Вам также может понравиться
- INS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesДокумент25 страницINS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesenriqueОценок пока нет
- R-004 - Piping and Equipment Insulation Ed3, Aug2006Документ30 страницR-004 - Piping and Equipment Insulation Ed3, Aug2006Dragoslav Dzolic100% (2)
- Splash Zone Coating For Riser PipesДокумент11 страницSplash Zone Coating For Riser PipesĐiệnBiênNhâm100% (2)
- Norsok Materials GuideДокумент37 страницNorsok Materials GuideYomara Samantha Hernandez LaureanoОценок пока нет
- PIP - STD - STS05130 Struct Erection 2-2002Документ11 страницPIP - STD - STS05130 Struct Erection 2-2002John ClaytonОценок пока нет
- Norsok U-001 Rev 3 2002Документ15 страницNorsok U-001 Rev 3 2002lutfirashid87Оценок пока нет
- NORSOK M-501 Rev 5 2004Документ20 страницNORSOK M-501 Rev 5 2004Col TennantОценок пока нет
- 6 (1) - NORSOK M601 Welding & Inspection PipingДокумент24 страницы6 (1) - NORSOK M601 Welding & Inspection PipingAnwar Jbali100% (1)
- To Heat Treatment of Welded Structures and Technical Data: CooperheatДокумент11 страницTo Heat Treatment of Welded Structures and Technical Data: Cooperheatsnipertomb100% (9)
- QP - spc.L.007 R1-Heat Shrink Sleeves For Corrosion Protection of PipelinДокумент24 страницыQP - spc.L.007 R1-Heat Shrink Sleeves For Corrosion Protection of PipelinJagadeesh PuppalaОценок пока нет
- NORSOK Standard M-503Документ16 страницNORSOK Standard M-503cristianoclemОценок пока нет
- Guidelines For Certification of Subsea Production System PDFДокумент105 страницGuidelines For Certification of Subsea Production System PDFMassimoSalaОценок пока нет
- Asset Intelligence Report - A Primer On High Temperature Hydrogen AttackДокумент9 страницAsset Intelligence Report - A Primer On High Temperature Hydrogen AttackVajid MadathilОценок пока нет
- DNV RP F103Документ15 страницDNV RP F103Khaled Moustafa Kamel100% (1)
- Surface Preparation and ProtectiveДокумент26 страницSurface Preparation and ProtectivefelavinОценок пока нет
- N-001 Integrity of Offshore Structures (Rev. 8, September 2012) (30p)Документ30 страницN-001 Integrity of Offshore Structures (Rev. 8, September 2012) (30p)Lee EunseokОценок пока нет
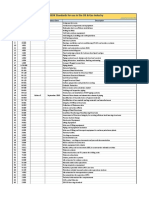
- NORSOK Standards for Oil & Gas IndustryДокумент2 страницыNORSOK Standards for Oil & Gas IndustryVivi Oktavianti100% (2)
- Hse Powerpoint - pptx1Документ161 страницаHse Powerpoint - pptx1Gbenga Mobolade100% (3)
- Z 015 2004Документ54 страницыZ 015 2004mreavy7399Оценок пока нет
- Drilling Facilities: NORSOK Standard D-001Документ70 страницDrilling Facilities: NORSOK Standard D-001Well Control100% (1)
- Handbook - Subsea Pipeline SystemsДокумент149 страницHandbook - Subsea Pipeline SystemsPhong Nguyen100% (5)
- NORSOK S-001-4thEdДокумент72 страницыNORSOK S-001-4thEdypzo100% (1)
- Pipeline Connection & Repair Systems (PCRS)Документ12 страницPipeline Connection & Repair Systems (PCRS)Yang Gul Lee100% (2)
- DNV Rp-f112-2008 - Design of Duplex Stainless Steel Subsea Equipment Exposed To Cathodic ProtectionДокумент20 страницDNV Rp-f112-2008 - Design of Duplex Stainless Steel Subsea Equipment Exposed To Cathodic Protectionzaxader0% (1)
- NORSOK U-101 (1997) - Diving Respiratory EquipmentДокумент17 страницNORSOK U-101 (1997) - Diving Respiratory EquipmentxavjerОценок пока нет
- Surface Preparation and Protective Coating: Norsok StandardДокумент28 страницSurface Preparation and Protective Coating: Norsok StandardTeck Tiong Huan100% (1)
- Coating Corrosion RP f106Документ25 страницCoating Corrosion RP f106Rochdi SahliОценок пока нет
- QP - spc.L.006 R1-Field Applied Fusion Bonded Epoxy Coating For Pipeline Girth Weld JointsДокумент25 страницQP - spc.L.006 R1-Field Applied Fusion Bonded Epoxy Coating For Pipeline Girth Weld JointsJagadeesh Puppala100% (2)
