент144 страницыEstudio Tecnico para El Diseño de Un Horno Electrico y Su Tablero de Control para La Empresa Provitec SRLwilfredo aliaga100% (1)
- Lpad Eb4Документ17 страницLpad Eb4Jose FernandezОценок пока нет
- 3ra Entrega Proyecto de Innovacion (2021-10)Документ92 страницы3ra Entrega Proyecto de Innovacion (2021-10)Esther TorresОценок пока нет
- 001 Plan PlanDeSeguridadEHigieneOcupacionalParaLaMolineraDelValleSRL 1Документ370 страниц001 Plan PlanDeSeguridadEHigieneOcupacionalParaLaMolineraDelValleSRL 1Diego Alejandro Bascope100% (1)
- 3ra Entrega Proyecto de Innovacion (2021-10) .Документ92 страницы3ra Entrega Proyecto de Innovacion (2021-10) .Esther TorresОценок пока нет
- Ups GT002670 PDFДокумент229 страницUps GT002670 PDFWinsor MamaniОценок пока нет
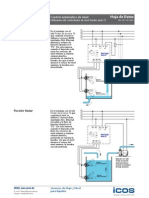
- Control Nivel Relé Finder IcosДокумент1 страницаControl Nivel Relé Finder IcosIcos Sensores para LíquidosОценок пока нет
- Hionder Tableror FuerzaДокумент138 страницHionder Tableror FuerzaSeñor PENEОценок пока нет
- Eeid Eeid-315 Tarea T007Документ2 страницыEeid Eeid-315 Tarea T007Jose Antonio Ormeño VillaОценок пока нет
- Plc-Módulo de Practicas de PLC y ContactoresДокумент61 страницаPlc-Módulo de Practicas de PLC y ContactoresKevin Remache100% (1)
- Aa 15 HiДокумент3 страницыAa 15 HiALEJANDRO H. TAPIA SEDANOОценок пока нет
- Semana 04. 202210Документ14 страницSemana 04. 202210Alejandro VCОценок пока нет
- Seminario 5° SemestreДокумент94 страницыSeminario 5° SemestreJavier EguiaОценок пока нет
- AaaaaДокумент75 страницAaaaaGheler Tello SantiagoОценок пока нет
- Temario Lamparas de DescargaДокумент130 страницTemario Lamparas de DescargaCarlos Badilla Peña100% (1)
- Ejercicios Cálculo Protección MotoresДокумент13 страницEjercicios Cálculo Protección MotoresEmilio BonnetОценок пока нет
- Apuntes Teórico Instalaciones EléctricasДокумент376 страницApuntes Teórico Instalaciones EléctricasFernando PaivaОценок пока нет
- Semana 2 - 202020 Inst. y Acopl. de TransformadorДокумент73 страницыSemana 2 - 202020 Inst. y Acopl. de TransformadorElbio RomeroОценок пока нет
- Clase Trafo 4Документ55 страницClase Trafo 4Arlington Ademir Horna MegoОценок пока нет
- 3.3 Procedimiento en La Ejecucion Del Proyecto (Reparado)Документ35 страниц3.3 Procedimiento en La Ejecucion Del Proyecto (Reparado)Katherin VillanuevaОценок пока нет
- Formacion Practica 02 - Semana 03Документ60 страницFormacion Practica 02 - Semana 03Ronaldo ChvОценок пока нет
- EEID - Electricista Industrial 201910 PDFДокумент147 страницEEID - Electricista Industrial 201910 PDFEdgar Verano GonzalesОценок пока нет
- Modulo 4 - Controladores Lógicos ProgramablesДокумент133 страницыModulo 4 - Controladores Lógicos ProgramablespriepabloОценок пока нет
- De La Cruz Surco. Alberth Gonzales Lenes .Marco Antonio..+Документ38 страницDe La Cruz Surco. Alberth Gonzales Lenes .Marco Antonio..+Marco Antonio Gonzales LenesОценок пока нет
- CapCont 1-18Документ46 страницCapCont 1-18Jose Antonio Fernandez GoicocheaОценок пока нет
- Tesis FullДокумент62 страницыTesis FullDhan Seth BluОценок пока нет
- Jaime Jorge Proyecto FinalДокумент63 страницыJaime Jorge Proyecto FinalJhön SülcäОценок пока нет
- Bobinado 1Документ125 страницBobinado 1Arlington Ademir Horna MegoОценок пока нет
