Вам также может понравиться
- Austempering - ExposicionДокумент20 страницAustempering - ExposicionVictorDiazMegoОценок пока нет
- Material TroquelДокумент6 страницMaterial TroqueledwinОценок пока нет
- Trabajo de Tecnologia Mecanica Forjado de LlaveДокумент32 страницыTrabajo de Tecnologia Mecanica Forjado de LlaveCristhianMauricioAguilar100% (1)
- Tratamiento AustemperingДокумент10 страницTratamiento AustemperingAlejandro S. FuentesОценок пока нет
- Rueda Motriz G23-1-1Документ19 страницRueda Motriz G23-1-1JOSE IGNACIO CRUZ CHOQUEОценок пока нет
- Rueda Motriz G23-1Документ22 страницыRueda Motriz G23-1JOSE IGNACIO CRUZ CHOQUEОценок пока нет
- Tratamientos MatemperingДокумент6 страницTratamientos MatemperingSalvador Tinoco VRs100% (1)
- PROYECTO FINAL de Tratamiento TermicoДокумент28 страницPROYECTO FINAL de Tratamiento TermicoSandro Fabrizzio Sanchez SanchezОценок пока нет
- Parcial 3 AcerosДокумент5 страницParcial 3 AcerosSEBASTIAN SANCHEZ FRANCOОценок пока нет
- Qué Es El Proceso de RoladoДокумент12 страницQué Es El Proceso de RoladoRigo Atoccsa25% (4)
- PREGUNTAS Tercer Parcial TT 1Документ28 страницPREGUNTAS Tercer Parcial TT 1Arnold NiñoОценок пока нет
- Aceros EspecialesДокумент54 страницыAceros Especialesluislfcr100% (2)
- 2.4 Diseño de Transportadores de Cadena y Tratamientos TérmicosДокумент5 страниц2.4 Diseño de Transportadores de Cadena y Tratamientos TérmicosVALERIA SUSANA REYNAGA RUBIOОценок пока нет
- Informe Análisis Comparativo MetalesДокумент14 страницInforme Análisis Comparativo MetalestiffanymejiaОценок пока нет
- Tecnologia de MaterialesДокумент8 страницTecnologia de MaterialesAlexander SánchezОценок пока нет
- Tarea 3 Grupo 2Документ8 страницTarea 3 Grupo 2Criss ArguelloОценок пока нет
- Repote Practica Acero 1080Документ11 страницRepote Practica Acero 1080David Vazquez Rojas100% (1)
- Acero para MuellesДокумент8 страницAcero para MuellesEdwardd DavidОценок пока нет
- Tecnología de Los Materiales - TP3Документ4 страницыTecnología de Los Materiales - TP3Alvaro LunaОценок пока нет
- Trabajo Final PDFДокумент17 страницTrabajo Final PDFFahmi MuzaОценок пока нет
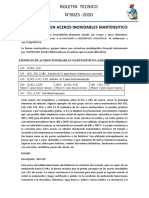
- Aceros Inoxidables MartensiticoДокумент4 страницыAceros Inoxidables Martensiticomarvin montesОценок пока нет
- JaviДокумент10 страницJaviDiego PabonОценок пока нет
- Analisis MetalograficoДокумент13 страницAnalisis MetalograficoHenry Adrian Yar MoralesОценок пока нет
- Acero 1040Документ16 страницAcero 1040Ramón Navas50% (2)
- Aplicacion de Los Diferentes AcerosДокумент17 страницAplicacion de Los Diferentes AcerosRoger HernandezОценок пока нет
- Ficha Tecnica de AbrazaderaДокумент5 страницFicha Tecnica de Abrazaderajaime julio rosado dazaОценок пока нет
- Tipos y Caracteristicas de AcerosДокумент15 страницTipos y Caracteristicas de AcerosCANELO ANTON JHON ALFREDOОценок пока нет
- InformeДокумент10 страницInformealejo paredesОценок пока нет
- Informe de Laboratorio N°5Документ14 страницInforme de Laboratorio N°5Elvis DiazОценок пока нет
- Acero de MuellesДокумент5 страницAcero de Muellesjvlm92Оценок пока нет