- Iso 18797 1 2016 en PDFДокумент11 страницIso 18797 1 2016 en PDFgede adhyatmikaОценок пока нет
- Corrosion Protection of Offshore StructuresДокумент10 страницCorrosion Protection of Offshore StructuresHo Minh Viet100% (1)
- Norsok M001 MaterialsДокумент31 страницаNorsok M001 MaterialsbreeeeezzzzzeОценок пока нет
- NORSOK Standard for Cathodic Protection M-CR-503Документ16 страницNORSOK Standard for Cathodic Protection M-CR-503Yetkin ErdoğanОценок пока нет
- Koc-P-004 Part 8 Rev 2Документ41 страницаKoc-P-004 Part 8 Rev 2Hari KrishnanОценок пока нет
- Corrosion ProtectionДокумент14 страницCorrosion ProtectionSefri Susanto100% (2)
- Well Testing Systems: Norsok StandardДокумент40 страницWell Testing Systems: Norsok StandardBoris Zaslichko100% (1)
- Compact Flanged Connections L-005Документ12 страницCompact Flanged Connections L-005Ranjan ShankarОценок пока нет
- Norsok Standard M-501: Rev. 5, June 2004Документ24 страницыNorsok Standard M-501: Rev. 5, June 2004Nelson Matos100% (1)
- Norsok Surface Preparation M-501Документ28 страницNorsok Surface Preparation M-501Ricky WCK100% (2)
- S 002 Norsok PDFДокумент60 страницS 002 Norsok PDFDino PedutoОценок пока нет
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Документ15 страницTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITОценок пока нет
- Statoil TR0042 Version 4Документ14 страницStatoil TR0042 Version 4BlainОценок пока нет
- Norsok M501 System GuideДокумент16 страницNorsok M501 System GuideUhong LaiОценок пока нет
- Materials Selection Guide for NACE ApplicationsДокумент6 страницMaterials Selection Guide for NACE Applicationsfabioberutti100% (1)
- SFD N004 2013 PDFДокумент21 страницаSFD N004 2013 PDFMohamed Abo-ZaidОценок пока нет
- M 501Документ24 страницыM 501darby1028100% (1)
- INS-000-SPE-0002 Rev.1 Specification For Painting and Coating%2c Structural Steel of Marine FacilitiesДокумент18 страницINS-000-SPE-0002 Rev.1 Specification For Painting and Coating%2c Structural Steel of Marine FacilitiesCristhian Joel VIОценок пока нет
- Surface Preparation and Protective CoatingДокумент19 страницSurface Preparation and Protective CoatingnitinОценок пока нет
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFДокумент31 страница8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- 8474l-000-Jsd-2310-001-2-Protective CoatingДокумент31 страница8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- Sold Lubrication Fundamentals and Applications Friction and WearДокумент58 страницSold Lubrication Fundamentals and Applications Friction and Wearjrri16Оценок пока нет
- MEP-G-ES-008 - 4 Surface Preparation Painting GalvanizingДокумент31 страницаMEP-G-ES-008 - 4 Surface Preparation Painting Galvanizingari onoОценок пока нет
- K.muhlberg Corrosion Protection For WindmillsДокумент12 страницK.muhlberg Corrosion Protection For WindmillsTiago Lopes100% (1)
- Norsok M CR 501r1Документ19 страницNorsok M CR 501r1Peter AllisonОценок пока нет
- Mechanical Properties of Multilayer Coatings Deposited by PVD Techniques Onto The Brass SubstrateДокумент6 страницMechanical Properties of Multilayer Coatings Deposited by PVD Techniques Onto The Brass SubstrateBharath Achary T SОценок пока нет
- Corrosion Protection Coatings For Buried In-PlaДокумент11 страницCorrosion Protection Coatings For Buried In-PlaElias EliasОценок пока нет
- Deliverable-2009-346-Retention Preconstruction Primer Final Report-BAE SE ShipyardsДокумент29 страницDeliverable-2009-346-Retention Preconstruction Primer Final Report-BAE SE ShipyardshannaismcОценок пока нет
- Norsok Standard Common Requirements Surface Preparation and Protective CoatingДокумент19 страницNorsok Standard Common Requirements Surface Preparation and Protective CoatingAhmed FoudaОценок пока нет
