Вам также может понравиться
- Material SelectionДокумент3 страницыMaterial SelectionDien Bien Nham100% (1)
- Piping Study - HomeДокумент5 страницPiping Study - HomeshantilalОценок пока нет
- Corrosion Resistance of High Nitrogen Steels PDFДокумент27 страницCorrosion Resistance of High Nitrogen Steels PDFAnil Kumar TОценок пока нет
- Specification Sheet: 2304: (UNS S32304)Документ2 страницыSpecification Sheet: 2304: (UNS S32304)Deepak TdОценок пока нет
- Characteristic of High Temperature MaterialsДокумент17 страницCharacteristic of High Temperature MaterialsMuhammad Salman AttariОценок пока нет
- Improvement of Emissivity of Furnace RefractoryДокумент8 страницImprovement of Emissivity of Furnace RefractoryRinku SingrohaОценок пока нет
- DPVC 09 PetrobrasДокумент47 страницDPVC 09 PetrobrasClaudia MmsОценок пока нет
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodДокумент7 страницHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaОценок пока нет
- Modeling and Simulation of The Temperature Profile Along Offshore Pipeline of An Oil and Gas Flow: Effect of Insulation MaterialsДокумент8 страницModeling and Simulation of The Temperature Profile Along Offshore Pipeline of An Oil and Gas Flow: Effect of Insulation MaterialsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Sulzer Tower Field ServiceДокумент8 страницSulzer Tower Field ServiceAhmad SharkasОценок пока нет
- Woc Hse Manual Standards: Woc LP EP DepartmentДокумент12 страницWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadОценок пока нет
- Effect of Base Isolation On Seismic Fragility of Aboveground LNG Storage TanksДокумент6 страницEffect of Base Isolation On Seismic Fragility of Aboveground LNG Storage TanksciscoОценок пока нет
- Handbook of Comparative World Steel StandardsДокумент1 страницаHandbook of Comparative World Steel StandardsAhmed GomaaОценок пока нет
- P-91 Power Piping and Pressure VesselsДокумент10 страницP-91 Power Piping and Pressure VesselsOliver ArauzОценок пока нет
- 45 Perlite For Non-Evacuated CryogenicДокумент2 страницы45 Perlite For Non-Evacuated CryogenicAhmar Bhatti100% (1)
- Study On Interoperability of LNG FacilitiesДокумент103 страницыStudy On Interoperability of LNG FacilitiesBecon AjoonuОценок пока нет
- Exxon Mobil Matls Lab A105N Vs A350LF2 GrainSize PDFДокумент5 страницExxon Mobil Matls Lab A105N Vs A350LF2 GrainSize PDFAnonymous nw5AXJqjdОценок пока нет
- Stainless Tanks For H3PO4Документ6 страницStainless Tanks For H3PO4joesuhreОценок пока нет
- Corrosion Application Library ManualДокумент230 страницCorrosion Application Library ManualMiguel Angel Holguin MontañoОценок пока нет
- Boundary Layer Theory of Fluid Flow Past A Flat PlatДокумент4 страницыBoundary Layer Theory of Fluid Flow Past A Flat PlatAbby Delos Santos ShinhyeОценок пока нет
- Double Block and Bleed Valves - Instrumentation - Oliver ValvesДокумент4 страницыDouble Block and Bleed Valves - Instrumentation - Oliver ValvesKehinde AdebayoОценок пока нет
- FDP01 MDM3 Asyyy 14 343015 0001 01Документ77 страницFDP01 MDM3 Asyyy 14 343015 0001 01Khánh TrầnОценок пока нет
- SuperAlloy Catalog 2013Документ5 страницSuperAlloy Catalog 2013Muhammad SalehОценок пока нет
- White Paper RX Large Dia PipeДокумент15 страницWhite Paper RX Large Dia Pipetirtha sarmaОценок пока нет
- REfrigeration CO2 GuidelinesДокумент7 страницREfrigeration CO2 GuidelinesMaheshОценок пока нет
- In-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetДокумент10 страницIn-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetNikhil Mohan100% (1)
- Lec 6Документ76 страницLec 6Dave M MichaelОценок пока нет
- Wrapping MethodДокумент5 страницWrapping Methodnnuek67% (3)
- Penjelasan TLEsДокумент28 страницPenjelasan TLEsFauzi IhsanОценок пока нет
- Design and Analysis of Spherical Pressure Vessel UsingДокумент14 страницDesign and Analysis of Spherical Pressure Vessel UsingADitya JenaОценок пока нет
- GTT Mark III PlaquetteДокумент4 страницыGTT Mark III PlaquetteAlexandros HatzisОценок пока нет
