Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Power PhrasesДокумент23 страницыPower Phrasesname isОценок пока нет
- Solar System CalculationДокумент1 страницаSolar System CalculationVinod Gupta100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Blogs To Submit Music ToДокумент6 страницBlogs To Submit Music Totheo theoОценок пока нет
- CCW Action Plan - GAP ANALYSIS ON SAFETY MANAGEMENT SYSTEMДокумент14 страницCCW Action Plan - GAP ANALYSIS ON SAFETY MANAGEMENT SYSTEMVinod GuptaОценок пока нет
- 4g11 Tg2 Engine Parts BookДокумент64 страницы4g11 Tg2 Engine Parts Bookrahmeds123100% (2)
- CCW Action Plan - GAP ANALYSIS ON SAFETY MANAGEMENT SYSTEMДокумент14 страницCCW Action Plan - GAP ANALYSIS ON SAFETY MANAGEMENT SYSTEMVinod GuptaОценок пока нет
- HEMM Maintenance - ConceptДокумент12 страницHEMM Maintenance - ConceptDinesh Kumar Mali100% (1)
- NCHRP Report 507Документ87 страницNCHRP Report 507Yoshua YangОценок пока нет
- 220kV Da Bac - TEL, SER, FR, FL, TN48, INV Panel Drawing - R7Документ200 страниц220kV Da Bac - TEL, SER, FR, FL, TN48, INV Panel Drawing - R7Văn Ngọc NguyễnОценок пока нет
- 70T RT Tadano GR-700EX Load Charts PDFДокумент12 страниц70T RT Tadano GR-700EX Load Charts PDFOtto Heinrich WehmannОценок пока нет
- 70T RT Tadano GR-700EX Load Charts PDFДокумент12 страниц70T RT Tadano GR-700EX Load Charts PDFOtto Heinrich WehmannОценок пока нет
- Scanned by CamscannerДокумент8 страницScanned by CamscannerVinod GuptaОценок пока нет
- Chapter 7 - Design FocusДокумент2 страницыChapter 7 - Design FocusMegan Camaya100% (1)
- Wear MechanismДокумент29 страницWear MechanismSHIVAJI CHOUDHURY100% (5)
- Sap CodeДокумент1 страницаSap CodeVinod GuptaОценок пока нет
- CTSMech - MiningMachinery CTS NSQF-5Документ96 страницCTSMech - MiningMachinery CTS NSQF-5Vinod GuptaОценок пока нет
- Reason DetailsДокумент2 страницыReason DetailsVinod GuptaОценок пока нет
- Outstanding StatementДокумент6 страницOutstanding StatementVinod GuptaОценок пока нет
- Replace CAPA by Risk ControlДокумент2 страницыReplace CAPA by Risk ControlVinod GuptaОценок пока нет
- Mechanical Mines18022023Документ2 страницыMechanical Mines18022023Vinod GuptaОценок пока нет
- Dgms AvaДокумент3 страницыDgms AvaVinod GuptaОценок пока нет
- 07-01 TroubleshootingДокумент33 страницы07-01 TroubleshootingVinod GuptaОценок пока нет
- Wear Debris Analysis OilДокумент27 страницWear Debris Analysis OilVinod GuptaОценок пока нет
- Advt NMRCL HR O&m 01 2016Документ6 страницAdvt NMRCL HR O&m 01 2016Vivek SainiОценок пока нет
- th550b Technical Specifications EnglishДокумент10 страницth550b Technical Specifications EnglishVinod GuptaОценок пока нет
- Real Time Equipment Performance Monitoring System For Oc Iii Mine Rg2 Area 1. SubjectДокумент7 страницReal Time Equipment Performance Monitoring System For Oc Iii Mine Rg2 Area 1. SubjectAmol ChoreОценок пока нет
- Brochure - 2 Days EDP On Safety in Mines at ICEM, AhmedabadДокумент3 страницыBrochure - 2 Days EDP On Safety in Mines at ICEM, AhmedabadVinod GuptaОценок пока нет
- 68201793324AMFinal Draft AIS143Документ29 страниц68201793324AMFinal Draft AIS143Anonymous tHe2vCОценок пока нет
- Mining Transport Solutions BRДокумент32 страницыMining Transport Solutions BRmohanОценок пока нет
- SR - No Date Hydraulic Oil: Recycled Oil Top-Up Records: Ex1200-3nos New Bucket Cylinder Replaced On 27.12.2018Документ2 страницыSR - No Date Hydraulic Oil: Recycled Oil Top-Up Records: Ex1200-3nos New Bucket Cylinder Replaced On 27.12.2018Vinod GuptaОценок пока нет
