Вам также может понравиться
- Arquitectura BergantinДокумент144 страницыArquitectura BergantinAnonymous deDe9r100% (1)
- Expo Proce 2Документ12 страницExpo Proce 2Andres Perez AbarcaОценок пока нет
- Informe 3 Sistemas DigitalesДокумент8 страницInforme 3 Sistemas DigitalesJuan Jesús Vargas SaldañaОценок пока нет
- 2DOCICLOДокумент14 страниц2DOCICLOMauricio DevilolОценок пока нет
- Actividades Tema 13 PDFДокумент4 страницыActividades Tema 13 PDFBruno Bejar AbaldeОценок пока нет
- Diapositivas Dengue, Zika y ChikungunyaДокумент33 страницыDiapositivas Dengue, Zika y ChikungunyaJennifferValera0% (1)
- Perno AutoperforanteДокумент2 страницыPerno AutoperforanteLuis SergioОценок пока нет
- 1 - Bomba RotДокумент8 страниц1 - Bomba RotWilmerRojasОценок пока нет
- Sem.01 Analizamos La Participacion Democratica en La Sociedad Antigua Primer AñoДокумент4 страницыSem.01 Analizamos La Participacion Democratica en La Sociedad Antigua Primer AñoCalebGYОценок пока нет
- Caso ClínicoДокумент21 страницаCaso ClínicoPedro Armando López BarreraОценок пока нет
- Clariant Oil Services EspañolДокумент55 страницClariant Oil Services EspañolRodrigo MendoncaОценок пока нет
- Informe de Laboratorio de Fundamentos de QuimicaДокумент6 страницInforme de Laboratorio de Fundamentos de QuimicaYureilis Epieyu FajardoОценок пока нет
- Matemática Básica para AdministracionДокумент5 страницMatemática Básica para AdministracionJorge Jairo Aliaga LeivaОценок пока нет
- Tarea Vi La Uapa Como Modalidad Educativa A Distancia.Документ3 страницыTarea Vi La Uapa Como Modalidad Educativa A Distancia.Orquidea FriasОценок пока нет
- Paso Fino ColombianoДокумент7 страницPaso Fino Colombianojesus castañedaОценок пока нет
- Colector Ciclónico de PolvoДокумент17 страницColector Ciclónico de PolvoPierre799es100% (1)
- Problemas Sabado 18Документ4 страницыProblemas Sabado 18MirnaYulissaCabreraZavaletaОценок пока нет
- Memoria de Calculo para Super Estructura de PuenteДокумент56 страницMemoria de Calculo para Super Estructura de PuenteAnonymous R31rp2g48Оценок пока нет
- Tarea I Contabilidad Gubernamental Mariel MedinaДокумент6 страницTarea I Contabilidad Gubernamental Mariel Medinajesica mesina paredesОценок пока нет
- Política Energética Nacional Del Perú Jimy CondorДокумент17 страницPolítica Energética Nacional Del Perú Jimy CondorJimy Julian Condor AlfaroОценок пока нет
- Gerencia Estrategica y Prospectiva - CmiДокумент9 страницGerencia Estrategica y Prospectiva - CmilucyОценок пока нет
- PROSPECTIVAДокумент1 страницаPROSPECTIVANATA ALBERTОценок пока нет
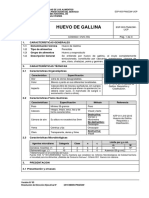
- QALIWARMA, Huevo de Gallina.Документ3 страницыQALIWARMA, Huevo de Gallina.Alonzo CustodioОценок пока нет
- GUIA 6 Cantillo Eline Criado Laura Garcia Paola PDFДокумент12 страницGUIA 6 Cantillo Eline Criado Laura Garcia Paola PDFstyhtgutyОценок пока нет
- Financiamiento Interno y ExternoДокумент5 страницFinanciamiento Interno y ExternoJoseОценок пока нет
- Términos y Condiciones Mi Cuenta Tigo - 0Документ3 страницыTérminos y Condiciones Mi Cuenta Tigo - 0DS ClanОценок пока нет
- Materiales para Redes AereasДокумент16 страницMateriales para Redes Aereaspablo tenecotaОценок пока нет
- La Toma de Decisiones FinancierasДокумент4 страницыLa Toma de Decisiones FinancierasJimmy Ccasa HuamánОценок пока нет
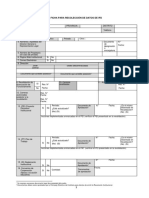
- Ficha para Recolección de Datos de If1Документ7 страницFicha para Recolección de Datos de If1Rolando VillanuevaОценок пока нет
- 04 Ind 254 Trabajo GradoДокумент110 страниц04 Ind 254 Trabajo GradoIsabel Torres GutiérrezОценок пока нет