Вам также может понравиться
- IRD Balancing MachineДокумент75 страницIRD Balancing MachineRavi Shankar M GОценок пока нет
- Service - Manual - CLASSIC 500 - 350 PDFДокумент229 страницService - Manual - CLASSIC 500 - 350 PDFsandystays100% (1)
- Valve Inspection & TestingДокумент6 страницValve Inspection & TestingRavi Shankar M GОценок пока нет
- Leakage Acceptance Rates Comparison Metal & Soft SEATED VALVES ISO 5208/API 598/API 6D/MSS SP-61/FCI 70-2Документ6 страницLeakage Acceptance Rates Comparison Metal & Soft SEATED VALVES ISO 5208/API 598/API 6D/MSS SP-61/FCI 70-2alidragomir100% (1)
- DHДокумент17 страницDHRavi Shankar M GОценок пока нет
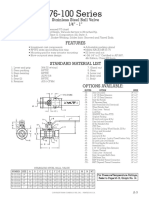
- 76 100Документ7 страниц76 100Ravi Shankar M GОценок пока нет
- Valve Material Selection Chart PDFДокумент10 страницValve Material Selection Chart PDFRavi Shankar M GОценок пока нет
- Data Overview - Engineer (Work Permits)Документ1 страницаData Overview - Engineer (Work Permits)Ravi Shankar M GОценок пока нет
- Nri Account Opening Form - SBIДокумент6 страницNri Account Opening Form - SBIRavi Shankar M GОценок пока нет
- SBI Account Opening Form For NRIДокумент6 страницSBI Account Opening Form For NRIRavi Shankar M GОценок пока нет
- Direct Admission of Students Abroad (DASA) 2016Документ23 страницыDirect Admission of Students Abroad (DASA) 2016Ravi Shankar M GОценок пока нет
- S051137 Drawing M1002Документ1 страницаS051137 Drawing M1002Cristian HiguitaОценок пока нет
- NHRCWorkersRightsBook EДокумент84 страницыNHRCWorkersRightsBook EIshwar DahalОценок пока нет
- 3M 1099 MSDSДокумент8 страниц3M 1099 MSDSRavi Shankar M GОценок пока нет
- HercuLink AirДокумент6 страницHercuLink AirRavi Shankar M GОценок пока нет
- EpilogueДокумент2 страницыEpilogueRavi Shankar M GОценок пока нет
- Handbook of Mechanical Works InspectionДокумент488 страницHandbook of Mechanical Works InspectionReza Parvin80% (20)
- Bullet 500 Owners ManualДокумент118 страницBullet 500 Owners ManualChandru S100% (1)
- CISCO Phone PDFДокумент5 страницCISCO Phone PDFRavi Shankar M GОценок пока нет
- Nuchin UndeДокумент2 страницыNuchin UndeRavi Shankar M GОценок пока нет
- Chapter XLVIII: Warding Off Devotee's CalamitiesДокумент3 страницыChapter XLVIII: Warding Off Devotee's CalamitiesRavi Shankar M GОценок пока нет
- Chapter 50Документ4 страницыChapter 50Ravi Shankar M GОценок пока нет
- Chapter 49Документ3 страницыChapter 49Ravi Shankar M GОценок пока нет
- Chapter 46Документ2 страницыChapter 46Ravi Shankar M GОценок пока нет
- Chapter 42Документ3 страницыChapter 42Ravi Shankar M GОценок пока нет
- Chapter 47Документ3 страницыChapter 47Ravi Shankar M GОценок пока нет
- Chapter 43 - 44Документ4 страницыChapter 43 - 44Ravi Shankar M GОценок пока нет
- Chapter 41Документ3 страницыChapter 41Ravi Shankar M GОценок пока нет
- Chapter XL: Stories of BabaДокумент3 страницыChapter XL: Stories of BabaRavi Shankar M GОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Recommendation Letter MhandoДокумент2 страницыRecommendation Letter MhandoAnonymous Xb3zHio0% (1)
- 01-Toy Product DesignДокумент54 страницы01-Toy Product DesignJuanОценок пока нет
- JSREP Volume 38 Issue 181ج3 Page 361 512Документ52 страницыJSREP Volume 38 Issue 181ج3 Page 361 512ahmed oudaОценок пока нет
