Вам также может понравиться
- Caracterización de Procesos DISTRIBUCIÓNДокумент3 страницыCaracterización de Procesos DISTRIBUCIÓNCinthia Santisteban Granados50% (4)
- Cuadernillo FACE UADEДокумент82 страницыCuadernillo FACE UADEBruno Ponce78% (9)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Lixiviación Por AgitaciónДокумент13 страницLixiviación Por AgitaciónLedimarAcostaОценок пока нет
- Ejemplos de Cálculo ESCALERAS-2011Документ16 страницEjemplos de Cálculo ESCALERAS-2011TeSoyhonestaysinceraYopОценок пока нет
- Ejemplos de Cálculo ESCALERAS-2011Документ16 страницEjemplos de Cálculo ESCALERAS-2011TeSoyhonestaysinceraYopОценок пока нет
- Poe ShampooДокумент6 страницPoe ShampooGaBys Gabuchx's BabuchasОценок пока нет
- 05-Taller de ACC-Preparación de Muestras-V6.5Документ175 страниц05-Taller de ACC-Preparación de Muestras-V6.5mzecenarroОценок пока нет
- Formulas de Concentracion y RecuperacionДокумент9 страницFormulas de Concentracion y RecuperacionMarco Postigo RuizОценок пока нет
- Diseno Estructural Escaleras TESISДокумент154 страницыDiseno Estructural Escaleras TESISantoniofortese100% (5)
- Aminpro FKT Test - Sp%SolidosДокумент11 страницAminpro FKT Test - Sp%SolidostefhizitaОценок пока нет
- Ficha PimientoДокумент2 страницыFicha PimientoCinthia Santisteban GranadosОценок пока нет
- Ficha PimientoДокумент2 страницыFicha PimientoCinthia Santisteban GranadosОценок пока нет
- Modelos Matemáticos para Simular Flotación Industrial A Partir de Pruebas de LaboratorioДокумент10 страницModelos Matemáticos para Simular Flotación Industrial A Partir de Pruebas de LaboratorioNicole Salgado OrtegaОценок пока нет
- Manual de Análisis Estático y Dinámico - Presentación PDFДокумент30 страницManual de Análisis Estático y Dinámico - Presentación PDFAlex Henrry Palomino EncinasОценок пока нет
- Transportacion VerticalДокумент52 страницыTransportacion VerticalSantos Moises Jimenez MirandaОценок пока нет
- Calculo MetalurgicosДокумент17 страницCalculo MetalurgicosPFОценок пока нет
- Reactor de Lixiviación en Línea IRLДокумент7 страницReactor de Lixiviación en Línea IRLEdinson Klever Ponce RamirezОценок пока нет
- Chavez Godoy 2011Документ309 страницChavez Godoy 2011Richard Cortes ContrerasОценок пока нет
- Los Parámetros de MecanizadoДокумент23 страницыLos Parámetros de MecanizadoJose David Martínez IbarraОценок пока нет
- Lmet3362 2titolДокумент16 страницLmet3362 2titolLuis Amadeo Tito Soto100% (1)
- 4 - Flotación Neumática IndustrialДокумент12 страниц4 - Flotación Neumática IndustrialheavyvectorОценок пока нет
- Analisis de PB CD ZN Cu MG Fe Mo y Bi en Concentrados PolimeДокумент3 страницыAnalisis de PB CD ZN Cu MG Fe Mo y Bi en Concentrados PolimeAndre Bedregal ArenasОценок пока нет
- Proyecto Piscina Municipal ZaragozaДокумент241 страницаProyecto Piscina Municipal ZaragozaMauricio Salinas Beltran100% (1)
- Test Standard de Moliendabilidad para Molinos de BolasДокумент2 страницыTest Standard de Moliendabilidad para Molinos de BolasGerman Van der OlguinОценок пока нет
- Minerales de CobreДокумент263 страницыMinerales de Cobre72211537florОценок пока нет
- 5 Procesamiento de Minerales de CobreДокумент37 страниц5 Procesamiento de Minerales de CobreMario GonzalezОценок пока нет
- Mi Ciclones Fiq 13Документ19 страницMi Ciclones Fiq 13janko391100% (1)
- ManualSimEsp PDFДокумент13 страницManualSimEsp PDFpao_75_Оценок пока нет
- 003-Equipos de MuestreoДокумент58 страниц003-Equipos de Muestreocristian gonzalezОценок пока нет