- Steam QualityДокумент28 страницSteam QualityOsama kamelОценок пока нет
- Heat Exchangers 1017Документ2 страницыHeat Exchangers 1017zhyhhОценок пока нет
- Nickel and HT Alloys For Petrochemical ApplicationsДокумент39 страницNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- Impact of Mining Subsidence On Natural Gas PipelinДокумент11 страницImpact of Mining Subsidence On Natural Gas PipelinPranavОценок пока нет
- Austenitic High Temperature 153MA 253MA Stainless BrochureДокумент16 страницAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatОценок пока нет
- An Exergy Analysis of Small-Scale Liquefied Natural Gas (LNG)Документ15 страницAn Exergy Analysis of Small-Scale Liquefied Natural Gas (LNG)feraldoОценок пока нет
- Chapter 3 - Corrosion ThermodynamicsДокумент34 страницыChapter 3 - Corrosion ThermodynamicsEDU Academic Programs CoordinatorОценок пока нет
- Oil and Gas - DewriДокумент22 страницыOil and Gas - DewrikalyanvarmanОценок пока нет
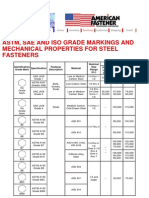
- Marcação Parafusos PDFДокумент5 страницMarcação Parafusos PDFpank7210100% (1)
- B31.3 Process Piping Course - 15 Nonmetallic Piping PDFДокумент26 страницB31.3 Process Piping Course - 15 Nonmetallic Piping PDFSutarto AbutamisОценок пока нет
- Heat Tracing Long Pipelines PDFДокумент9 страницHeat Tracing Long Pipelines PDFHotnCrispy CrispyОценок пока нет
- DSF-1101901-0568-SPC-MEC-179 Rev 4 PDFДокумент6 страницDSF-1101901-0568-SPC-MEC-179 Rev 4 PDFanon_102608277Оценок пока нет
- Cryogenic SystemДокумент1 страницаCryogenic Systempap230% (1)
- Insulating Fire Brick ProductsДокумент3 страницыInsulating Fire Brick Productsshuyang zhang100% (1)
- Cosasco RBS - Rbsa Retriever MaintenanceДокумент44 страницыCosasco RBS - Rbsa Retriever MaintenanceSeip SEIPОценок пока нет
- Repair Procedure F - 23202 NewДокумент5 страницRepair Procedure F - 23202 NewMohd Shafuaaz KassimОценок пока нет
- Insulating Gaskets & Its Practical DifficultiesДокумент6 страницInsulating Gaskets & Its Practical Difficulties4A28Sparsh JainОценок пока нет
- Norsok H-003Документ22 страницыNorsok H-003ElmoОценок пока нет
- Erg (1) T 01 378 07Документ58 страницErg (1) T 01 378 07nazar750Оценок пока нет
- Inconel - Wikipedia, The Free EncyclopediaДокумент5 страницInconel - Wikipedia, The Free EncyclopediaGowtham D'Night FoxОценок пока нет
- ROCKWOOL© Technical InsulationДокумент36 страницROCKWOOL© Technical InsulationHaytham ElsayedОценок пока нет
- Thermal Ceramics - KaowoolДокумент2 страницыThermal Ceramics - Kaowooljandresb23Оценок пока нет
- Engineering Failure Analysis: Hossein Ghaednia, Sreekanta Das, Rick Wang, Richard KaniaДокумент12 страницEngineering Failure Analysis: Hossein Ghaednia, Sreekanta Das, Rick Wang, Richard KaniaJennifer Julieth Triana ForeroОценок пока нет
- Incoloy Alloy 25-6MOДокумент13 страницIncoloy Alloy 25-6MOsiswoutОценок пока нет
- Small Scale Bio-LNG Plant - Comparison of Different Biogas UpgradingtechniquesДокумент8 страницSmall Scale Bio-LNG Plant - Comparison of Different Biogas UpgradingtechniquesPraveen KumarОценок пока нет
- T12 X01 004 Maintenance Coating ManualДокумент70 страницT12 X01 004 Maintenance Coating ManualImran VarshaniОценок пока нет
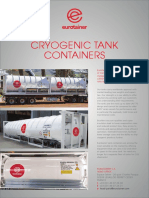
- Eurotainer Cryogenic Tank Containers - BDДокумент2 страницыEurotainer Cryogenic Tank Containers - BDSajidОценок пока нет
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Документ5 страницCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleОценок пока нет
- TUBE INSPECTION by RFETДокумент8 страницTUBE INSPECTION by RFETTusar Kole100% (1)
- PWHT Exemption Thickness Criteria CS Connect Items 08-179 (B31.1) 03-1453 (B31.3) 05-1182 (B31 TC/F&E)Документ19 страницPWHT Exemption Thickness Criteria CS Connect Items 08-179 (B31.1) 03-1453 (B31.3) 05-1182 (B31 TC/F&E)Tusar KoleОценок пока нет
- Calculation of Counterbalancing Force by Opposing Impellers Pressure 3rd Suc 3rd Dich 4th SucДокумент5 страницCalculation of Counterbalancing Force by Opposing Impellers Pressure 3rd Suc 3rd Dich 4th SucTusar KoleОценок пока нет