- Unidad 2 - MC 118 - 2020-2-Aceros AleadosДокумент71 страницаUnidad 2 - MC 118 - 2020-2-Aceros Aleadosdani_mariluzОценок пока нет
- Torno y FresaДокумент6 страницTorno y FresaihfydgufhhajgОценок пока нет
- Que Es El Proceso de RoladoДокумент12 страницQue Es El Proceso de RoladoGei PolОценок пока нет
- Lab5 Tratamientos TérmicosДокумент11 страницLab5 Tratamientos TérmicosCésar SánchezОценок пока нет
- Austenitización Y Borurado Simultáneo de Un Hierro Nodular AustemperizadoДокумент8 страницAustenitización Y Borurado Simultáneo de Un Hierro Nodular AustemperizadoLaboratorio CalidadОценок пока нет
- CabillaДокумент7 страницCabilladiegoОценок пока нет
- Trat. TérmicosДокумент34 страницыTrat. TérmicosMarco Navarro TolentinoОценок пока нет
- Acero 1035Документ4 страницыAcero 1035dojopeba50% (2)
- Avances en La Producción y Aplicación de Aceros Bifásicos PDFДокумент9 страницAvances en La Producción y Aplicación de Aceros Bifásicos PDFJorge MadiasОценок пока нет
- Acero 2316Документ8 страницAcero 2316DanielJoseLancherosОценок пока нет
- Aleaciones de Aluminio para ForjaДокумент5 страницAleaciones de Aluminio para ForjaMichel Leonel Heredia Luizaga100% (1)
- Informe Acero 1020Документ20 страницInforme Acero 1020Daniela Bustamante CasasОценок пока нет
- Tor No Automatic oДокумент31 страницаTor No Automatic oLUISSPERBERОценок пока нет
- Banco de PreguntasДокумент10 страницBanco de PreguntasFernanda AvilésОценок пока нет
- Banco de Preguntas Aceros (2098)Документ9 страницBanco de Preguntas Aceros (2098)Ivanna GuambaОценок пока нет
- ABRAZADERASДокумент5 страницABRAZADERASjaime julio rosado dazaОценок пока нет
- Tubería Sin CosturaДокумент17 страницTubería Sin CosturaSara MontoyaОценок пока нет
- Tipologías de Aceros InoxidablesДокумент12 страницTipologías de Aceros InoxidablesgusrieloОценок пока нет
- Grupo 07-Tipos y Caracteristicas de AcerosДокумент15 страницGrupo 07-Tipos y Caracteristicas de AcerosJCANELO ANTONОценок пока нет
- Creusabro8000 PDFДокумент8 страницCreusabro8000 PDFmarioaristidesОценок пока нет
- Laboratorio Materiales CementacionДокумент5 страницLaboratorio Materiales CementacionDaniel RОценок пока нет
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОт EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОценок пока нет
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309От EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Рейтинг: 5 из 5 звезд5/5 (1)
- Reparación de elementos metálicos. TMVL0309От EverandReparación de elementos metálicos. TMVL0309Рейтинг: 5 из 5 звезд5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108От EverandSoldadura en el montaje de tuberías. FMEC0108Рейтинг: 3.5 из 5 звезд3.5/5 (3)
- Conformado y curvado en la fabricación de tuberías. FMEC0108От EverandConformado y curvado en la fabricación de tuberías. FMEC0108Оценок пока нет
- Perfiles Puerta AluminioДокумент5 страницPerfiles Puerta AluminioToño PonceОценок пока нет
- 1.8 Reducción de Circuitos Serie-ParaleloДокумент5 страниц1.8 Reducción de Circuitos Serie-ParaleloMarcos MartinezОценок пока нет
- TESIS - La Utilizacion Del EPS en Obras de GeotecniaДокумент357 страницTESIS - La Utilizacion Del EPS en Obras de GeotecniaKaren Carrión SánchezОценок пока нет