- KOC-P-004 Part 4Документ38 страницKOC-P-004 Part 4Hari KrishnanОценок пока нет
- Establishing Shipbuilding Quality Requirements For Hull Structure, Outfitting, and CoatingsДокумент75 страницEstablishing Shipbuilding Quality Requirements For Hull Structure, Outfitting, and CoatingsNavnath GawasОценок пока нет
- Surface - PreparationДокумент102 страницыSurface - PreparationQudri SaufiОценок пока нет
- Maintenance Painting of Steelwork Manual Provides GuidanceДокумент33 страницыMaintenance Painting of Steelwork Manual Provides GuidancerohanZorbaОценок пока нет
- Inspection of Marine Surface Preparation and Coating ApplicationДокумент3 страницыInspection of Marine Surface Preparation and Coating ApplicationROHITОценок пока нет
- Ferrogard Sikagard Low Concrete CoverДокумент8 страницFerrogard Sikagard Low Concrete Covermjnasar khan jamalОценок пока нет
- JO-AM-MGC-SP-203 (Rev. A1) Painting and Coating of Metal Surfaces SSДокумент43 страницыJO-AM-MGC-SP-203 (Rev. A1) Painting and Coating of Metal Surfaces SSpetronashscribdid100% (1)
- SSPC QP1Документ36 страницSSPC QP1DuongthithuydungОценок пока нет
- 8Vhu*Xlghhq: (OFRPHWHU䄎含祮 (OFRPHWHU䄎含懽Документ65 страниц8Vhu*Xlghhq: (OFRPHWHU䄎含祮 (OFRPHWHU䄎含懽DuongthithuydungОценок пока нет
- FBE RIDOTT Compressed-1Документ2 страницыFBE RIDOTT Compressed-1DuongthithuydungОценок пока нет
- Abrasive Profile GuidelineДокумент1 страницаAbrasive Profile GuidelineDuongthithuydungОценок пока нет
- Enviroline 399ABR UKДокумент17 страницEnviroline 399ABR UKDuongthithuydungОценок пока нет
- Cilbond Elastomer Bonding GuideДокумент3 страницыCilbond Elastomer Bonding GuideDuongthithuydungОценок пока нет
- NEURTEK Paint Coatings ENДокумент88 страницNEURTEK Paint Coatings ENDuongthithuydungОценок пока нет
- 3095 DatasheetДокумент2 страницы3095 DatasheetDuongthithuydungОценок пока нет
- Aaac 4671Документ3 страницыAaac 4671DuongthithuydungОценок пока нет
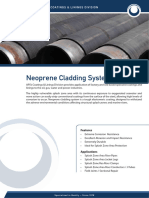
- Neoprene Cladding SystemsДокумент2 страницыNeoprene Cladding SystemsDuongthithuydungОценок пока нет
- Protecting Splash Zones of Offshore PlatformsДокумент7 страницProtecting Splash Zones of Offshore PlatformsDuongthithuydungОценок пока нет
- FBE Product Info Sheet 1802 1Документ1 страницаFBE Product Info Sheet 1802 1DuongthithuydungОценок пока нет
- 118PB1NL 2 UsansiДокумент9 страниц118PB1NL 2 UsansiDuongthithuydungОценок пока нет
- Bond Datasheet Ds 113 enДокумент2 страницыBond Datasheet Ds 113 enDuongthithuydungОценок пока нет
- Intergard 475HSДокумент4 страницыIntergard 475HSDilip VaradharajanОценок пока нет
- 118PB1NL 2 UsansiДокумент9 страниц118PB1NL 2 UsansiDuongthithuydungОценок пока нет
- Intergard 269 DatasheetДокумент4 страницыIntergard 269 DatasheetBalasubramanian AnanthОценок пока нет
- Plasite 4550 S: Selection & Specification DataДокумент4 страницыPlasite 4550 S: Selection & Specification DataSHAIK ASIMUDDINОценок пока нет
- Interthane 990Документ4 страницыInterthane 990DuongthithuydungОценок пока нет
- PDS Hempel's Galvosil 15700 en-GBДокумент2 страницыPDS Hempel's Galvosil 15700 en-GBbayuОценок пока нет
- Carboglas 1601 SG Product Data SheetДокумент5 страницCarboglas 1601 SG Product Data SheetWifi wpa wepОценок пока нет
- High Temp Mesh PDSДокумент2 страницыHigh Temp Mesh PDSDuongthithuydungОценок пока нет
- Carbozinc 11Документ4 страницыCarbozinc 11DuongthithuydungОценок пока нет
- Carbothane 134 HS PDSДокумент4 страницыCarbothane 134 HS PDSDuongthithuydungОценок пока нет
- Carboguard 703 GF PDSДокумент4 страницыCarboguard 703 GF PDSDuongthithuydungОценок пока нет
- Thermaline 450 EP PDSДокумент3 страницыThermaline 450 EP PDSNguyễn Duy BiênОценок пока нет