- Boq & SC For Paint AmcДокумент4 страницыBoq & SC For Paint AmcTusar KoleОценок пока нет
- Complaint Against RohtasДокумент17 страницComplaint Against RohtasTusar KoleОценок пока нет
- Steam Turbine Rotor Vibration FailuresДокумент10 страницSteam Turbine Rotor Vibration FailuresTusar KoleОценок пока нет
- Envision Life by Tusar KoleДокумент244 страницыEnvision Life by Tusar KoleTusar KoleОценок пока нет
- Resolving Magnetism IssueДокумент5 страницResolving Magnetism IssueTusar KoleОценок пока нет
- The Redesigning of Junction: Tatya Tope Square BhopalДокумент15 страницThe Redesigning of Junction: Tatya Tope Square BhopalAr Raj YamgarОценок пока нет
- DRS Rev.0 GTP-TR1!01!002 Condensate RecyclingДокумент4 страницыDRS Rev.0 GTP-TR1!01!002 Condensate RecyclingBalasubramanianОценок пока нет
- CA InsideДокумент1 страницаCA InsideariasnomercyОценок пока нет
- Inguinal Hernia - QuizДокумент17 страницInguinal Hernia - Quizemily5890Оценок пока нет
- CJR Fisika Umum IДокумент17 страницCJR Fisika Umum IveronikaОценок пока нет
- Lecture 9: Quarter-Wave-Transformer Matching.: R JZ L Z Z Z JR LДокумент13 страницLecture 9: Quarter-Wave-Transformer Matching.: R JZ L Z Z Z JR LRuth EnormeОценок пока нет
- MIKE21BW Step by Step GuideДокумент124 страницыMIKE21BW Step by Step Guideflpbravo100% (2)
- Tools, Equipment, and ParaphernaliaДокумент35 страницTools, Equipment, and Paraphernaliajahnis lopez100% (1)
- 9 Daftar Pustaka VaricelaДокумент2 страницы9 Daftar Pustaka VaricelaAfrina FaziraОценок пока нет
- CSA Pre-Test QuestionnaireДокумент16 страницCSA Pre-Test Questionnairedaniella balaquitОценок пока нет
- WorldShop CatalougeДокумент200 страницWorldShop Catalougee2ashОценок пока нет
- Textbook of Surgery For Dental Students-smile4DrДокумент400 страницTextbook of Surgery For Dental Students-smile4DrRotariu Ana Maria100% (8)
- Quarter 4 - Week 1Документ44 страницыQuarter 4 - Week 1Sol Taha MinoОценок пока нет
- Ruger MKIIДокумент1 страницаRuger MKIIMike Pape100% (1)
- Relatório Final Do Período Experimental - Paulo Manuel Correia Da SilvaДокумент56 страницRelatório Final Do Período Experimental - Paulo Manuel Correia Da SilvaMagda RuanoОценок пока нет
- EV Connect What Is EVSE White PaperДокумент13 страницEV Connect What Is EVSE White PaperEV ConnectОценок пока нет
- MPI Report 009 Sub Structure B668Документ1 страницаMPI Report 009 Sub Structure B668John DolanОценок пока нет
- FlazasulfuronДокумент2 страницыFlazasulfuronFenologiaVinhaОценок пока нет
- EE 411-Digital Signal Processing-Muhammad TahirДокумент3 страницыEE 411-Digital Signal Processing-Muhammad TahirQasim FarooqОценок пока нет
- A Review of Linear AlgebraДокумент19 страницA Review of Linear AlgebraOsman Abdul-MuminОценок пока нет
- X Glo LED Strip Lighting For Tunnelling BrochureДокумент6 страницX Glo LED Strip Lighting For Tunnelling BrochureJOSE HUAMANIОценок пока нет
- 08 A330 Ata 35Документ32 страницы08 A330 Ata 35Owen100% (1)
- Chemistry - JEE Main 2024 January - Detailed Analysis by MathonGoДокумент3 страницыChemistry - JEE Main 2024 January - Detailed Analysis by MathonGoGulam Naziruddin Makandar (NuTHeaD94)Оценок пока нет
- The Lower Parts of The Lock Stitch Sewing MachineДокумент3 страницыThe Lower Parts of The Lock Stitch Sewing MachineHazelAnnCandelarioVitug20% (5)
- RA - Ducting WorksДокумент6 страницRA - Ducting WorksResearcherОценок пока нет
- Laboratory Experiment 3 Test For CarbohydratesДокумент9 страницLaboratory Experiment 3 Test For CarbohydratesRenee Dwi Permata MessakaraengОценок пока нет
- Course Specification Course Title: Basic Architectural DraftingДокумент1 страницаCourse Specification Course Title: Basic Architectural DraftingDinah Fe Tabaranza-OlitanОценок пока нет
- Manual Bomba HLXДокумент16 страницManual Bomba HLXVictor Manuel Hernandez GomezОценок пока нет
- Shadow UAV HandbookДокумент57 страницShadow UAV HandbookGasMaskBob100% (2)