- El Consumo de Medios de Molienda y Su Relación Con Las Variables Operacionales PDFДокумент14 страницEl Consumo de Medios de Molienda y Su Relación Con Las Variables Operacionales PDFLevi GuzmanОценок пока нет
- Metalurgia - Merrill CroweДокумент50 страницMetalurgia - Merrill CroweKevin CasasОценок пока нет
- Flotacion Diseno de Celdas de Flotacion San Marcos 5Документ10 страницFlotacion Diseno de Celdas de Flotacion San Marcos 5Maria Elena Perez MonterrozaОценок пока нет
- Secador de ConcentradosДокумент17 страницSecador de ConcentradosOscargarces95100% (1)
- Calcinacion de La CalcitaДокумент13 страницCalcinacion de La CalcitanielsОценок пока нет
- Clasificador Espiral 2020 CompletoДокумент21 страницаClasificador Espiral 2020 CompletoAnonymous GtVJOeTtОценок пока нет
- Z 6 Datos Tecnicosde ColectorДокумент2 страницыZ 6 Datos Tecnicosde ColectorCRUZ QUICAÑA OVIDIO JAIME100% (1)
- Tema 2.18 - Cobre y Aleaciones de CobreДокумент129 страницTema 2.18 - Cobre y Aleaciones de CobreracontrerasОценок пока нет
- Informe QLT GeologíaДокумент4 страницыInforme QLT GeologíaEMC2 CONSULTING S.A.CОценок пока нет
- Indice de Bond Lab PracticoДокумент6 страницIndice de Bond Lab PracticoDanny Diaz MoralesОценок пока нет
- INFORME 3 Beneficio de Minerales Angulo de ReposoДокумент7 страницINFORME 3 Beneficio de Minerales Angulo de Reposocristian2909Оценок пока нет
- Avimetrica PDFДокумент107 страницAvimetrica PDFisabela0230% (1)
- Multitac Chancadora de Quijada 1Документ11 страницMultitac Chancadora de Quijada 1daiver lopez padillaОценок пока нет
- Flotacion de Finos y Gruesos Aplicada A La Recuperacion de Minerales de CobreДокумент18 страницFlotacion de Finos y Gruesos Aplicada A La Recuperacion de Minerales de CobreGerzain CarrilloОценок пока нет
- Metalurgia Extractiva IДокумент40 страницMetalurgia Extractiva Isusi123123Оценок пока нет
- Test FlotacionДокумент7 страницTest FlotacionManuel Leiva CerdaОценок пока нет
- Concentración Por Gravedad (Parte III) - Medio DensoДокумент37 страницConcentración Por Gravedad (Parte III) - Medio DensoRoger Noel Cubas RamònОценок пока нет
- Titulacion de CianuroДокумент11 страницTitulacion de CianuroHector Suarez RiosОценок пока нет
- Modelo de La Preaireación en ConcentradoДокумент9 страницModelo de La Preaireación en ConcentradoMatías RodríguezОценок пока нет
- Manual Filtro Prensa - ParaBoloДокумент17 страницManual Filtro Prensa - ParaBoloDaniel ChavezОценок пока нет
- Data Sheet - Dp-1003Документ1 страницаData Sheet - Dp-1003ROYAL CHEMICAL DEL PERUОценок пока нет
- Velocidad de MolinosДокумент8 страницVelocidad de MolinosAndrea ccohuanquiОценок пока нет
- Proceso CorexДокумент32 страницыProceso CorexMoises Cusiquispe Hancco75% (4)
- EspesadoresДокумент13 страницEspesadoresFernando DavilaОценок пока нет
- Cianuro WAD Libre y Total en Lodos para Lixiviación de Oro y en Aguas ResidualesДокумент2 страницыCianuro WAD Libre y Total en Lodos para Lixiviación de Oro y en Aguas ResidualesCarlos Juan BoninОценок пока нет
- Concentracion IДокумент33 страницыConcentracion IFil Melchor ChavezОценок пока нет
- Clasificacion en HarnerosДокумент99 страницClasificacion en HarnerosJuanLaraОценок пока нет
- Preparacion Del Mineral y Pulpa para La FlotaciónДокумент1 страницаPreparacion Del Mineral y Pulpa para La FlotaciónJonna HerreraОценок пока нет
- Lavadores de GasesДокумент3 страницыLavadores de GasesYiris V. Gómez BastidasОценок пока нет
- Separacion Magnetica FinalДокумент7 страницSeparacion Magnetica FinalJorge Luis Quintero RamirezОценок пока нет
- Articulo - Aplicacion Del La Molienda en El Proceso MineralДокумент14 страницArticulo - Aplicacion Del La Molienda en El Proceso Mineraldario_fiallos_1Оценок пока нет