- Sanitile 120 PDSДокумент4 страницыSanitile 120 PDSDuongthithuydungОценок пока нет
- Carbozinc 858 (3K)Документ4 страницыCarbozinc 858 (3K)DuongthithuydungОценок пока нет
- Carbozinc 858: Selection & Specification DataДокумент4 страницыCarbozinc 858: Selection & Specification DataNico RoisnerОценок пока нет
- Pyroclad X1: Selection & Specification DataДокумент6 страницPyroclad X1: Selection & Specification DataDuongthithuydungОценок пока нет
- Book of Welding 2007 PDFДокумент80 страницBook of Welding 2007 PDFravi00098100% (1)
- PREP MACHINES (From " - 42") : Pipe Equipment Specialists LTDДокумент36 страницPREP MACHINES (From " - 42") : Pipe Equipment Specialists LTDJorgeОценок пока нет
- R 392Документ19 страницR 392Ucok666Оценок пока нет
- S690QL - Hemiska Analiza PDFДокумент7 страницS690QL - Hemiska Analiza PDFEmir MujićОценок пока нет
- Pressure Gauges GBДокумент56 страницPressure Gauges GBMRRogueОценок пока нет
- Mono MaticДокумент21 страницаMono MaticRomanChibisovОценок пока нет
- B034 6 44 0074 PDFДокумент14 страницB034 6 44 0074 PDFShashi RanjanОценок пока нет
- TIG ZONE 20 Series spare partsДокумент2 страницыTIG ZONE 20 Series spare partsulasОценок пока нет
- KFUPM ME 322 Manufacturing Processes Homework #3Документ2 страницыKFUPM ME 322 Manufacturing Processes Homework #3Nawaf Al-TamimiОценок пока нет
- Astm/Asme Reference: SpecificationДокумент32 страницыAstm/Asme Reference: SpecificationÀngel RodriguezОценок пока нет
- Premier Limited Plate Data SheetДокумент14 страницPremier Limited Plate Data SheetGurbir SinghОценок пока нет
- 1-MC AAS Q1101 Aerospace WelderДокумент21 страница1-MC AAS Q1101 Aerospace WelderOm Ar TanОценок пока нет
- Joint Geometry Indications in Conventional and Phased Array Ultrasonic TestingДокумент10 страницJoint Geometry Indications in Conventional and Phased Array Ultrasonic TestingRamakrishnan AmbiSubbiahОценок пока нет
- OA Cutting and WeldingДокумент24 страницыOA Cutting and WeldingJames Hale0% (1)
- Previews AWS A5 12M A5 12 2009 PreДокумент12 страницPreviews AWS A5 12M A5 12 2009 PreMani VannanОценок пока нет
- Aircraft Construction and Repair Chap.2Документ8 страницAircraft Construction and Repair Chap.2Yenoh SisoОценок пока нет
- Course Summary: Diploma Project 1 Metal FabricationДокумент4 страницыCourse Summary: Diploma Project 1 Metal FabricationFord KatimОценок пока нет
- Procesamiento Harina PescadoДокумент5 страницProcesamiento Harina PescadoEdgar Diaz NietoОценок пока нет
- Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysДокумент4 страницыElectromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysNathaniel LuraОценок пока нет
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsДокумент1 страницаOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaОценок пока нет
- Thermit Australia Product Catalogue 2012Документ20 страницThermit Australia Product Catalogue 2012Rey Luis TehОценок пока нет
- DAWLANCE PAKISTAN A Report On The SupplyДокумент17 страницDAWLANCE PAKISTAN A Report On The SupplyMadiha AhmedОценок пока нет
- Esabbasicweldingfillarmetaltechnology 150312185120 Conversion Gate01Документ301 страницаEsabbasicweldingfillarmetaltechnology 150312185120 Conversion Gate01arnoldbatista55Оценок пока нет
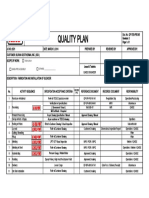
- Quality Plan for Fabrication and Installation of Silencer for Biliran Geothermal IncДокумент1 страницаQuality Plan for Fabrication and Installation of Silencer for Biliran Geothermal IncAldrin HernandezОценок пока нет
- Validation of The Calculation Models and Design Tools of Steel Beam Column Joints by Experiment and FEA NavarroДокумент163 страницыValidation of The Calculation Models and Design Tools of Steel Beam Column Joints by Experiment and FEA NavarroRavi Teja PolisettiОценок пока нет