- Semana N 03Документ87 страницSemana N 03Keyler RiosОценок пока нет
- Allcca Tomaylla, RubenДокумент73 страницыAllcca Tomaylla, RubenVicente Hinojosa GálvezОценок пока нет
- HT05 Ie 2023Документ13 страницHT05 Ie 2023lhuiz pumalloclla calderonОценок пока нет
- Exponer Incubadora WordДокумент64 страницыExponer Incubadora Wordmaelo purizacaОценок пока нет
- Plan de Trabajo Del EstudianteДокумент11 страницPlan de Trabajo Del EstudianteCrhistopher NavarroОценок пока нет
- Triacs DiacsДокумент24 страницыTriacs DiacsEdison IAОценок пока нет
- Foro Temático de Transformadores.Документ15 страницForo Temático de Transformadores.AJoel Facundo TCОценок пока нет
- Práctica 11 Automatico EscaleraДокумент7 страницPráctica 11 Automatico Escaleraulileo12Оценок пока нет
- Mandos NeumaticosДокумент17 страницMandos NeumaticosPeter MooreОценок пока нет
- Sistemas de Mando y Control - AntologíaДокумент210 страницSistemas de Mando y Control - AntologíaJhimmy Jhoel Crisostomo Poma100% (2)
- PROYECTO DE GRADO FINAL - SENATI Luis Bazan UribeДокумент23 страницыPROYECTO DE GRADO FINAL - SENATI Luis Bazan UribeKiaraОценок пока нет
- TR1 Mando ElectricoДокумент14 страницTR1 Mando ElectricoFabrizio BellidoОценок пока нет
- Motores en SecuenciaДокумент17 страницMotores en SecuenciaDavid Omar Mateo LopezОценок пока нет
- Electrotecnia Industrial 201220 - Semestre IIIДокумент42 страницыElectrotecnia Industrial 201220 - Semestre IIIUlises PiscoyaОценок пока нет
- TR3 - Taller de Electricidad y Automatismos IndustrialesДокумент36 страницTR3 - Taller de Electricidad y Automatismos IndustrialesCarlos DanielОценок пока нет
- Tr1-Electroneumatica y ElectrohidraulicaДокумент16 страницTr1-Electroneumatica y ElectrohidraulicaJulio MitteemОценок пока нет
- Electroneumatica Tarea 3Документ2 страницыElectroneumatica Tarea 3victor0% (1)
- Métodos de Diseños de Circuitos Combinacionales y Secuenciales para PLCДокумент209 страницMétodos de Diseños de Circuitos Combinacionales y Secuenciales para PLCJORGE YAHОценок пока нет
- Manual de Prácticas de ElectroneumáticaДокумент51 страницаManual de Prácticas de ElectroneumáticaViviОценок пока нет
- Generador de DC PDFДокумент44 страницыGenerador de DC PDFDENYS ALFREDO SICLLA MACHICAOОценок пока нет
- Informe Final Electrónica IndustrialДокумент25 страницInforme Final Electrónica IndustrialRenzo SangayОценок пока нет
- HT03B IeДокумент24 страницыHT03B Ielhuiz pumalloclla calderonОценок пока нет
- Implementacion de Un Sistema de Aire ComprimidoДокумент67 страницImplementacion de Un Sistema de Aire ComprimidoPercy Santiago felixОценок пока нет
- Alambres EsmaltadosДокумент6 страницAlambres EsmaltadosAlex Valladares OrdinolaОценок пока нет
- AUTOMATISMOДокумент40 страницAUTOMATISMOJack Chancahuaña MamaniОценок пока нет
- Máquinas AsíncronasДокумент27 страницMáquinas AsíncronasAlejandro ReyeroОценок пока нет
- Ejercicio T005 PDFДокумент2 страницыEjercicio T005 PDFJose Peralta TorresОценок пока нет
- 08-Circuito Equivalente de Las Máquinas Asíncronas Trifásicas PDFДокумент44 страницы08-Circuito Equivalente de Las Máquinas Asíncronas Trifásicas PDFYordan Morales AceroОценок пока нет
- Acabado en WRRDДокумент61 страницаAcabado en WRRDTatiana Camero CameroОценок пока нет
- SEMINARIOPSPICE2007 TextoДокумент94 страницыSEMINARIOPSPICE2007 Textoandres varelaОценок пока нет