- Reducing Energy Use in Excavators With BiodieselДокумент7 страницReducing Energy Use in Excavators With BiodieselVinod GuptaОценок пока нет
- Inspection Report: 13400hr(s) 6year(s) 5month(s) Urgent Immediate Repair RequiredДокумент3 страницыInspection Report: 13400hr(s) 6year(s) 5month(s) Urgent Immediate Repair RequiredVinod GuptaОценок пока нет
- Sept 19 CostДокумент2 страницыSept 19 CostVinod GuptaОценок пока нет
- 302 PDFДокумент1 страница302 PDFVinod GuptaОценок пока нет
- PC1250SP 7 PDFДокумент16 страницPC1250SP 7 PDFnitinjainmechОценок пока нет
- RanapДокумент4 страницыRanapJane GoodwinОценок пока нет
- Aluminum History PDFДокумент20 страницAluminum History PDFelmardaОценок пока нет
- Booz Allen - Strategy & BusinessДокумент18 страницBooz Allen - Strategy & BusinessPaul AllenОценок пока нет
- The Sims 4 Cheats For PC: Platform. If You've DiscoveredДокумент2 страницыThe Sims 4 Cheats For PC: Platform. If You've DiscoveredDean Joyce AlborotoОценок пока нет
- HDPE Pipe InstallationДокумент7 страницHDPE Pipe InstallationJeferson Binay-an100% (1)
- OD (In) Weight (PPF) I.D (In) Capacity (BPF)Документ8 страницOD (In) Weight (PPF) I.D (In) Capacity (BPF)Ebrahim SoleimaniОценок пока нет
- Dap 018 AДокумент28 страницDap 018 AajoaomvОценок пока нет
- Transformer Secondary ConductorsДокумент10 страницTransformer Secondary ConductorsdskymaximusОценок пока нет
- Ertalyte TXDataДокумент5 страницErtalyte TXDatavizcensoОценок пока нет
- Selfdrive Autopilot CarsДокумент20 страницSelfdrive Autopilot CarsPavan L ShettyОценок пока нет
- Muse Score 3Документ246 страницMuse Score 3lejuan0Оценок пока нет
- Ad-All Ss Pressure GaugeДокумент5 страницAd-All Ss Pressure Gaugepankaj doshiОценок пока нет
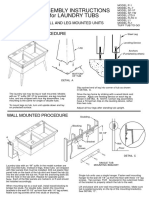
- American Standard fl7tg Installation SheetДокумент2 страницыAmerican Standard fl7tg Installation SheetJonn Denver NuggetsОценок пока нет
- Population Forecast: The Population of Three DecadesДокумент8 страницPopulation Forecast: The Population of Three DecadesaejazОценок пока нет
- Dual-Phase, Quick-PWM Controllers For IMVP-IV CPU Core Power SuppliesДокумент45 страницDual-Phase, Quick-PWM Controllers For IMVP-IV CPU Core Power Supplieslucian1961Оценок пока нет
- Mobile Networks and ApplicationsДокумент232 страницыMobile Networks and ApplicationsrabrajОценок пока нет
- 8.4.2 Detecting The Presence/Absence of Paper: Pickup RollerДокумент2 страницы8.4.2 Detecting The Presence/Absence of Paper: Pickup RollerHERL NEIL BilbaoОценок пока нет
- Hydraulic BrakeДокумент29 страницHydraulic Brakerup_ranjan532250% (8)
- Motor Driver Board Tb6560-5axisДокумент14 страницMotor Driver Board Tb6560-5axisAli Asghar MuzzaffarОценок пока нет
- Marina Bay SandsДокумент5 страницMarina Bay SandsTauqeer A. BalochОценок пока нет
- Nathan and NickДокумент73 страницыNathan and Nickapi-237623449Оценок пока нет
- Tyre RetradingДокумент4 страницыTyre RetradingdskjajkdsaОценок пока нет
- GSB (Coarse Graded) Summary Sheet: Physical PropertiesДокумент10 страницGSB (Coarse Graded) Summary Sheet: Physical PropertiesjitendraОценок пока нет
- Imovie Presentation Rubric EfДокумент1 страницаImovie Presentation Rubric Efapi-239838395Оценок пока нет
- PKG 101 Principles of Packaging Quiz 1AДокумент2 страницыPKG 101 Principles of Packaging Quiz 1AuknowgaryОценок пока нет