Вам также может понравиться
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEОт EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEОценок пока нет
- Relatório de inspeção em caldeiraДокумент1 страницаRelatório de inspeção em caldeiraRossiano Casarin80% (10)
- Calculo Da PMTA de CaldeiraДокумент2 страницыCalculo Da PMTA de CaldeiraJuBessa67% (3)
- Reconstituição de Prontuário de CaldeiraДокумент28 страницReconstituição de Prontuário de CaldeiraFelipe Furtado100% (1)
- PAR - Bunge Guariroba - Grampos de Fixação Do Superaquecedor Caldeira 1Документ9 страницPAR - Bunge Guariroba - Grampos de Fixação Do Superaquecedor Caldeira 1alexsandro_dias_1100% (1)
- Memorial Calculo CaldeirasДокумент2 страницыMemorial Calculo Caldeirasorea1100% (2)
- Relatório de Inspeção de Vaso de PressãoДокумент17 страницRelatório de Inspeção de Vaso de Pressãowillesrbanks100% (6)
- Inspeção de TubulaçõesДокумент10 страницInspeção de TubulaçõesFernandoRadmannKnorst100% (1)
- Cálculo da espessura mínima e vida residual tubulaçãoДокумент1 страницаCálculo da espessura mínima e vida residual tubulaçãoJorge Hahns100% (3)
- PRONTUARIO - NR-13 Vasos de PressaoДокумент2 страницыPRONTUARIO - NR-13 Vasos de Pressaofezaan50% (2)
- ProntuarioTp340 215Документ1 страницаProntuarioTp340 215ericsondalla100% (1)
- Manual CaldeiraДокумент20 страницManual CaldeiraFelipe PatronОценок пока нет
- Check-list de vasos sob pressãoДокумент3 страницыCheck-list de vasos sob pressãoOzias Paulo100% (1)
- Substituição Garrafa Nível CaldeiraДокумент10 страницSubstituição Garrafa Nível Caldeiraalexsandro_dias_183% (6)
- Vaso de pressão acoplado ao compressor Schuls Twister CSA 7,8/20 – 1,5 HPДокумент7 страницVaso de pressão acoplado ao compressor Schuls Twister CSA 7,8/20 – 1,5 HPJordy Mendes100% (3)
- Relatório de Inspeção de Caldeira AmadekДокумент3 страницыRelatório de Inspeção de Caldeira AmadekJulio Pansera JrОценок пока нет
- Reconstituição Do Prontuario Do Vaso de Pressão 74.191 Ok PDFДокумент3 страницыReconstituição Do Prontuario Do Vaso de Pressão 74.191 Ok PDFCaique Lima100% (1)
- Reconstituição do prontuário do vaso de pressãoДокумент3 страницыReconstituição do prontuário do vaso de pressãoCaique Lima100% (2)
- Desenho do reservatório horizontal de 150L 10+ BPVДокумент1 страницаDesenho do reservatório horizontal de 150L 10+ BPVRobsonОценок пока нет
- Vaso de pressão Kaeser - Documentação fabricanteДокумент1 страницаVaso de pressão Kaeser - Documentação fabricanteLester Izaac100% (4)
- Laudo de EstanqueidadeДокумент7 страницLaudo de EstanqueidadeJamille VargasОценок пока нет
- Check List Conformidade NR 13Документ8 страницCheck List Conformidade NR 13drii souza100% (1)
- Relatório NR 13 para IMPRIMIRДокумент5 страницRelatório NR 13 para IMPRIMIRLaysa Reis100% (2)
- Inspeção vaso pressãoДокумент1 страницаInspeção vaso pressãofnstst75% (4)
- NBR 13203 - Caldeiras Estacionarias Eletricas A Vapor - Inspecao de SegurancaДокумент23 страницыNBR 13203 - Caldeiras Estacionarias Eletricas A Vapor - Inspecao de Segurancathiagomzb100% (1)
- Prontuário Vaso de Pressão 01Документ20 страницProntuário Vaso de Pressão 01Waltemir Junior100% (3)
- Caldeira bagaço cálculo eficiênciaДокумент7 страницCaldeira bagaço cálculo eficiênciabraghetoОценок пока нет
- NBR 15417 - 2007 - Vasos de Pressão - Inspeção de Segurança em ServiçoДокумент59 страницNBR 15417 - 2007 - Vasos de Pressão - Inspeção de Segurança em ServiçoAlexsander Xavier89% (9)
- Modelo Prontuario de Vaso de Pressao CompressДокумент4 страницыModelo Prontuario de Vaso de Pressao CompressDJAMAR MOUKARZEL SALVADORОценок пока нет
- Vaso de PressaoДокумент102 страницыVaso de PressaoFelipe Furtado100% (3)