- Microsoft PowerPoint - 07-Taller de ACC-Análisis de Oro-V6.3Документ4 страницыMicrosoft PowerPoint - 07-Taller de ACC-Análisis de Oro-V6.3Robert MachacaОценок пока нет
- Concentradores CentrífugosДокумент4 страницыConcentradores CentrífugoscuenntОценок пока нет
- Aleacion Zinc y MagnesioДокумент10 страницAleacion Zinc y MagnesioMaria HerasОценок пока нет
- 3560900255186UTFSMДокумент128 страниц3560900255186UTFSMMiguel TorresОценок пока нет
- Lab Rocas 31 8 2Документ5 страницLab Rocas 31 8 2Hugo G. Aguilera RiveraОценок пока нет
- Examen ParcialДокумент7 страницExamen ParcialPabloNúñez-MelgarLeónОценок пока нет
- Estructuras Widmanstatten 1Документ4 страницыEstructuras Widmanstatten 1StalinStyОценок пока нет
- Apicacion Del Sistema de Seguridad de 5 PuntosДокумент17 страницApicacion Del Sistema de Seguridad de 5 Puntosscarletlugo4751Оценок пока нет
- Análisis de Au y Ag de Soluciones Cianuradas y Por FundiciónДокумент4 страницыAnálisis de Au y Ag de Soluciones Cianuradas y Por Fundicióngsefferson pavel marin lpez100% (1)
- S6 - Procesos de ForjadoДокумент27 страницS6 - Procesos de ForjadoShariff AspilcuetaОценок пока нет
- Forjado Tipos y ClasesДокумент15 страницForjado Tipos y ClasesNuestro Amor Sera LeyendaОценок пока нет
- ForjadoДокумент56 страницForjadoAntonio Mijail Briceño LiñanОценок пока нет
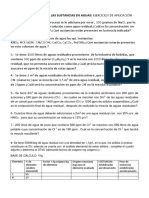
- Actividad Composición de Las AguasДокумент2 страницыActividad Composición de Las AguasCinthia Santisteban GranadosОценок пока нет
- Teoria de La Ventaja CompetitivaДокумент2 страницыTeoria de La Ventaja CompetitivaCinthia Santisteban GranadosОценок пока нет
- Facultades Espirituales y Capacidades SensitivasДокумент5 страницFacultades Espirituales y Capacidades SensitivasCinthia Santisteban GranadosОценок пока нет
- Facultades Espirituales y Capacidades SensitivasДокумент5 страницFacultades Espirituales y Capacidades SensitivasCinthia Santisteban GranadosОценок пока нет
- Control Interno Flujograma ProcedimientoДокумент6 страницControl Interno Flujograma ProcedimientoJESUSAA36Оценок пока нет
- Diapositivas de ExposicionДокумент8 страницDiapositivas de ExposicionCinthia Santisteban GranadosОценок пока нет
- EPISTEMOLOGIAДокумент4 страницыEPISTEMOLOGIACinthia Santisteban GranadosОценок пока нет
- Anexo 01 Métodos Anticonceptivos MacДокумент6 страницAnexo 01 Métodos Anticonceptivos MacCinthia Santisteban GranadosОценок пока нет
- 10 Persona Familia y MatrimonioДокумент21 страница10 Persona Familia y MatrimonioCinthia Santisteban GranadosОценок пока нет
- EPISTEMOLOGIAДокумент4 страницыEPISTEMOLOGIACinthia Santisteban GranadosОценок пока нет
- Etica, Hablemos Del AmorДокумент9 страницEtica, Hablemos Del AmorCinthia Santisteban GranadosОценок пока нет
- Anexo 01 Métodos Anticonceptivos MacДокумент6 страницAnexo 01 Métodos Anticonceptivos MacCinthia Santisteban GranadosОценок пока нет
- Investigacion AplicadaДокумент1 страницаInvestigacion AplicadaCinthia Santisteban GranadosОценок пока нет
- Precios BodegaДокумент2 страницыPrecios BodegaCinthia Santisteban GranadosОценок пока нет
- Documento 1Документ3 страницыDocumento 1Cinthia Santisteban GranadosОценок пока нет
- Flujo y M EcoДокумент5 страницFlujo y M EcoCinthia Santisteban GranadosОценок пока нет
- Agro NegociosДокумент5 страницAgro NegociosCinthia Santisteban GranadosОценок пока нет
- 2 CuerpoДокумент14 страниц2 CuerpoCinthia Santisteban GranadosОценок пока нет
- Etica, Hablemos Del AmorДокумент9 страницEtica, Hablemos Del AmorCinthia Santisteban GranadosОценок пока нет
