Вам также может понравиться
- Southern Marine Engineering Desk Reference: Second Edition Volume IОт EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IОценок пока нет
- Y 240 (3.47) P K Y F PaДокумент3 страницыY 240 (3.47) P K Y F PaANER MOHAMED100% (1)
- Solucionario - Groover Ejercicios ForjaДокумент6 страницSolucionario - Groover Ejercicios ForjaEdgard López BriceñoОценок пока нет
- Worksheet On Metal Forming ProcessesДокумент38 страницWorksheet On Metal Forming Processesberhane100% (1)
- Merchant EquationДокумент7 страницMerchant EquationDung Truong50% (2)
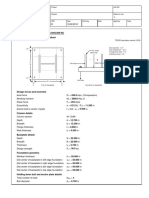
- Corbel ProgramДокумент16 страницCorbel ProgramShem BarroОценок пока нет
- E.2.2 Sheet Metal WorkingДокумент18 страницE.2.2 Sheet Metal WorkingMesfin SisayОценок пока нет
- Connection Design MomentДокумент4 страницыConnection Design MomentAkshit Dhawan100% (1)
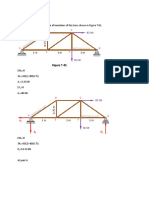
- 1.principle RafterДокумент2 страницы1.principle RafterSameer MaqboolОценок пока нет
- Crack Analysis of A Thin Walled Pressure Vessel by Using FEAДокумент4 страницыCrack Analysis of A Thin Walled Pressure Vessel by Using FEArajagouthamОценок пока нет
- Chapter 8 Part II STDДокумент35 страницChapter 8 Part II STDBelkacem AchourОценок пока нет
- M14ME2005 Machining Process: Unit - 1Документ24 страницыM14ME2005 Machining Process: Unit - 1Prabhu RubeshОценок пока нет
- U4 l18 Numericals On Welded ConnectionsДокумент5 страницU4 l18 Numericals On Welded ConnectionsSanjeev SahuОценок пока нет
- Solution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minДокумент11 страницSolution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minwoihoОценок пока нет
- Mathcad - PIN PLATE CONNECTION Al WAHA PDFДокумент9 страницMathcad - PIN PLATE CONNECTION Al WAHA PDFMonotobo X MakinaОценок пока нет
- "Endplmc9" - End Plate Moment Connections: Program DescriptionДокумент21 страница"Endplmc9" - End Plate Moment Connections: Program DescriptionMartin Cristobal CupitayОценок пока нет
- Beam Ledge DesignДокумент2 страницыBeam Ledge Designauatipu100% (1)
- Amem201 Lec4 ProblemsДокумент2 страницыAmem201 Lec4 ProblemsFahad XdОценок пока нет
- Column Base Plate (Hinge Type)Документ11 страницColumn Base Plate (Hinge Type)ZevanyaRolandTualakaОценок пока нет
- Padeye Design CheekДокумент3 страницыPadeye Design CheekBolarinwa89% (9)
- End Plate Moment ConnectionДокумент4 страницыEnd Plate Moment Connectionmahhor82_635643838Оценок пока нет
- Endplmc9 - End Plate Moment ConnectionsДокумент26 страницEndplmc9 - End Plate Moment ConnectionsLyhalim Seth50% (2)
- Staircase Design FinalДокумент18 страницStaircase Design FinalSiddiqui RanaОценок пока нет
- Solution MPДокумент5 страницSolution MPSatheeskumarОценок пока нет
- Column Base Plate (Hinge Type)Документ7 страницColumn Base Plate (Hinge Type)Ernest NavarroОценок пока нет
- Design of Beam by WSM For Reference FinalДокумент22 страницыDesign of Beam by WSM For Reference Finaljeffmugacha6Оценок пока нет
- Column To Beam Connection Check (EP-01)Документ3 страницыColumn To Beam Connection Check (EP-01)Md. Mahmudle HassanОценок пока нет
- N0174147G Manufacturing ProcessesДокумент10 страницN0174147G Manufacturing Processesphillip chirongweОценок пока нет
- Machines ElementsДокумент72 страницыMachines ElementsAref ManicheОценок пока нет
- Design of A Singly Reinforced T-BeamДокумент2 страницыDesign of A Singly Reinforced T-BeamVivek Thakur SujanianОценок пока нет
- Tension Members PDFДокумент21 страницаTension Members PDFMaribeth Salvador50% (2)
- HW Solutions 1,2,3,4Документ3 страницыHW Solutions 1,2,3,4iyouezra100% (4)
- Seismic End Plate Mom. ConnectionДокумент5 страницSeismic End Plate Mom. Connectionroberto2259Оценок пока нет
- MOMENT EndplateДокумент8 страницMOMENT Endplatemoseslugtu6324Оценок пока нет
- Powerscrew SampleДокумент3 страницыPowerscrew Sampleemilianojr gameОценок пока нет
- Large Moment ExampleДокумент5 страницLarge Moment ExampleAmro Ahmad AliОценок пока нет
- 3 - Shear StressДокумент10 страниц3 - Shear StressMary Joy Labrador FideldiaОценок пока нет
- Exp 1 Mannual TransformerДокумент10 страницExp 1 Mannual TransformerÅnshùmãn ShùklåОценок пока нет
- 1.7.2 Wind BracingДокумент3 страницы1.7.2 Wind BracingMonica Arlita Tasya WijoyoОценок пока нет
- Q3bonus Delossantos KsДокумент21 страницаQ3bonus Delossantos KsMark Matthew De SimbolicaОценок пока нет
- HMT Lab Question ModelДокумент5 страницHMT Lab Question ModelErin BarryОценок пока нет
- Tension MembersДокумент11 страницTension MembersDoms DominguezОценок пока нет
- Design of Square FootingДокумент4 страницыDesign of Square FootingThirdie LerajeОценок пока нет
- Fum and A Mentals of Metal FormingДокумент6 страницFum and A Mentals of Metal Formingaksgupta24Оценок пока нет
- Question 2Документ2 страницыQuestion 2Malik Ghulam HurОценок пока нет
- BS5950 End Plate DesignДокумент4 страницыBS5950 End Plate DesignSimon Lsm67% (3)
- Design PerlinДокумент12 страницDesign Perlinpreetjas13Оценок пока нет
- Kns5 Axially Loaded FTNG DSNДокумент23 страницыKns5 Axially Loaded FTNG DSNKanaiyalal N. ShethОценок пока нет
- Soft Computing in the Design and Manufacturing of Composite Materials: Applications to Brake Friction and Thermoset Matrix CompositesОт EverandSoft Computing in the Design and Manufacturing of Composite Materials: Applications to Brake Friction and Thermoset Matrix CompositesОценок пока нет
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОт EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОценок пока нет
- Process Heat Transfer: Principles, Applications and Rules of ThumbОт EverandProcess Heat Transfer: Principles, Applications and Rules of ThumbРейтинг: 4.5 из 5 звезд4.5/5 (11)
- Cylindrical Compression Helix Springs For Suspension SystemsОт EverandCylindrical Compression Helix Springs For Suspension SystemsОценок пока нет
- Advanced Plasma TechnologyОт EverandAdvanced Plasma TechnologyRiccardo d'AgostinoОценок пока нет
- 3D Modeling of Nonlinear Wave Phenomena on Shallow Water SurfacesОт Everand3D Modeling of Nonlinear Wave Phenomena on Shallow Water SurfacesОценок пока нет
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyОт EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyОценок пока нет
- Understanding Membrane Distillation and Osmotic DistillationОт EverandUnderstanding Membrane Distillation and Osmotic DistillationОценок пока нет