- Manual Ewli0125fbgwwДокумент15 страницManual Ewli0125fbgwwgorka0% (1)
- Calidad Unidad 5Документ11 страницCalidad Unidad 5Antonio MercadoОценок пока нет
- Tarea 3 - Informe Estrategias de La Producción - Trabajo - Juan - José - Rojas - Tarea - 3 - 212028 - 10 PDFДокумент13 страницTarea 3 - Informe Estrategias de La Producción - Trabajo - Juan - José - Rojas - Tarea - 3 - 212028 - 10 PDFRojas Juanjose100% (4)
- Informe TécnicoДокумент3 страницыInforme TécnicoOrlando Rios Carpio100% (1)
- Mesa Automática Superior Autoclave-B18CДокумент2 страницыMesa Automática Superior Autoclave-B18CVlady Lopez CastroОценок пока нет
- Triptico Metodo CientificoДокумент2 страницыTriptico Metodo CientificoMilton Andrés Vilela Tinedo100% (2)
- Arma de Fuego TrabajoДокумент24 страницыArma de Fuego TrabajoEmilick PerzОценок пока нет
- Phaser 3300MFP: Guía Del UsuarioДокумент146 страницPhaser 3300MFP: Guía Del UsuarioEric Garduño RobledoОценок пока нет
- Todo Gases Ideales. Leyes de Boyle Charles Gay LussacДокумент7 страницTodo Gases Ideales. Leyes de Boyle Charles Gay LussacNatalia Vanesa GuardiaОценок пока нет
- FONDOIN VenezuelaДокумент19 страницFONDOIN VenezuelaFelicia Enriqueta López AscarzaОценок пока нет
- Brochure Seguridad Higiene y AmbienteДокумент8 страницBrochure Seguridad Higiene y AmbienteArnaldo J Brito ÑОценок пока нет
- Sistemas de Suspensión - Fluidos Tema 4Документ27 страницSistemas de Suspensión - Fluidos Tema 4Sheila Martinez SalasОценок пока нет
- VBa Excel 2010Документ14 страницVBa Excel 2010Harry ThedirtyОценок пока нет
- Curtis Donald - Servicio Secreto 500 - La VoragineДокумент107 страницCurtis Donald - Servicio Secreto 500 - La VoragineAngelОценок пока нет
- Caso TrovatoДокумент4 страницыCaso Trovatodaniel_paganettiОценок пока нет
- Itmim - EJERCICIOS SQLДокумент15 страницItmim - EJERCICIOS SQLArturo ValverdeОценок пока нет
- DibujoTecnico IДокумент11 страницDibujoTecnico IIES Valle de Aller100% (2)
- Manual de AC Tipo MiniSplit 2Документ37 страницManual de AC Tipo MiniSplit 2Tania Mishell Guerrero Ulloa100% (1)
- Teoria Organizacional Eje 4Документ5 страницTeoria Organizacional Eje 4Andhres CasthañoОценок пока нет
- Centro de Produccion de TinguaДокумент10 страницCentro de Produccion de Tinguajheferson100% (1)
- Trabajo Final de Toma de Decisiones Grupo 2Документ12 страницTrabajo Final de Toma de Decisiones Grupo 2janezita100% (1)
- Hidráulico Mi-Homelift Es Rev4Документ24 страницыHidráulico Mi-Homelift Es Rev4CRISTIAN ALEJANDRO MATUS ALVAREZОценок пока нет
- Manual PD ScanДокумент75 страницManual PD ScanAndrés Husiel Cano HurtadoОценок пока нет
- Sección 150 Instalación de Equipo EléctricoДокумент41 страницаSección 150 Instalación de Equipo EléctricoivanОценок пока нет
- Estaciones de PesajeДокумент17 страницEstaciones de PesajeEduardo ChochosОценок пока нет
- Jorge ZabalaДокумент21 страницаJorge ZabalaNAZLBETTINОценок пока нет
- Adeslas Las PalmasДокумент118 страницAdeslas Las Palmasdavid balibalОценок пока нет
- Taller - Textos DescriptivosДокумент3 страницыTaller - Textos DescriptivosIsrael MadariagaaОценок пока нет
- Inglés Técnico en El IRSOДокумент164 страницыInglés Técnico en El IRSOandyvecОценок пока нет
- Trabajo de Geografía UrbanaДокумент6 страницTrabajo de Geografía Urbanaダニー アレクサンダーОценок пока нет