Вам также может понравиться
- Cutting SpeedДокумент5 страницCutting Speedokooy erusОценок пока нет
- Speeds and Feeds For Metal CuttingДокумент4 страницыSpeeds and Feeds For Metal CuttingAnonymous dh6DITОценок пока нет
- Feed Rate CalculationsДокумент4 страницыFeed Rate CalculationsJesus Said Mercado VegaОценок пока нет
- 3 - Cutter Speeds and FeedsДокумент23 страницы3 - Cutter Speeds and FeedsAirlangga GoonersОценок пока нет
- Lathe OperationsДокумент40 страницLathe OperationsRavi Sharma100% (4)
- Finding CGДокумент22 страницыFinding CGDURGGA PRASADDОценок пока нет
- Speeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingДокумент28 страницSpeeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingAbel David Olmos BotelloОценок пока нет
- Cutting Speed2Документ13 страницCutting Speed2Nebukad NezardОценок пока нет
- Cutting SpeedДокумент5 страницCutting SpeedsandigricОценок пока нет
- Cutting Speed Feed Rate .Depth of CutДокумент2 страницыCutting Speed Feed Rate .Depth of CutWajahat RasoolОценок пока нет
- Krar Unit 60Документ21 страницаKrar Unit 60AkashОценок пока нет
- Krar Unit 60Документ21 страницаKrar Unit 60Aman QaisarОценок пока нет
- Cutting Speeds & RPM CalculationsДокумент7 страницCutting Speeds & RPM Calculationsyanuar_adhiОценок пока нет
- Milling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Документ4 страницыMilling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Damir PrstenkovОценок пока нет
- Milling Cutting Speeds & RPM CalculationsДокумент3 страницыMilling Cutting Speeds & RPM CalculationsQuilerОценок пока нет
- Experiment P1 Metal Cutting Process: Adama UniversityДокумент37 страницExperiment P1 Metal Cutting Process: Adama UniversityelmasrinavatheОценок пока нет
- Speeds & Feeds: Drilling & Reaming Surface Feet Per Minute (SFM)Документ6 страницSpeeds & Feeds: Drilling & Reaming Surface Feet Per Minute (SFM)naninoОценок пока нет
- Cutting Speed Feed For Milling MachineДокумент21 страницаCutting Speed Feed For Milling MachineKeerthi Kumar100% (1)
- Reference Tables: General Guide For Cutting Speeds and Feeds For DrillsДокумент1 страницаReference Tables: General Guide For Cutting Speeds and Feeds For DrillsleonboneОценок пока нет
- Dura Bar Machining GuideДокумент4 страницыDura Bar Machining GuidericassterОценок пока нет
- SFM Formulae Chart 2Документ2 страницыSFM Formulae Chart 2Carlos Gabriel PensamientoОценок пока нет
- MachiningДокумент12 страницMachiningwardendavid5591100% (1)
- PB Alumec EnglishДокумент12 страницPB Alumec EnglishByron RodriguezОценок пока нет
- Catalogo LaminaДокумент320 страницCatalogo LaminaHumberto José Reyes CevallosОценок пока нет
- Cutting Speed Feed and DOC2Документ21 страницаCutting Speed Feed and DOC2Riko PrakosoОценок пока нет
- High Speed Shearing of Stainless Steel Tube UpdatedДокумент3 страницыHigh Speed Shearing of Stainless Steel Tube UpdatedOzetoОценок пока нет
- Carbide End Mill Feeds and Speeds General Purpose TiNДокумент1 страницаCarbide End Mill Feeds and Speeds General Purpose TiNjoshОценок пока нет
- Machining Rule of ThumbДокумент2 страницыMachining Rule of ThumbKamlesh DalavadiОценок пока нет
- Machining Duplex Stainless Steels: Shop Sheet 103Документ4 страницыMachining Duplex Stainless Steels: Shop Sheet 103Adrian CeplinschiОценок пока нет
- Speed and Feed For Lathe MachiningДокумент6 страницSpeed and Feed For Lathe MachiningThinesh ChanderОценок пока нет
- Gear Manufacturing To TeachДокумент44 страницыGear Manufacturing To Teachvijchoudhary16Оценок пока нет
- Speeds and Feeds 1053 1054Документ1 страницаSpeeds and Feeds 1053 1054P CHОценок пока нет
- MProcesses Notes 3Документ25 страницMProcesses Notes 3Fakhru Rozi ZОценок пока нет
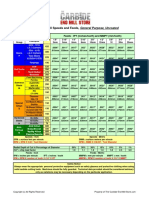
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedДокумент1 страницаCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakОценок пока нет
- Cutting Data - Greenwood Tools LTDДокумент3 страницыCutting Data - Greenwood Tools LTDJayakrishnaОценок пока нет
- Hobbing CutterДокумент4 страницыHobbing CutterJunshen KazamaОценок пока нет
