Вам также может понравиться
- Montaje de soportes y ensamblaje de tuberías. FMEC0108От EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Рейтинг: 5 из 5 звезд5/5 (1)
- Brochure Kansha Group PDFДокумент42 страницыBrochure Kansha Group PDFFrancisco Caceda QuispeОценок пока нет
- Portafolio MRДокумент35 страницPortafolio MRAlejandra SuarezОценок пока нет
- Especificaciones, Normas y Requerimientos para El Transporte EscolarДокумент90 страницEspecificaciones, Normas y Requerimientos para El Transporte EscolarDIEGO DELGADILLO DIAZОценок пока нет
- Ctcc-c-001 - Protocolo de Recepcion de Materiales - Segun DossierДокумент1 страницаCtcc-c-001 - Protocolo de Recepcion de Materiales - Segun DossierMayco Chalco RojasОценок пока нет
- Ficha Tecnica Aluminate Sintetico (Cristian Leblanc)Документ2 страницыFicha Tecnica Aluminate Sintetico (Cristian Leblanc)Cristian LeblancОценок пока нет
- Foro 1.2Документ8 страницForo 1.2Marco CuyaОценок пока нет
- Unidad 1 Proceso de Fabricacion (Investigacion)Документ38 страницUnidad 1 Proceso de Fabricacion (Investigacion)CRISTIAN GUADALUPE VASQUEZ CHIGOОценок пока нет
- Cambio de Poste Porta BarraДокумент30 страницCambio de Poste Porta Barrapadopulos9400Оценок пока нет
- Paneles Sedimentadores LaminaresДокумент55 страницPaneles Sedimentadores LaminaresGabriela MonjeОценок пока нет
- La Negociación InternacionalДокумент9 страницLa Negociación InternacionalDiana Carolina Olavide RodriguezОценок пока нет
- Habilitación UrbanaДокумент3 страницыHabilitación Urbanacarlos sánchez0% (1)
- PREPARACION PARA LA CALIFICACIÓN Y CERTIFICACIÓN COMO CERTIFIED WELDING INSPECTOR (CWI) DE LA AWS (American Welding Society) PDFДокумент3 страницыPREPARACION PARA LA CALIFICACIÓN Y CERTIFICACIÓN COMO CERTIFIED WELDING INSPECTOR (CWI) DE LA AWS (American Welding Society) PDFSantiago DuranОценок пока нет
- SESION 1 Ejemplo Formato Tipo TextoДокумент3 страницыSESION 1 Ejemplo Formato Tipo TextoyimoncarОценок пока нет
- 8018 C 1Документ1 страница8018 C 1Alejandro Esteban Chelen ParraОценок пока нет
- Procedimiento de Pintado Andina - A y A PDFДокумент6 страницProcedimiento de Pintado Andina - A y A PDFDoris EspinozaОценок пока нет
- 03 EnfierradorДокумент6 страниц03 EnfierradorIsaac CornejosalvoОценок пока нет
- Oferta Económica Doc. A B C y DДокумент158 страницOferta Económica Doc. A B C y DEmpresa ConstructoraОценок пока нет
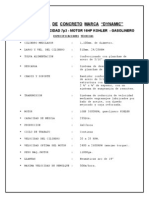
- DYNAMIC Mezcladora 7P3 - Ficha TécnicaДокумент2 страницыDYNAMIC Mezcladora 7P3 - Ficha Técnicalookb64Оценок пока нет
- Informe y Cotizacion de Reparacion de Zarandas-IndusolДокумент5 страницInforme y Cotizacion de Reparacion de Zarandas-IndusolRobin RodríguezОценок пока нет
- Informe Cubicacion - Grupo 1Документ4 страницыInforme Cubicacion - Grupo 1Rodrigo Sebastián Delgado González0% (1)
- Trabajos de Soldadura MontajeДокумент10 страницTrabajos de Soldadura MontajeJesus CoronelОценок пока нет
- Brochure Servicios Industriales Rubio (SERVIR)Документ2 страницыBrochure Servicios Industriales Rubio (SERVIR)Juan Jo LoОценок пока нет
- Normas Codigos y Especificaciones de SoldaduraДокумент60 страницNormas Codigos y Especificaciones de SoldaduraJose Puc Manzanilla100% (1)
- Gestion de ProyectosДокумент17 страницGestion de ProyectosKewin Villa DiazОценок пока нет
- Formato Control T&M - M3Документ1 страницаFormato Control T&M - M3FREDY RONALD TACO MARAZAОценок пока нет
- Unidad 4 Herramientas de La CalidadДокумент46 страницUnidad 4 Herramientas de La CalidadFiorella Massiel Siesquén Tineo0% (1)
- Ejemplo de LookaheadДокумент8 страницEjemplo de Lookaheadjesus manchegoОценок пока нет