- Manual Caldeira - EngboilerДокумент37 страницManual Caldeira - EngboilerDannillo Parreira100% (1)
- Modelo Com Calculo PmtaДокумент16 страницModelo Com Calculo PmtaJacson Fonseca100% (1)
- Inspeção de Caldeiras - BrasilДокумент342 страницыInspeção de Caldeiras - Brasiltonniuccio100% (4)
- Cálculos de espessura de chapa de cilindroДокумент14 страницCálculos de espessura de chapa de cilindroJoao Manoel Malaquias71% (7)
- Inspeção tubulação vapor fábrica queijosДокумент15 страницInspeção tubulação vapor fábrica queijosFelipe Furtado100% (1)
- Vaso de Ar Comprimido Laudo de InspeçãoДокумент6 страницVaso de Ar Comprimido Laudo de InspeçãoClaudia Martins100% (4)
- LV de Prontuário de NR13 Vasos de PressãoДокумент8 страницLV de Prontuário de NR13 Vasos de PressãocamilaОценок пока нет
- Laudo de Teste Hidrostático AGUA FRIA (Salvo Automaticamente)Документ1 страницаLaudo de Teste Hidrostático AGUA FRIA (Salvo Automaticamente)Fernando Augusto100% (1)
- Laudo Vaso de Pressão - WM Taubaté - AssinadoДокумент5 страницLaudo Vaso de Pressão - WM Taubaté - Assinadofabricio.andrade.nascimentohotmail.comОценок пока нет
- Teste de EstanqueidadeДокумент24 страницыTeste de EstanqueidadefelipeОценок пока нет
- Operação de CaldeirasДокумент23 страницыOperação de CaldeirasAljf Guimaraes75% (8)
- Reconstituição Do Prontuario Do Vaso de Pressão 74.191 OkДокумент3 страницыReconstituição Do Prontuario Do Vaso de Pressão 74.191 OkCaique Lima100% (1)
- Plano de ManutençãoДокумент7 страницPlano de Manutençãomarcus100% (2)
- Materiais E&P com classificação e tensõesДокумент2 страницыMateriais E&P com classificação e tensõespcadearaujo7323100% (1)
- Manual de Operação Da CaldeiraДокумент22 страницыManual de Operação Da Caldeirafclisboa100% (2)
- ABNT - Vasos de PressãoДокумент15 страницABNT - Vasos de PressãoEmílio BeckerОценок пока нет
- Reconstituição de prontuário de vaso de pressãoДокумент27 страницReconstituição de prontuário de vaso de pressãoFelipe Furtado100% (6)
- Memorial Descritivo Tanque Jaquetado NBR 16161pdfДокумент3 страницыMemorial Descritivo Tanque Jaquetado NBR 16161pdfosvaldo lopezОценок пока нет
- Dimensionamento de dutos rvac: comparação entre métodosОт EverandDimensionamento de dutos rvac: comparação entre métodosРейтинг: 5 из 5 звезд5/5 (3)
- Trocadores de Calor: tipos e aplicaçõesДокумент35 страницTrocadores de Calor: tipos e aplicaçõesThiago Dias BarbosaОценок пока нет
- Relatório - Caldeiras - FinalДокумент12 страницRelatório - Caldeiras - FinalThiago CostaОценок пока нет
- Operação segura de caldeirasДокумент77 страницOperação segura de caldeirasGustavo HalmenschlagerОценок пока нет
- Trocadores de Calor: Conceitos e AplicaçõesДокумент35 страницTrocadores de Calor: Conceitos e AplicaçõesJorge Ercilio LimaОценок пока нет
- Apostila de Trocadores de CalorДокумент35 страницApostila de Trocadores de CalorToniase Guimaraes BarrosОценок пока нет
- Caldeiras flamotubulares: tipos, partes e riscosДокумент17 страницCaldeiras flamotubulares: tipos, partes e riscosCaique LagoОценок пока нет
- Trocadores de Calor: Classificação e TiposДокумент17 страницTrocadores de Calor: Classificação e TiposeleandroreispiresОценок пока нет
- Memorial Andaime - de Nora 2020Документ30 страницMemorial Andaime - de Nora 2020Marçal Chiusoli Tonon100% (2)
- Anexo II Armazenamento e Movimentacao Manual de MateriaisДокумент4 страницыAnexo II Armazenamento e Movimentacao Manual de MateriaisMarçal Chiusoli TononОценок пока нет
- Protecao RespiratoriaДокумент47 страницProtecao RespiratoriaAdilsonОценок пока нет
- Dimensionamento AndaimesДокумент71 страницаDimensionamento AndaimesMarçal Chiusoli TononОценок пока нет