- 05 MachiningДокумент12 страниц05 MachiningVisvas RajyaguruОценок пока нет
- Bansal Institute of Engineering and Technology, LucknowДокумент59 страницBansal Institute of Engineering and Technology, LucknowSunnyVermaОценок пока нет
- 16luma PDFДокумент80 страниц16luma PDFpedjaОценок пока нет
- The Circular Saws BCO 800/60 - 120 - 180 For Edging, Multi-Rip and Cant SawingДокумент8 страницThe Circular Saws BCO 800/60 - 120 - 180 For Edging, Multi-Rip and Cant SawinguripssgmailОценок пока нет
- Mycalex Machining Guidelines 2012 1Документ2 страницыMycalex Machining Guidelines 2012 1elmirbolicОценок пока нет
- UTA026 Manufacturing Processes Work SheetДокумент3 страницыUTA026 Manufacturing Processes Work SheetGUNJAN KHULLARОценок пока нет
- Lecture 5 Lathe Speed and FeedДокумент14 страницLecture 5 Lathe Speed and FeedYAWARОценок пока нет
- Aisi D2: Cold Work Tool SteelДокумент7 страницAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoОценок пока нет
- What Is Cutting Speed, Feed, Depth of Cut in Machine ToolsДокумент3 страницыWhat Is Cutting Speed, Feed, Depth of Cut in Machine ToolsrlwersalОценок пока нет
- Precision and Laboratory EquipmentsДокумент33 страницыPrecision and Laboratory EquipmentsTone RatanalertОценок пока нет
- Kennametal Technical Data MetricДокумент35 страницKennametal Technical Data MetricVimaher Vila-realОценок пока нет
- Wing Bend FlyerДокумент2 страницыWing Bend Flyeralexayala5151Оценок пока нет
- Manufacturing Engineering Assignment Thapar UniversityДокумент5 страницManufacturing Engineering Assignment Thapar UniversitySaurav Kumar0% (1)
- Cutting Speed Feed andДокумент22 страницыCutting Speed Feed andashokrangasamyОценок пока нет
- SpindleSpeed & FeedRateДокумент4 страницыSpindleSpeed & FeedRateMohamed Ben SalemОценок пока нет
- Spindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkДокумент4 страницыSpindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkBerheОценок пока нет
- Graphs Used in Projet PDFДокумент4 страницыGraphs Used in Projet PDFTrilok YadavОценок пока нет
- Nimonic 80A (TM) Super Alloy Material Property Data Sheet - Product Availability and Request A QuoteДокумент5 страницNimonic 80A (TM) Super Alloy Material Property Data Sheet - Product Availability and Request A QuotedharmatejakademОценок пока нет
- Sec Roc Drill Pipe and AdaptersДокумент16 страницSec Roc Drill Pipe and AdaptersSerkanAl50% (2)
- Project Presentation 3.0Документ35 страницProject Presentation 3.0CH.SUMANTHОценок пока нет
- 3.4 Production Tech MillingДокумент15 страниц3.4 Production Tech MillingЛев СтонтОценок пока нет
- Brochure IntroДокумент1 страницаBrochure IntroShahed FacebookОценок пока нет
- CodingДокумент8 страницCodingShahed FacebookОценок пока нет
- Advanced Programming and Cyber Security Syllabus 040119Документ1 страницаAdvanced Programming and Cyber Security Syllabus 040119Shahed FacebookОценок пока нет
- Data TransferДокумент24 страницыData TransferShahed FacebookОценок пока нет
- An Embedded System Is Just A Computer Buried Inside Some Other ProductДокумент3 страницыAn Embedded System Is Just A Computer Buried Inside Some Other ProductShahed FacebookОценок пока нет
- Learn About Spanish Workbook, Level 2 PDFДокумент33 страницыLearn About Spanish Workbook, Level 2 PDFShahed Facebook100% (3)
- Emily Ford, Michael Liebowitz, Linda Wasmer Andrews-What You Must Think of Me_ A Firsthand Account of One Teenager's Experience with Social Anxiety Disorder (Adolescent Mental Health Initiative) (2007.pdfДокумент177 страницEmily Ford, Michael Liebowitz, Linda Wasmer Andrews-What You Must Think of Me_ A Firsthand Account of One Teenager's Experience with Social Anxiety Disorder (Adolescent Mental Health Initiative) (2007.pdfShahed FacebookОценок пока нет
- Mill Setup ChecklistДокумент1 страницаMill Setup ChecklistShahed FacebookОценок пока нет
- Charles Mendel-Spanish Short Stories For BeginnersДокумент79 страницCharles Mendel-Spanish Short Stories For BeginnersMicheal Goodman100% (6)
- Paramedic Student GuideДокумент431 страницаParamedic Student GuideShahed Facebook0% (1)