- Mantenimiento TripticoДокумент2 страницыMantenimiento TripticoLUIS ANDRE TAPIA CRUZОценок пока нет
- Formato de Area de Trabajo Seguro (Ats)Документ16 страницFormato de Area de Trabajo Seguro (Ats)Nicoll Cespedes MogollonОценок пока нет
- Requisición para El Alquiler de Andamios para Realizar Trabajos de Remodelación de Almacén GeneralДокумент1 страницаRequisición para El Alquiler de Andamios para Realizar Trabajos de Remodelación de Almacén GeneralAlexis OliveraОценок пока нет
- Plan de Control de CalidadДокумент5 страницPlan de Control de CalidadGuillermoPatricioArancibiaRamirezОценок пока нет
- Folleto Acerca Del MBA en ESAN 2019Документ23 страницыFolleto Acerca Del MBA en ESAN 2019El Erre veneОценок пока нет
- Plan de Trabjo para Servicio de Reparacion de Mesa de Faja #12Документ16 страницPlan de Trabjo para Servicio de Reparacion de Mesa de Faja #12Rodolfo ManchegoОценок пока нет
- Pre LosasДокумент54 страницыPre LosasMichael Basilio100% (1)
- Inspección Técnica de Seguridad en Defensa Civil-MonitoreoДокумент7 страницInspección Técnica de Seguridad en Defensa Civil-MonitoreoMercedes MarisolОценок пока нет
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3GДокумент19 страницCalificación Paso A Paso Del Soldador D1.1 SMAW 3Gecaph244Оценок пока нет
- Tecnicas Metalicas IngenierosДокумент4 страницыTecnicas Metalicas IngenierosAdriana Cconislla QuispeОценок пока нет
- (Ex) Une-En Iso 14122-4 2017Документ5 страниц(Ex) Une-En Iso 14122-4 2017Eduardo Farfan0% (1)
- Tesis IMCO PDFДокумент194 страницыTesis IMCO PDFLuiscito Maccapa100% (1)
- Optimizacion Tiempo Cadencia Laminacion Caliente SidorДокумент89 страницOptimizacion Tiempo Cadencia Laminacion Caliente SidorEinstein Juan Moreno PereaОценок пока нет
- S2T1 - Fundamentos de La Dirección de Proyectos - ActividadДокумент2 страницыS2T1 - Fundamentos de La Dirección de Proyectos - ActividadNixon Cruzado VasquezОценок пока нет
- Ficha Técnica ObrasДокумент11 страницFicha Técnica ObrasBray T-rОценок пока нет
- Fabricacion de CañeriasДокумент7 страницFabricacion de CañeriasgusdanyОценок пока нет
- Plataformas Armadas en Tierra TratadaДокумент7 страницPlataformas Armadas en Tierra TratadaPaulaОценок пока нет
- Observaciones TerrenoДокумент5 страницObservaciones TerrenoVictor Moreno100% (1)
- Plan de Mantenimiento Pintura ElectrostaticaДокумент5 страницPlan de Mantenimiento Pintura ElectrostaticamarlonОценок пока нет
- El Grid GerencialДокумент6 страницEl Grid GerencialGonzalo Cruz IzquierdoОценок пока нет
- CV Simple S.serquen 2018Документ5 страницCV Simple S.serquen 2018ERICK DORIANОценок пока нет
- Reclamaciones en Las Empresas ConstructorasДокумент4 страницыReclamaciones en Las Empresas ConstructorasVelazco JairoОценок пока нет
- Tiempo de Vida Util de La MaquinaДокумент6 страницTiempo de Vida Util de La MaquinaAntony Munoz SaldivarОценок пока нет
- Descripcion de PuestoДокумент2 страницыDescripcion de PuestoNuñez NeresisОценок пока нет
- Bh-Pets-094 v05 Fabricacion Cambio de Ductos Colector de Polvo en ChancДокумент32 страницыBh-Pets-094 v05 Fabricacion Cambio de Ductos Colector de Polvo en ChancPaul FloresОценок пока нет
- TEMA 2 - Uniones Soldadas y Tecnicas de SoldeoДокумент19 страницTEMA 2 - Uniones Soldadas y Tecnicas de SoldeoJuan Hernández100% (4)
- Escalera ExposicionДокумент22 страницыEscalera ExposicionJavi RamosОценок пока нет
- Brochure - Trec Ingenieros Sac-2021 - Rev002Документ2 страницыBrochure - Trec Ingenieros Sac-2021 - Rev002Yefer FeroriОценок пока нет
- Cemex 1Документ5 страницCemex 1api-347163296Оценок пока нет