- Actividades Unidad 2: Aplicaciones Del DiodoДокумент8 страницActividades Unidad 2: Aplicaciones Del DiodoPaula Garrido VázquezОценок пока нет
- Ejercicios Temple AskelandДокумент1 страницаEjercicios Temple AskelandRolando Herrera0% (1)
- Unidad 3 (Estructura Molecular)Документ33 страницыUnidad 3 (Estructura Molecular)Franco TorresОценок пока нет
- Temario Tecnologia de Materiales PDFДокумент12 страницTemario Tecnologia de Materiales PDFSteven RamosОценок пока нет
- Unidad III Propiedades de Los MaterialesДокумент8 страницUnidad III Propiedades de Los Materialesanto2592Оценок пока нет
- Pandeo UnseДокумент22 страницыPandeo Unsedani_c_t_95Оценок пока нет
- U2 8B Maldonado FmeДокумент17 страницU2 8B Maldonado FmeFelipe Maldonado EspinozaОценок пока нет
- Hoja Calculo Placa Colaborante - AD600Документ27 страницHoja Calculo Placa Colaborante - AD600Edgar CespedesОценок пока нет
- BII-Sesión de Aprendizaje 13 - Classroom QuimicaДокумент12 страницBII-Sesión de Aprendizaje 13 - Classroom QuimicaAdiel Sebastian Panduro EspinozaОценок пока нет
- Laboratorio 4Документ9 страницLaboratorio 4api-3762603100% (5)
- Semana DosДокумент36 страницSemana DosRamon Manuel Portocarrero CardenasОценок пока нет
- Guia Espectroscopia Atomica LPRMДокумент4 страницыGuia Espectroscopia Atomica LPRMKarolyn ReginoОценок пока нет
- Tension Superficial - EjerciciosДокумент4 страницыTension Superficial - EjerciciosLINDSAY LISBETH MENDOZA MENDOZAОценок пока нет
- Temple y RevenidoДокумент10 страницTemple y RevenidoIvonne Castillo MartinezОценок пока нет
- 02b Relacion de PoissonДокумент16 страниц02b Relacion de PoissonLENIN EUCLIDES TRUJILLO PALACIOSОценок пока нет
- En Qué Consiste La Segunda Ley de La TermodinámicaДокумент10 страницEn Qué Consiste La Segunda Ley de La Termodinámicadavid muñozОценок пока нет
- Un Grano y Como Se FormaДокумент5 страницUn Grano y Como Se FormaValentina Paz Lineros BoschОценок пока нет
- Segunda Unidad Examen de OpuДокумент6 страницSegunda Unidad Examen de OpuEstudiante INGОценок пока нет
- Unidad 34Документ42 страницыUnidad 34jeremiasОценок пока нет
- Informe Laboratorio 2 Resistencia Serie Y ParaleloДокумент4 страницыInforme Laboratorio 2 Resistencia Serie Y Paralelobrayan31142Оценок пока нет
- Memoria de Calculo de Viga Pinza - Presa CapillucasДокумент10 страницMemoria de Calculo de Viga Pinza - Presa Capillucasbeberly_torresОценок пока нет
- FotoceldaДокумент6 страницFotoceldarolanlipaОценок пока нет
- Practica 6 de FisicaДокумент12 страницPractica 6 de FisicaJohan Alejandro100% (1)
- Microestructura y Propiedades de Los MaterialesДокумент16 страницMicroestructura y Propiedades de Los MaterialessilverioОценок пока нет
- Superposición Estabilidad 2Документ5 страницSuperposición Estabilidad 2Felix MarichalarОценок пока нет
- EP1 Solución de Problemas Específicos Sobre El Fenómeno de ConvecciónДокумент2 страницыEP1 Solución de Problemas Específicos Sobre El Fenómeno de ConvecciónOsito De AndaОценок пока нет
- Electrotecnia IДокумент8 страницElectrotecnia IFer ChavezОценок пока нет