- CNC Setting and Operation WorkbookДокумент56 страницCNC Setting and Operation WorkbookShahed FacebookОценок пока нет
- ENGG1960 Engineering Drawings Lecture Dimensioning PDFДокумент17 страницENGG1960 Engineering Drawings Lecture Dimensioning PDFShahed FacebookОценок пока нет
- ENGG1960 Engineering Drawings Lecture Sectioning PDFДокумент10 страницENGG1960 Engineering Drawings Lecture Sectioning PDFShahed FacebookОценок пока нет
- Strima White BookДокумент420 страницStrima White Bookorhapetru1234Оценок пока нет
- Gerber MCT Cutter - EДокумент2 страницыGerber MCT Cutter - EmohamedОценок пока нет
- Chip Standard Shapes (ISO 3685,1977Документ7 страницChip Standard Shapes (ISO 3685,1977sathishelakkiyaОценок пока нет
- 500 Mechanical Sy MP-I Smart QuestionsДокумент23 страницы500 Mechanical Sy MP-I Smart QuestionsGeorge CamachoОценок пока нет
- SPACE TURN LB2000 EX2-E-11a-300Feb2014 PDFДокумент15 страницSPACE TURN LB2000 EX2-E-11a-300Feb2014 PDFigorОценок пока нет
- Okuma OSP 5 Axis TrainingДокумент49 страницOkuma OSP 5 Axis TrainingRick WilliamsОценок пока нет
- Apt Programming (Unit-III)Документ45 страницApt Programming (Unit-III)raviОценок пока нет
- Wen 6650 12.5 Inch Thickness Planer Owners Manual ENДокумент18 страницWen 6650 12.5 Inch Thickness Planer Owners Manual ENTerrence JonesОценок пока нет
- Experimental Set Up On Metal Spinning PDFДокумент7 страницExperimental Set Up On Metal Spinning PDFAnonymous VRspXsmОценок пока нет
- Catalogo Insertos FresamentoДокумент33 страницыCatalogo Insertos FresamentoClediliano André MirandaОценок пока нет
- Answer Any Three Full Questions, Each Carries 10 Marks: Reg No.: - NameДокумент2 страницыAnswer Any Three Full Questions, Each Carries 10 Marks: Reg No.: - NameswalihОценок пока нет
- Prediction of Cutting Force and Temperature Rise in The End-Milling OperationДокумент12 страницPrediction of Cutting Force and Temperature Rise in The End-Milling OperationPalanisamy PonnusamyОценок пока нет
- 5 - G-CodeДокумент50 страниц5 - G-CodeHandriToarPangkeregoОценок пока нет
- Vturn Range ProfileДокумент26 страницVturn Range Profileatif jabbarОценок пока нет
- Cut-Off: KTKF KTKFS (For Sub Spindle Tooling)Документ30 страницCut-Off: KTKF KTKFS (For Sub Spindle Tooling)Freya NaragОценок пока нет
- Prototext 5 ManualДокумент6 страницPrototext 5 Manualapi-445432424Оценок пока нет
- MetalRemoval Rev AD06-29Документ200 страницMetalRemoval Rev AD06-29Jeshua GuillenОценок пока нет
- MazakДокумент420 страницMazakrguzmanabundis100% (1)
- Material Removal Analysis For Compliant Polishing Tool Using Adaptive Meshing Technique and Archard Wear ModelДокумент20 страницMaterial Removal Analysis For Compliant Polishing Tool Using Adaptive Meshing Technique and Archard Wear ModelVinayak ImadiОценок пока нет
- Lathe MachiningДокумент207 страницLathe MachiningClode23Оценок пока нет
- Unist MQL HandbookДокумент48 страницUnist MQL HandbookMann Sales & Marketing100% (1)
- SolidCAM 2021 Modules OverviewДокумент111 страницSolidCAM 2021 Modules OverviewmicheldonОценок пока нет
- Advanced Metal Cutting Technology (MAT-514 A) Patr 1Документ25 страницAdvanced Metal Cutting Technology (MAT-514 A) Patr 1Bizuayehu Tadesse100% (1)
- Turning Aerospace IndustryДокумент12 страницTurning Aerospace Industryawaism471Оценок пока нет
- Ppce Unit 1 MCQ Set 2Документ3 страницыPpce Unit 1 MCQ Set 2Asst.Prof MECH25% (4)
- Spreadsheet For Estimation of Machining Forces and Power Requirements - End Milling OperationsДокумент7 страницSpreadsheet For Estimation of Machining Forces and Power Requirements - End Milling OperationsMuhammad Ghiyats MukminОценок пока нет
- Machining Experiment - 2 - D22Документ6 страницMachining Experiment - 2 - D22Rahul Raghunath BodankiОценок пока нет
- Turning8010 a-08-01314EN Metric SecДокумент788 страницTurning8010 a-08-01314EN Metric Secyosamy77Оценок пока нет
- Manufacturing Technology Lab-II Viva QuestionsДокумент11 страницManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- 65160e PDFДокумент419 страниц65160e PDFavalente112100% (1)