- Anexo I - Liquidos Inflamaveis e CombustiveisДокумент8 страницAnexo I - Liquidos Inflamaveis e CombustiveisMarçal Chiusoli TononОценок пока нет
- Guia Instalacao Ambiental Postos Combustiveis PDFДокумент172 страницыGuia Instalacao Ambiental Postos Combustiveis PDFEdercleyMouraОценок пока нет
- Norma Internacional - Iso 2631 - 1978Документ17 страницNorma Internacional - Iso 2631 - 1978Marçal Chiusoli TononОценок пока нет
- 1 - Ppra Hotel Pousada - Senso 2019 Rev 0Документ153 страницы1 - Ppra Hotel Pousada - Senso 2019 Rev 0Marçal Chiusoli Tonon100% (1)
- Inspeção Vasos de Pressão - Lapônia - Schulz, Modelo CSL 20BRДокумент39 страницInspeção Vasos de Pressão - Lapônia - Schulz, Modelo CSL 20BRMarçal Chiusoli TononОценок пока нет
- Análise de Riscos QuímicosДокумент196 страницAnálise de Riscos QuímicosMarçal Chiusoli Tonon100% (11)
- Catalogo TELHAS CompletoДокумент42 страницыCatalogo TELHAS CompletoMarçal Chiusoli TononОценок пока нет
- Instrucao de Trabalho - Andaimes ApoiadosДокумент5 страницInstrucao de Trabalho - Andaimes ApoiadosMarçal Chiusoli TononОценок пока нет
- Avaliação de VibraçãoДокумент12 страницAvaliação de VibraçãoFabiano FantiniОценок пока нет
- Cartilha NR20 - Os principais riscos em postos de serviçoДокумент12 страницCartilha NR20 - Os principais riscos em postos de serviçoRamon AntunesОценок пока нет
- Termodinâmica e propriedades de substânciasДокумент79 страницTermodinâmica e propriedades de substânciasMarçal Chiusoli TononОценок пока нет
- Instrucao de Trabalho - Corte A QuenteДокумент4 страницыInstrucao de Trabalho - Corte A QuenteMarçal Chiusoli TononОценок пока нет
- Npen001993 1 10 - 2010Документ23 страницыNpen001993 1 10 - 2010funbarrosoОценок пока нет
- Instrucao de Trabalho - Espacos ConfinadosДокумент12 страницInstrucao de Trabalho - Espacos ConfinadosMarçal Chiusoli TononОценок пока нет
- Memoria PorticoДокумент198 страницMemoria Porticorafafranca2Оценок пока нет
- Termodinâmica e propriedades de substânciasДокумент79 страницTermodinâmica e propriedades de substânciasMarçal Chiusoli TononОценок пока нет
- Instrucao de Trabalho - Andaimes SuspensosДокумент6 страницInstrucao de Trabalho - Andaimes SuspensosMarçal Chiusoli TononОценок пока нет
- Instrucao de Trabalho - Cadeiras SuspensasДокумент3 страницыInstrucao de Trabalho - Cadeiras SuspensasMarçal Chiusoli TononОценок пока нет
- ABNT NBR6494 Seguranca Nos AndaimesДокумент5 страницABNT NBR6494 Seguranca Nos AndaimesCarlos Indulgence100% (3)
- NBR 8800 - Projeto de Estruturas de Aço em EdificiosДокумент108 страницNBR 8800 - Projeto de Estruturas de Aço em EdificiosLuiz Carlos75% (4)
- Tensão de Cisalhamento e EsmagamentoДокумент17 страницTensão de Cisalhamento e EsmagamentoMarçal Chiusoli TononОценок пока нет
- Torção Eixos Transmissão PotênciaДокумент24 страницыTorção Eixos Transmissão Potênciaafscosta100% (1)
- Projeto estrutural de galpão industrial metálicoДокумент139 страницProjeto estrutural de galpão industrial metálicoAlberto MaiaОценок пока нет
- Excelente Artigo Laser DetecçãoДокумент22 страницыExcelente Artigo Laser DetecçãoMarçal Chiusoli TononОценок пока нет
- Espectroscopia FTIR 1Документ24 страницыEspectroscopia FTIR 1Cláudio Teruo MiguitaОценок пока нет
- Espectroscopia FTIR 1Документ24 страницыEspectroscopia FTIR 1Cláudio Teruo MiguitaОценок пока нет
- Casos Práticos Interpretação ResolvidosДокумент11 страницCasos Práticos Interpretação ResolvidosAntónio CarinhasОценок пока нет
- Manual Medidor de VibraçãoДокумент8 страницManual Medidor de Vibraçãoemamoraes12Оценок пока нет
- Banheiro pré-fabricadoДокумент9 страницBanheiro pré-fabricadoEd NascimentoОценок пока нет