- Brochure Mantserv Sac 2019Документ45 страницBrochure Mantserv Sac 2019Rosmel GonzalesОценок пока нет
- Especificaciones Tecnicas Estructuras Metalicas - DrokasaДокумент5 страницEspecificaciones Tecnicas Estructuras Metalicas - DrokasaAna Quijandria MendozaОценок пока нет
- Especificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAДокумент27 страницEspecificaciones Tecnicas Estructuras - METALICAS - ECOPLAZAguidoОценок пока нет
- Hyr Yura 23019 - B10Документ1 страницаHyr Yura 23019 - B10David Borja HuarachiОценок пока нет
- Hyr Yura 23019 - B02Документ1 страницаHyr Yura 23019 - B02David Borja HuarachiОценок пока нет
- Hyr 23009 A01Документ1 страницаHyr 23009 A01David Borja HuarachiОценок пока нет
- Muestra 1-1Документ1 страницаMuestra 1-1David Borja HuarachiОценок пока нет
- EXT qFH7pebOKZylZBySIuVRДокумент4 страницыEXT qFH7pebOKZylZBySIuVRDavid Borja HuarachiОценок пока нет
- 23019-Edificio - Estr 01-DGN-01Документ1 страница23019-Edificio - Estr 01-DGN-01David Borja HuarachiОценок пока нет
- MQ13 600 CM 5840 SS3600 - RevcДокумент44 страницыMQ13 600 CM 5840 SS3600 - RevcDavid Borja HuarachiОценок пока нет
- Certificado de Operatividad Tecle Cadena y Otros EquiposДокумент1 страницаCertificado de Operatividad Tecle Cadena y Otros EquiposDavid Borja HuarachiОценок пока нет
- 150 TIP. 150 TIP.: Aa Quellaveco S.AДокумент1 страница150 TIP. 150 TIP.: Aa Quellaveco S.ADavid Borja HuarachiОценок пока нет
- S05 - Tranferencia de CalorДокумент37 страницS05 - Tranferencia de CalorDavid Borja HuarachiОценок пока нет
- Hyr Yura 22062 C02 - BДокумент1 страницаHyr Yura 22062 C02 - BDavid Borja HuarachiОценок пока нет
- Metal Expanded - YohersaДокумент7 страницMetal Expanded - YohersaDavid Borja HuarachiОценок пока нет
- Yura S.A.: Lista de Materiales DescripciónДокумент1 страницаYura S.A.: Lista de Materiales DescripciónDavid Borja HuarachiОценок пока нет
- Sistema EnrollableДокумент2 страницыSistema EnrollableDavid Borja HuarachiОценок пока нет
- Hyr Hoffmann 22127 A02Документ1 страницаHyr Hoffmann 22127 A02David Borja HuarachiОценок пока нет
- 03-05-03-300-05-102 Rev 2-Layout1Документ1 страница03-05-03-300-05-102 Rev 2-Layout1David Borja HuarachiОценок пока нет
- Soporte de Sky Rev02Документ1 страницаSoporte de Sky Rev02David Borja HuarachiОценок пока нет
- Int 70 40 100 - BДокумент1 страницаInt 70 40 100 - BDavid Borja HuarachiОценок пока нет
- Estante Patios de TuffosДокумент1 страницаEstante Patios de TuffosDavid Borja HuarachiОценок пока нет
- E-4 EstabloДокумент1 страницаE-4 EstabloDavid Borja HuarachiОценок пока нет
- Hyr Yura 22062 A01 - 0Документ1 страницаHyr Yura 22062 A01 - 0David Borja HuarachiОценок пока нет
- Instalaciones Eléctricas - AlimentadoresДокумент1 страницаInstalaciones Eléctricas - AlimentadoresDavid Borja HuarachiОценок пока нет
- Hyr-Cosapi San Rafael-22111-A01Документ1 страницаHyr-Cosapi San Rafael-22111-A01David Borja HuarachiОценок пока нет
- Plancha Antiderrame - Item 2 DTLДокумент1 страницаPlancha Antiderrame - Item 2 DTLDavid Borja HuarachiОценок пока нет
- MQ13 600 DR 5840 SS3241Документ1 страницаMQ13 600 DR 5840 SS3241David Borja HuarachiОценок пока нет
- Hyr Yura 22100 - A00Документ1 страницаHyr Yura 22100 - A00David Borja HuarachiОценок пока нет
- MQ13-600-DR-5840-SS22025 - Rev BДокумент1 страницаMQ13-600-DR-5840-SS22025 - Rev BDavid Borja HuarachiОценок пока нет
- Hyr-20020-A1 - Rev BДокумент1 страницаHyr-20020-A1 - Rev BDavid Borja HuarachiОценок пока нет
- MQ13 600 CM 5840 SS3594 - 0Документ15 страницMQ13 600 CM 5840 SS3594 - 0David Borja HuarachiОценок пока нет
- MQ13 600 DR 5840 SSXXX5Документ1 страницаMQ13 600 DR 5840 SSXXX5David Borja HuarachiОценок пока нет
