Вам также может понравиться
- Enhanced Sintering, Microstructure Evolution and Mechanical Properties of 316LДокумент4 страницыEnhanced Sintering, Microstructure Evolution and Mechanical Properties of 316LDaniel SolesОценок пока нет
- Effects of Layer Thickness and Binder Saturation LevelДокумент10 страницEffects of Layer Thickness and Binder Saturation LevelDaniel SolesОценок пока нет
- VTO2514B Eng 01 953750Документ2 страницыVTO2514B Eng 01 953750Daniel SolesОценок пока нет
- Brochure l110f l120f t3 en 21 20000901 CДокумент32 страницыBrochure l110f l120f t3 en 21 20000901 CDaniel SolesОценок пока нет
- A Design Model For Capillary Tube-Suction Line Heat ExchangersДокумент24 страницыA Design Model For Capillary Tube-Suction Line Heat ExchangersDaniel SolesОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Research Focus Areas Metallurgical Eng 07Документ13 страницResearch Focus Areas Metallurgical Eng 07azher03Оценок пока нет
- Commentary Submerged Arc FurnaceДокумент4 страницыCommentary Submerged Arc FurnaceMortaza Mohseni100% (1)
- Copper and It's AlloysДокумент5 страницCopper and It's AlloysReza MortazaviОценок пока нет
- Corrosion PDFДокумент46 страницCorrosion PDFNixon RamsaranОценок пока нет
- Stress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495Документ56 страницStress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495claude.bouillot3566Оценок пока нет
- Metallurgy of Iron and SteelmakingДокумент13 страницMetallurgy of Iron and SteelmakingAgustine SetiawanОценок пока нет
- Ores and Metallurgy-01 - (Theory)Документ20 страницOres and Metallurgy-01 - (Theory)Raju SinghОценок пока нет
- ASTM A694 F60 - Heat Treatment and Mechanical Properties - ICRF 2012Документ3 страницыASTM A694 F60 - Heat Treatment and Mechanical Properties - ICRF 2012Noushad Bin JamalОценок пока нет
- Closed Sampling SystemДокумент2 страницыClosed Sampling Systemssmith2007Оценок пока нет
- Surface Coating Methods For Metal SurfacesДокумент10 страницSurface Coating Methods For Metal SurfacesShristi Singh100% (1)
- MarineДокумент6 страницMarinesmg26thmayОценок пока нет
- Dislocation & Strengthening Mechanisms: Universiti Tunku Abdul Rahman (Utar)Документ57 страницDislocation & Strengthening Mechanisms: Universiti Tunku Abdul Rahman (Utar)Sim Hong YiОценок пока нет
- José Henrique Noldin Júnior - Trends in Iron-Making Given The New Reality of Ore and Coal ResourcesДокумент34 страницыJosé Henrique Noldin Júnior - Trends in Iron-Making Given The New Reality of Ore and Coal Resourcesagilan89Оценок пока нет
- Engineering Made by Polysius For Mineral Industry (1580)Документ11 страницEngineering Made by Polysius For Mineral Industry (1580)Siddharth DeshmukhОценок пока нет
- Stress Corrosion Cracking of Aluminum AlloysДокумент21 страницаStress Corrosion Cracking of Aluminum AlloysAlberto Rincon VargasОценок пока нет
- Proses SuperalloyДокумент7 страницProses SuperalloyMúhámmád ÁbrorОценок пока нет
- TCI-link FittingsДокумент24 страницыTCI-link FittingsOresteHernandezОценок пока нет
- BS 970 En3Документ2 страницыBS 970 En3GODREJ LAB THANEОценок пока нет
- WIS5 WeldabilityДокумент83 страницыWIS5 WeldabilityTran Nguyen100% (3)
- Product Improvement:: SP and TS Valves Now Feature 1,000-Hour Salt Spray ProtectionДокумент1 страницаProduct Improvement:: SP and TS Valves Now Feature 1,000-Hour Salt Spray ProtectionMiguel VlntìnОценок пока нет
- URB25Документ4 страницыURB25malika_00Оценок пока нет
- Corrosion of Stainless SteelДокумент19 страницCorrosion of Stainless SteelWaqas AhmedОценок пока нет
- Astm A182Документ15 страницAstm A182Joffre ValladaresОценок пока нет
- MDMW Iron29Документ20 страницMDMW Iron29miningnova100% (1)
- Lab Sheet 2Документ4 страницыLab Sheet 2Christ LeeОценок пока нет
- Controlling Heat Treatment of Welded P91Документ3 страницыControlling Heat Treatment of Welded P91yesimeonОценок пока нет
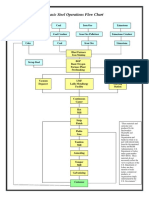
- Basic Steel Flow ChartДокумент1 страницаBasic Steel Flow ChartdileepОценок пока нет
- F1058 1479757-1Документ5 страницF1058 1479757-1Thaweekarn ChangthongОценок пока нет
- Hot-Dip Galvanizing: "What We Need To Know"Документ28 страницHot-Dip Galvanizing: "What We Need To Know"iso ohsОценок пока нет
- Metallurgy: List of Ores and Their Na MesДокумент14 страницMetallurgy: List of Ores and Their Na MeszohaibsalamОценок пока нет