- Ataques InformáticosДокумент1 страницаAtaques InformáticosCinthia Santisteban GranadosОценок пока нет
- Madre Teresa PeliculaДокумент5 страницMadre Teresa PeliculaCinthia Santisteban GranadosОценок пока нет
- Texto1 (Gestion de Seguridad en El Trabajo) PDFДокумент47 страницTexto1 (Gestion de Seguridad en El Trabajo) PDFcristhian donayre guizadoОценок пока нет
- Moral CatolicaДокумент2 страницыMoral CatolicaCinthia Santisteban GranadosОценок пока нет
- Polarizacion y Recta de CargaДокумент23 страницыPolarizacion y Recta de CargaOscar Antonio Sanchez Rodriguez0% (1)
- Tarea 3 - Teoremas de Conservacion - Eusebio SanchezДокумент17 страницTarea 3 - Teoremas de Conservacion - Eusebio Sanchezleo3sanchez-12Оценок пока нет
- Informe Yacimientos de Gas Ing Petroleo Semestre ViДокумент30 страницInforme Yacimientos de Gas Ing Petroleo Semestre Vivanessa navarroОценок пока нет
- Cambios de EstadoДокумент36 страницCambios de Estadogualberto_pillcoОценок пока нет
- Simulación y Control de Procesos Por Ordenador (2a... - (Simulación y Control de Procesos Por Ordenador (2a. Ed.) )Документ2 страницыSimulación y Control de Procesos Por Ordenador (2a... - (Simulación y Control de Procesos Por Ordenador (2a. Ed.) )loisfermarОценок пока нет
- Criterios de SoldaduraДокумент4 страницыCriterios de SoldaduracaterpillardosОценок пока нет
- Benzalconio Cloruro Sol. 80% - MsdsДокумент9 страницBenzalconio Cloruro Sol. 80% - MsdsIsrael HinestrozaОценок пока нет
- EquiLibRio QuiMicoДокумент2 страницыEquiLibRio QuiMicoAbby VásquezОценок пока нет
- Relacion y Operaciones Entre ConjuntosДокумент9 страницRelacion y Operaciones Entre ConjuntosBrayan GuillermoОценок пока нет
- Nomenglaturas Usadas en RadiologiaДокумент10 страницNomenglaturas Usadas en RadiologiaAlexander Alvarado RecinoОценок пока нет
- Práctica Calificada 2 - Álgebra Lineal - 2022-02 - 280449 - Álgebra Lineal - 2022-02 - Fc-Preiam04a1t (H)Документ6 страницPráctica Calificada 2 - Álgebra Lineal - 2022-02 - 280449 - Álgebra Lineal - 2022-02 - Fc-Preiam04a1t (H)Yumar Manrique AraujoОценок пока нет
- Energía CalóricaДокумент3 страницыEnergía Calóricasofia escobarОценок пока нет
- 3 - Literatura - 1roДокумент13 страниц3 - Literatura - 1roLuisОценок пока нет
- Movimiento Rectilineo Uniformemente VariadoДокумент3 страницыMovimiento Rectilineo Uniformemente VariadoRaul BonillaОценок пока нет
- Memoria Estribo Pte ChakimayuДокумент9 страницMemoria Estribo Pte ChakimayuJorge lopezОценок пока нет
- Criterios de Fractura para Materiales Frágiles Bajo Esfuerzo PlanoДокумент2 страницыCriterios de Fractura para Materiales Frágiles Bajo Esfuerzo PlanoRonald Mendieta100% (1)
- Turbina de VaporДокумент5 страницTurbina de VaporAlex Ondarza RadaОценок пока нет
- Primera Prueba de Avance - Ciencias Naturales - Primer Año de Bachillerato - Praem 2012Документ15 страницPrimera Prueba de Avance - Ciencias Naturales - Primer Año de Bachillerato - Praem 2012Willian CativoОценок пока нет
- Sensores de TemperaturaДокумент6 страницSensores de TemperaturaEsmeralda GuayasaminОценок пока нет
- Lectura Módulo 2 - Principios de Desempeño RociadoresДокумент12 страницLectura Módulo 2 - Principios de Desempeño Rociadoresmaycoling03Оценок пока нет
- Estudio de PeatonesДокумент45 страницEstudio de PeatonesjohanОценок пока нет
- Mi Experiecia en La Fina La BriyekaДокумент3 страницыMi Experiecia en La Fina La BriyekaMelanys PimentelОценок пока нет
- Handbook ES 0.52 Corrected - ArgentinaДокумент46 страницHandbook ES 0.52 Corrected - ArgentinaGuillermo QuinterosОценок пока нет