Вам также может понравиться
- US6281384Документ9 страницUS6281384ali.a.yahyaОценок пока нет
- Us4342699 PDFДокумент18 страницUs4342699 PDFKhabib FirmansyahОценок пока нет
- US5244576Документ12 страницUS5244576Baba DookОценок пока нет
- United States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001Документ7 страницUnited States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001arif ihwandaОценок пока нет
- Us5844037 PDFДокумент12 страницUs5844037 PDFKelly GuerreroОценок пока нет
- United States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35Документ10 страницUnited States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35jeremyhoveОценок пока нет
- Sweetening With Amonia Crystal2Документ4 страницыSweetening With Amonia Crystal2MohammadОценок пока нет
- 5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1Документ12 страниц5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1leonard chokОценок пока нет
- US4322569 SorbitolДокумент7 страницUS4322569 SorbitolTiaz Lusiana PerdanaОценок пока нет
- Cryogenic Air Separation System with Dual Feed Air Side CondensersДокумент8 страницCryogenic Air Separation System with Dual Feed Air Side Condenserssajad yaghootОценок пока нет
- United States Patent: ChapmanДокумент38 страницUnited States Patent: ChapmanArtur CunhaОценок пока нет
- Argon Recovery From Silicon Crystal FurnaceДокумент7 страницArgon Recovery From Silicon Crystal FurnaceasdfqwerОценок пока нет
- Us5799507 - ScoreДокумент19 страницUs5799507 - ScoreDiego1980bОценок пока нет
- United States Patent (19) : Radford Et Al. Patent Number: Date of PatentДокумент7 страницUnited States Patent (19) : Radford Et Al. Patent Number: Date of PatentPaul MinisteОценок пока нет
- United States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryДокумент21 страницаUnited States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryNcTungОценок пока нет
- United States PatentДокумент5 страницUnited States Patenteka putri sri andrianiОценок пока нет
- Iiihiiii: Continuation in Part of Ser, No. 112,288, Aug. 27, 1993, "'W'Документ9 страницIiihiiii: Continuation in Part of Ser, No. 112,288, Aug. 27, 1993, "'W'Daniel GarcíaОценок пока нет
- United States Patent: Pez Et Al. (45) Date of Patent: Sep. 30, 2008Документ57 страницUnited States Patent: Pez Et Al. (45) Date of Patent: Sep. 30, 2008Mazin FathiОценок пока нет
- Method for Continuous Production of Propylene Glycol Using Dividing Wall ColumnДокумент9 страницMethod for Continuous Production of Propylene Glycol Using Dividing Wall ColumnmeimeiОценок пока нет
- Us 5079267Документ8 страницUs 5079267annisa mifhtantiОценок пока нет
- Syngas Composition FIX Haldor Topsoe US6224789B1Документ4 страницыSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriОценок пока нет
- US4753688Документ6 страницUS4753688dmarandiОценок пока нет
- Direct conversion of natural gas to methanolДокумент12 страницDirect conversion of natural gas to methanolFadhila UlfaОценок пока нет
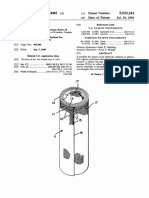
- United States Patent: US 7,084,310 B2 Aug. 1,2006Документ9 страницUnited States Patent: US 7,084,310 B2 Aug. 1,2006Ivander GultomОценок пока нет
- US6767528Документ6 страницUS6767528Helwinda ApriliaОценок пока нет
- United States PatentДокумент12 страницUnited States Patentjavier hernandezОценок пока нет
- Hydrogen and Carbon Monoxide Production via Pressure Swing AdsorptionДокумент20 страницHydrogen and Carbon Monoxide Production via Pressure Swing AdsorptionaqhieypoenyaОценок пока нет
- Continuous refractoryless gypsum calcining methodДокумент15 страницContinuous refractoryless gypsum calcining methodIwan TirtaОценок пока нет
- Ulllted States Patent (19) (11) Patent Number: 6,130,260: Hall Et Al. (45) Date of Patent: Oct. 10, 2000Документ11 страницUlllted States Patent (19) (11) Patent Number: 6,130,260: Hall Et Al. (45) Date of Patent: Oct. 10, 2000leonard chokОценок пока нет
- Paten Pembuatan Magnesium Klorida Dari Magnesium Hidroksida Dan Asam KloridaДокумент6 страницPaten Pembuatan Magnesium Klorida Dari Magnesium Hidroksida Dan Asam KloridaRaudhah AqilahОценок пока нет
- Us 4479925Документ5 страницUs 4479925Katherine Benavides VillenaОценок пока нет