- Miscelânea de questões CESPEДокумент4 страницыMiscelânea de questões CESPEDandara DantasОценок пока нет
- O Sistema Integrado de Emergência Médica em PortugalДокумент43 страницыO Sistema Integrado de Emergência Médica em PortugalMariaОценок пока нет
- PIX - Sistema de pagamentos instantâneos do BacenДокумент9 страницPIX - Sistema de pagamentos instantâneos do Bacenmaiara BevilacquaОценок пока нет
- Como melhorar os fatores que bloqueiam a comunicação empresarialДокумент4 страницыComo melhorar os fatores que bloqueiam a comunicação empresarialptneto100% (1)
- Teste 1 1P 7ºanoДокумент4 страницыTeste 1 1P 7ºanoClaudio SerraОценок пока нет
- Compact 8 10 12 14Документ138 страницCompact 8 10 12 14AntônioОценок пока нет
- Volume 3 - Prática de Montagem (Montagens Eletrônicas para Quem Não É Técnico)Документ148 страницVolume 3 - Prática de Montagem (Montagens Eletrônicas para Quem Não É Técnico)Joao Pedro Assain100% (3)
- O Poder Dos EspelhosДокумент3 страницыO Poder Dos EspelhosPablo LanceiroОценок пока нет
- Cargo: Assistente Administrativo Lotação: Unidades Do Sesc em Cuiabá Carga Horária: 40h/semanais #De Vagas: 02 Salário: R$3.157,91Документ9 страницCargo: Assistente Administrativo Lotação: Unidades Do Sesc em Cuiabá Carga Horária: 40h/semanais #De Vagas: 02 Salário: R$3.157,91A. LacerdaОценок пока нет
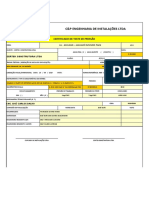
- Atestado de Conformidade Das Instalações ElétricasДокумент1 страницаAtestado de Conformidade Das Instalações ElétricasFranklin MedeirosОценок пока нет
- Lei Complementar 308/2005 reestrutura RPPS do RNДокумент42 страницыLei Complementar 308/2005 reestrutura RPPS do RNDenilson LopesОценок пока нет
- Guia para planejamento de sistema ILPFДокумент16 страницGuia para planejamento de sistema ILPFGuilherme Factori Bianchi100% (1)
- Perguntas sobre certificação florestalДокумент25 страницPerguntas sobre certificação florestalfiorillo8492Оценок пока нет
- CAPACITORES CERAMICO ApresentacaoДокумент18 страницCAPACITORES CERAMICO ApresentacaoJake douabeОценок пока нет
- BucoДокумент44 страницыBucoMarcos Antonio de LimaОценок пока нет
- Exercicios Maquinas TermicasДокумент19 страницExercicios Maquinas Termicasluiz_scribd0% (1)
- Palestra-Manejo-Sanitario OVINOSДокумент61 страницаPalestra-Manejo-Sanitario OVINOSCarlos Henrique Queiroz RegoОценок пока нет
- 7 Passos para se tornar o Mestre das OportunidadesДокумент117 страниц7 Passos para se tornar o Mestre das OportunidadesAlexis PanОценок пока нет
- Lição 05 - Dons de ElocuçãoДокумент2 страницыLição 05 - Dons de ElocuçãoValmir Ramos - Imagine StudioОценок пока нет
- Pneumonia Associada A Ventilação Mecânica (PAV) em AdultosДокумент2 страницыPneumonia Associada A Ventilação Mecânica (PAV) em AdultosIntensimedОценок пока нет
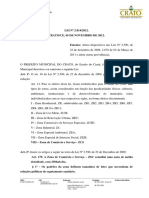
- Lei Municipal Nº 2.814-2012 LEI PARCELAMENTO USO E OCUPAÇÃO CRATO CEARÁДокумент3 страницыLei Municipal Nº 2.814-2012 LEI PARCELAMENTO USO E OCUPAÇÃO CRATO CEARÁAlice MoraesОценок пока нет
- O relógio mágicoДокумент3 страницыO relógio mágicoPatrícia AntunesОценок пока нет
- Inventário de Maquinas de CosturaДокумент22 страницыInventário de Maquinas de Costuraarthureloy100% (2)
- Identificando e gerenciando emoçõesДокумент1 страницаIdentificando e gerenciando emoçõesAnanda Sierra GamaОценок пока нет
- Formação de saisДокумент14 страницFormação de saisMoacir Auzani AuzaniОценок пока нет
- Módulo II-Perícia JudicialДокумент22 страницыMódulo II-Perícia JudicialRaphael Mendes Baptista leahparОценок пока нет
- Java OO IntroduçãoДокумент74 страницыJava OO IntroduçãoThalita AlmeidaОценок пока нет