- Matrices Colector PluvialДокумент36 страницMatrices Colector PluvialYelice RendonОценок пока нет
- Costos ParametricosДокумент224 страницыCostos ParametricosAntonio AragonОценок пока нет
- Expediente Completo Mendoza Tiquillahuanca Angie LisetteДокумент60 страницExpediente Completo Mendoza Tiquillahuanca Angie LisetteJose Luis C. VidarteОценок пока нет
- Socoda - 2016 Lavaplatos MesonesДокумент8 страницSocoda - 2016 Lavaplatos MesonesHerlyGamboaОценок пока нет
- Presentacion Enlace AtomicoДокумент8 страницPresentacion Enlace AtomicoJosé JuradoОценок пока нет
- Lab - 2. Metalografía y Tratamientos TérmicosДокумент4 страницыLab - 2. Metalografía y Tratamientos TérmicosNatalia ChavezОценок пока нет
- T1 - P1 - Aspectos y Definiciones Basicas Del Concreto Armado PDFДокумент27 страницT1 - P1 - Aspectos y Definiciones Basicas Del Concreto Armado PDFMario OlorteguiОценок пока нет
- Clase 3, Prevención y Seguridad MineraДокумент353 страницыClase 3, Prevención y Seguridad Mineracinthia100% (1)
- Eficiencia de Enmiendas de SueloДокумент33 страницыEficiencia de Enmiendas de SueloDTipantaОценок пока нет
- Exposicion 3 ConstruccionДокумент18 страницExposicion 3 ConstruccionSTEPHANY LINDSAY DE LA SOTA LANDAОценок пока нет
- Catagolo Oficial Edificio de Comunicaciones Modificado FinalДокумент290 страницCatagolo Oficial Edificio de Comunicaciones Modificado FinalrobertoОценок пока нет
- Arte PatrimonioДокумент3 страницыArte PatrimonioMiletza Yanet Jimenez CastilloОценок пока нет
- Ficha Tecnica QuimeraДокумент10 страницFicha Tecnica QuimeraJhoel VelasquezОценок пока нет
- Diseño de Mezcla Con FsДокумент19 страницDiseño de Mezcla Con FsJhoe DroopsОценок пока нет
- Trabajo Final Quimica OrganicaДокумент9 страницTrabajo Final Quimica OrganicaYeseniaОценок пока нет
- Intercambiadores Problema 2Документ12 страницIntercambiadores Problema 2luis carvajalОценок пока нет
- Universidad Nacional de San Agustin de ArequipaДокумент5 страницUniversidad Nacional de San Agustin de ArequipaLuis TorresОценок пока нет
- Taller No. 1. - Fundamnetos de CostosДокумент5 страницTaller No. 1. - Fundamnetos de CostosPedroAntonioSaavedraTorresОценок пока нет
- Estabilidad en Compuestos de Coordinaci NДокумент8 страницEstabilidad en Compuestos de Coordinaci NIVAN MATEOS ESQUIVELОценок пока нет
- PQR Certificado de Calificacion Del Procedimiento (PQR)Документ2 страницыPQR Certificado de Calificacion Del Procedimiento (PQR)CarlosDeLaMataОценок пока нет
- Determinación de Índice de Peróxido en LípidosДокумент3 страницыDeterminación de Índice de Peróxido en LípidosFERNANDO RAFAEL AGUILAR CANOОценок пока нет
- Determinacion de CarbonatosДокумент17 страницDeterminacion de CarbonatosCARLOS ALFONSO PALMA CALDERONОценок пока нет
- Aplicaciones Del Concreto Lanzado Shot CretДокумент3 страницыAplicaciones Del Concreto Lanzado Shot CretRonald EspinozaОценок пока нет
- Estructura MetalicaДокумент1 страницаEstructura MetalicaDina R. VelasquezОценок пока нет
- Ubicacion SumiДокумент44 страницыUbicacion Sumiangie alcaОценок пока нет
- PIA de Procesos de ManfДокумент13 страницPIA de Procesos de ManfJuan LealОценок пока нет
- Promat Impregnacion 2000. (Pintura)Документ1 страницаPromat Impregnacion 2000. (Pintura)Edson Arévalo ChanganaОценок пока нет
- Toxicología de La Soldadura EcuadorДокумент17 страницToxicología de La Soldadura EcuadorMary Manu NegritaОценок пока нет
- Prueba DiagnósticaДокумент3 страницыPrueba Diagnósticaesteban castañeda ariasОценок пока нет
- NomenclaturaДокумент10 страницNomenclaturaVIANNEY MONSERRAT MACIAS SERRATOSОценок пока нет