- United States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009Документ7 страницUnited States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009qamarVEXОценок пока нет
- United States Patent: (75) Inventors: Franz-Josef Dietzen, Hassloch (DE)Документ8 страницUnited States Patent: (75) Inventors: Franz-Josef Dietzen, Hassloch (DE)Ghina Fatikah SalimОценок пока нет
- US5461179Документ11 страницUS5461179Muhammad Akbar FahleviОценок пока нет
- Ethylene Epoxidation in A Catalytic Packed-Bed Membrane ReactorДокумент14 страницEthylene Epoxidation in A Catalytic Packed-Bed Membrane ReactorLim Xiu XianОценок пока нет
- Processes For Producing Highly Pure NicotinamideДокумент9 страницProcesses For Producing Highly Pure NicotinamideZeynep BudakoğluОценок пока нет
- III Iii Iihiiii: United States PatentДокумент11 страницIII Iii Iihiiii: United States Patentista fitriaОценок пока нет
- 12) United States Patent 10) Patent No.: US 6,488.835 B1: Powe (45) Date of Patent: Dec. 3, 2002Документ17 страниц12) United States Patent 10) Patent No.: US 6,488.835 B1: Powe (45) Date of Patent: Dec. 3, 2002Vishal NakraniОценок пока нет
- US4365087Документ8 страницUS4365087ali.a.yahyaОценок пока нет
- United States Patent (19) 11 Patent Number: 5,985,454Документ10 страницUnited States Patent (19) 11 Patent Number: 5,985,454KatОценок пока нет
- United States PatentДокумент7 страницUnited States PatentOctavio HОценок пока нет
- US6539870Документ5 страницUS6539870glorymobile5362Оценок пока нет
- US6426158Документ5 страницUS6426158bacbk.dvОценок пока нет
- US5504195, PatenteДокумент27 страницUS5504195, PatenteAngelica QuintriqueoОценок пока нет
- LL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLДокумент16 страницLL - LLLLLLLLLLLLLL - LLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLLIrelena RomeroОценок пока нет
- Us5955039 PDFДокумент8 страницUs5955039 PDFMayur B NeveОценок пока нет
- Hernandez 2007Документ11 страницHernandez 2007fernando aguilarОценок пока нет
- Silvering ActivatorДокумент11 страницSilvering ActivatorIwan Tejasukmana100% (1)
- United States Patent (19) 11 Patent Number: 6,113,782Документ22 страницыUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanОценок пока нет
- Organic Expander Composition Improves Lead-Acid Battery PerformanceДокумент7 страницOrganic Expander Composition Improves Lead-Acid Battery Performancemohsen123Оценок пока нет
- H2 O2 Uuuu: GeneratorДокумент11 страницH2 O2 Uuuu: GeneratorDave WilsonОценок пока нет
- United States Patent (19) : Homme, Jr. 11 4,088,742Документ11 страницUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedОценок пока нет
- US5904835Документ9 страницUS5904835Gunship BattleОценок пока нет
- Esta US5696292Документ8 страницEsta US5696292Agustin CantilloОценок пока нет
- Preparation and Characterization of EarlyДокумент10 страницPreparation and Characterization of EarlyChannarith BeОценок пока нет
- United States Patent (10) Patent No.: US 6,888,037 B2: Dandekar Et Al. (45) Date of Patent: May 3, 2005Документ4 страницыUnited States Patent (10) Patent No.: US 6,888,037 B2: Dandekar Et Al. (45) Date of Patent: May 3, 2005claver donald AkréОценок пока нет
- Nat. Gas ReformingДокумент6 страницNat. Gas Reformingabdullah farhanОценок пока нет
- US6908288Документ14 страницUS6908288mohammad293Оценок пока нет
- Fundamentals of Metallurgical Processes: International Series on Materials Science and TechnologyОт EverandFundamentals of Metallurgical Processes: International Series on Materials Science and TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- Jur Nal Berman Fa atДокумент12 страницJur Nal Berman Fa atLawrensiaОценок пока нет
- Furnaces classification and efficiency measuresДокумент31 страницаFurnaces classification and efficiency measuresVignesh NayakОценок пока нет
- Furnaces classification and efficiency measuresДокумент31 страницаFurnaces classification and efficiency measuresVignesh NayakОценок пока нет
- The Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFДокумент28 страницThe Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFLawrensiaОценок пока нет