- Boolean Operations in 3D - AutoCAD 2016 Tutorial and VideosДокумент19 страницBoolean Operations in 3D - AutoCAD 2016 Tutorial and VideosRohit Chandrakant SalveОценок пока нет
- Pertemuan 1 - Verb, Noun, Adjective and AdverbДокумент6 страницPertemuan 1 - Verb, Noun, Adjective and AdverbHaris PambudiОценок пока нет
- Fashion Design and Product DevelopmentДокумент6 страницFashion Design and Product DevelopmentYona Tasya AzizieОценок пока нет
- Equinoxes and Solstices: UttarayanamДокумент2 страницыEquinoxes and Solstices: UttarayanamRahul SharmaОценок пока нет
- NC1 AC Contactor, 9 95A: Contactors ContactorsДокумент2 страницыNC1 AC Contactor, 9 95A: Contactors ContactorsYamendra GurungОценок пока нет
- Grade 4 SYLLABUS Check Point 1Документ2 страницыGrade 4 SYLLABUS Check Point 1Muhammad HassaanОценок пока нет
- Probability and Statistics Ii Assignment I July 2019 PDFДокумент3 страницыProbability and Statistics Ii Assignment I July 2019 PDFDanielОценок пока нет
- Future Christchurch: Solutions. Housing: Biran HeДокумент108 страницFuture Christchurch: Solutions. Housing: Biran HecamiayoungОценок пока нет
- (English) Time and The Brain - The Illusion of Now - Hinze Hogendoorn - TEDxUtrechtUniversity (DownSub - Com)Документ14 страниц(English) Time and The Brain - The Illusion of Now - Hinze Hogendoorn - TEDxUtrechtUniversity (DownSub - Com)Диана ТатарчукОценок пока нет
- TLE Curriculum MatrixДокумент3 страницыTLE Curriculum MatrixJerrymi TandogОценок пока нет
- P2P L2 Asr9000Документ88 страницP2P L2 Asr9000ws_595Оценок пока нет
- Practicality and Efficiency: Presented By: Grace EscabasДокумент11 страницPracticality and Efficiency: Presented By: Grace EscabasMiaeОценок пока нет
- Soft Sculpture EventsДокумент28 страницSoft Sculpture EventsAlabala BalaaОценок пока нет
- Khairro SanfordДокумент2 страницыKhairro SanfordJezreel SabadoОценок пока нет
- Summary Good To GreatДокумент5 страницSummary Good To GreatAziz ur RehmanОценок пока нет
- Tutorial 4 Chapter 4 - CorrosionДокумент2 страницыTutorial 4 Chapter 4 - CorrosionHafizatul AqmarОценок пока нет
- APAVE Tiger CP - UK - FINAL2Документ1 страницаAPAVE Tiger CP - UK - FINAL2AdrewhassTechnicaОценок пока нет
- Upload Infotype 2006 (Absence Quotas) - Code Gallery - SCN WikiДокумент3 страницыUpload Infotype 2006 (Absence Quotas) - Code Gallery - SCN WikiArun Varshney (MULAYAM)Оценок пока нет
- Education and Learning: Good Study HabitsДокумент3 страницыEducation and Learning: Good Study Habitsزهرة ZaraОценок пока нет
- TOEFL - Longman TOEFL-534-540Документ7 страницTOEFL - Longman TOEFL-534-540Diah Agustina RatuОценок пока нет
- Dakshin Dinajpur TP ListДокумент5 страницDakshin Dinajpur TP ListDeb D Creative StudioОценок пока нет
- 20-12-11 Ericsson V, Samsung EDTX ComplaintДокумент22 страницы20-12-11 Ericsson V, Samsung EDTX ComplaintFlorian MuellerОценок пока нет
- Liter Ature - 4A: Start ThinkingДокумент2 страницыLiter Ature - 4A: Start ThinkingNour AlkaloutiОценок пока нет
- Multimedia Critique Paper 1Документ4 страницыMultimedia Critique Paper 1api-345838334Оценок пока нет
- Learner's Book Answers: Unit 1 CellsДокумент31 страницаLearner's Book Answers: Unit 1 CellsLyaz Antony91% (91)
- Pdlgfu15: PDLGFU15 User's GuideДокумент327 страницPdlgfu15: PDLGFU15 User's Guidejose antonio carazoОценок пока нет
- Computer Typing History of TypingДокумент9 страницComputer Typing History of TypingRamОценок пока нет