- Journal of The Energy Institute: J. Dobosz, M. Ma Łecka, M. ZawadzkiДокумент13 страницJournal of The Energy Institute: J. Dobosz, M. Ma Łecka, M. ZawadzkiLawrensiaОценок пока нет
- The Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFДокумент28 страницThe Engineer's Guide To Plant Layout and Piping Design For The Oil and Gas Industries, Geoff Barker, 2018 PDFLawrensiaОценок пока нет
- Sir Saad Coupling ReactionДокумент40 страницSir Saad Coupling ReactionFazal rahimОценок пока нет
- Testing Precious Metals C. M. Hoke Screen Readable.Документ92 страницыTesting Precious Metals C. M. Hoke Screen Readable.Richard.nl100% (2)
- Application Guide For Palladium Catalyzed Cross Coupling PDFДокумент6 страницApplication Guide For Palladium Catalyzed Cross Coupling PDFIuri GorneОценок пока нет
- Gold Refining Forum Hanbook Vol 1Документ128 страницGold Refining Forum Hanbook Vol 1AFLAC ............96% (52)
- New Product AAS IntroductionДокумент63 страницыNew Product AAS IntroductionNguyễnHoàngDanhОценок пока нет
- Soldaduras PlatinoДокумент10 страницSoldaduras PlatinoTaller Rupay AntüОценок пока нет
- Silvering ActivatorДокумент11 страницSilvering ActivatorIwan Tejasukmana100% (1)
- Cu-based catalysts for methanol synthesisДокумент30 страницCu-based catalysts for methanol synthesisJacobo CeballosОценок пока нет
- Aure8 InQuartation Gold Refining EquipmentДокумент6 страницAure8 InQuartation Gold Refining EquipmentAFLAC ............100% (1)
- Dental Alloys Used For Crown and Bridge Restorations by Dentyal Technicians in New ZealandДокумент8 страницDental Alloys Used For Crown and Bridge Restorations by Dentyal Technicians in New ZealandPao JanacetОценок пока нет
- Q150R Instruction Manual for Sample Preparation SystemДокумент67 страницQ150R Instruction Manual for Sample Preparation Systemale403100% (1)
- C-S 209-141-001Документ48 страницC-S 209-141-001Manuel G Rodriguez100% (1)
- Amazon Cafe.9015.1474873367Документ14 страницAmazon Cafe.9015.1474873367AsmZziz OoОценок пока нет
- Analisis de BlancoДокумент34 страницыAnalisis de BlancoAnonymous FfIxH2o9Оценок пока нет
- Palladium-Catalyzed Cross-Coupling Reactions of Organoboron CompoundsДокумент28 страницPalladium-Catalyzed Cross-Coupling Reactions of Organoboron Compoundsdorman.zsombor02Оценок пока нет
- United States Patent (191: Yamamoto, Shibukawa SyukiДокумент6 страницUnited States Patent (191: Yamamoto, Shibukawa SyukiUntung SetiawanОценок пока нет
- Reactions of Alkanes and Reforming of NaphthaДокумент95 страницReactions of Alkanes and Reforming of NaphthaHenrique SouzaОценок пока нет
- E 1751 - e 1751M - 15Документ95 страницE 1751 - e 1751M - 15Eric GozzerОценок пока нет
- Determination of NickelДокумент15 страницDetermination of Nickelasep wandi nugrahaОценок пока нет
- Catalytic Transfer Hydrogenation of Nitroalkenes To Primary Amine PDFДокумент45 страницCatalytic Transfer Hydrogenation of Nitroalkenes To Primary Amine PDFjohannes karcherОценок пока нет
- 9th+class Symbols+and+Formulae Chemistry+MaterialДокумент12 страниц9th+class Symbols+and+Formulae Chemistry+Materialaveerareddy9Оценок пока нет
- Catalytic C H Functionalization Driven by CO As A Stoichiometric Reductant: Application To Carbazole SynthesisДокумент3 страницыCatalytic C H Functionalization Driven by CO As A Stoichiometric Reductant: Application To Carbazole SynthesisJORGE IVAN CASTRO CASTROОценок пока нет
- Final Report For Doe Sensors Contract Ut RCДокумент243 страницыFinal Report For Doe Sensors Contract Ut RCprash_13Оценок пока нет
- A Manual On Dental Metallurgy.Документ334 страницыA Manual On Dental Metallurgy.Richard.nlОценок пока нет
- HSBC Precious Metals OutlookДокумент64 страницыHSBC Precious Metals OutlookafonteveОценок пока нет
- LB170 نماذج ميدتيرمДокумент62 страницыLB170 نماذج ميدتيرمAmal SОценок пока нет
- Acetaldehyde Synthesis via Wacker ProcessДокумент7 страницAcetaldehyde Synthesis via Wacker ProcessKedar YadavОценок пока нет
- Boro Nic Acid BrochureДокумент38 страницBoro Nic Acid BrochureLarry PierceОценок пока нет
- PMR v39 I3 117 126Документ10 страницPMR v39 I3 117 126rezaeibehrouzОценок пока нет
- Rhodium Recovery and Recycling From Spent MaterialsДокумент9 страницRhodium Recovery and Recycling From Spent MaterialsLựuLiềuLìОценок пока нет