Вам также может понравиться
- 9480 03 01112012 Damt-Sbm GB VaДокумент5 страниц9480 03 01112012 Damt-Sbm GB VaKarlheinz RüdigerОценок пока нет
- Cs 59 ManДокумент22 страницыCs 59 ManLuis GpОценок пока нет
- 3M Cable Closure 2179 CSДокумент25 страниц3M Cable Closure 2179 CSQuan HoangОценок пока нет
- QFN LAnd PatternsДокумент9 страницQFN LAnd PatternsTyler WilsonОценок пока нет
- Glatt Mini Glatt Laboratory Fluid Bed Dryer and GranulatorДокумент4 страницыGlatt Mini Glatt Laboratory Fluid Bed Dryer and Granulatorteatoom100% (2)
- Sumo For Panel Technical Data Sheet Rev 1 010122Документ6 страницSumo For Panel Technical Data Sheet Rev 1 010122Nam Hoàng HảiОценок пока нет
- Complete Housing - UCS 237-195-F-GD-RPI-DT7 9005 - 1104781: Your AdvantagesДокумент7 страницComplete Housing - UCS 237-195-F-GD-RPI-DT7 9005 - 1104781: Your AdvantagesAtit JantapornsomОценок пока нет
- Data Sheet: Dekafix DEK 6 FSZ 41-50Документ8 страницData Sheet: Dekafix DEK 6 FSZ 41-50RAVIMURUGANОценок пока нет
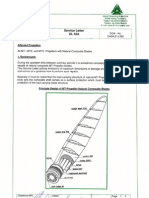
- SL 32 AДокумент22 страницыSL 32 AMelinda HudsonОценок пока нет
- Glatt Drum Coating System GMPC I Mini CoaterДокумент4 страницыGlatt Drum Coating System GMPC I Mini Coaterteatoom67% (3)
- Bizhub C352 - All Active Solutions: November 2009Документ231 страницаBizhub C352 - All Active Solutions: November 2009Kamal HarabidaОценок пока нет
- Introduction To Filament WindingДокумент3 страницыIntroduction To Filament WindingAhmed Shady100% (1)
- Victrex PEEK Exceeds NORSOK M-710 Qualification (Sealing Technology, Vol. 2014, Issue 3) (2014)Документ2 страницыVictrex PEEK Exceeds NORSOK M-710 Qualification (Sealing Technology, Vol. 2014, Issue 3) (2014)Abhishek GargОценок пока нет
- Nomastyl - MouldingsДокумент3 страницыNomastyl - MouldingsRadu FilipОценок пока нет
- PZ 10 HEX enДокумент6 страницPZ 10 HEX enCarlos UribeОценок пока нет
- Container Dome: Installation ManualДокумент9 страницContainer Dome: Installation ManualLance Zhengling YinОценок пока нет
- Gluing PresentationДокумент27 страницGluing PresentationFernando BohnОценок пока нет
- GTI Cobar Xray Article 061421Документ4 страницыGTI Cobar Xray Article 061421Adair NettoОценок пока нет
- BGA's, LGA's, QFN/DFN's - Oh My, Can Traditional DFM SurviveДокумент54 страницыBGA's, LGA's, QFN/DFN's - Oh My, Can Traditional DFM SurvivemrbustaОценок пока нет
- PFISTERER High Voltage Cable FittingsДокумент80 страницPFISTERER High Voltage Cable FittingsKaramat Ali KhanОценок пока нет
- Tanques de AceroДокумент2 страницыTanques de AceroLuciano H.Vivas M.Оценок пока нет
- Solar 2010 KUKA RoboBondДокумент4 страницыSolar 2010 KUKA RoboBondPedro Tapia JimenezОценок пока нет
- Application Instructions Denso Butyl Tape System1Документ4 страницыApplication Instructions Denso Butyl Tape System1Khoh Kai ShengОценок пока нет
- Moving To GAA FETsДокумент11 страницMoving To GAA FETsck maitiОценок пока нет
- Laser Cut SMT StencilsДокумент4 страницыLaser Cut SMT StencilsAvadhutОценок пока нет
- Lock Cover Sealing Method Statement Rev 1Документ7 страницLock Cover Sealing Method Statement Rev 1agusfitriyadiОценок пока нет
- Floor Levelling CompoundДокумент2 страницыFloor Levelling CompoundandrijapopovicОценок пока нет
- Installation Method JDT 7.03Документ4 страницыInstallation Method JDT 7.03Nizar Ben LarbiОценок пока нет
- Flyer GDM Metric GBДокумент6 страницFlyer GDM Metric GBIlian AvramovОценок пока нет
- En P 02 Design of Brazed JointsДокумент10 страницEn P 02 Design of Brazed JointsSyed Noman AhmedОценок пока нет
- P1 EN Flyer Hexagon Socket Head Cap Screws 12-9 Zinc Flake Coating WebДокумент2 страницыP1 EN Flyer Hexagon Socket Head Cap Screws 12-9 Zinc Flake Coating WebGhodhelОценок пока нет
- Fischer System: Freedom of DesignДокумент16 страницFischer System: Freedom of DesignkyleОценок пока нет
- 11 00000 Vs System Produktueber 02 14 en Final InternetДокумент36 страниц11 00000 Vs System Produktueber 02 14 en Final InternetMihai RusОценок пока нет
- Dichtol WFT Macro #1546: Product DescriptionДокумент3 страницыDichtol WFT Macro #1546: Product Descriptionprakashp111Оценок пока нет
- Sealfix Engl POI BДокумент4 страницыSealfix Engl POI BacarisimovicОценок пока нет
- PaM Compact Screeds enДокумент64 страницыPaM Compact Screeds enShaikhan NadzemiОценок пока нет
- Click Roll Cap 100446 RZ en de 011 11 23 JBДокумент2 страницыClick Roll Cap 100446 RZ en de 011 11 23 JBdiana_savkoОценок пока нет
- EnvisionTEC Lost Wax Casting GuideДокумент7 страницEnvisionTEC Lost Wax Casting GuidedbpeОценок пока нет
- Bara TelecoapeДокумент11 страницBara TelecoapeflorinakedОценок пока нет
- SMT Seminar ReportДокумент26 страницSMT Seminar ReportShruthi Uppar100% (1)
- 2929 Bondply Multi-Layer Board Processing GuidelinesДокумент4 страницы2929 Bondply Multi-Layer Board Processing GuidelinesEduardo Ruiz PalominoОценок пока нет
- Kompaflex 2018 Englisch WebДокумент12 страницKompaflex 2018 Englisch Webmdt3eОценок пока нет
- Additively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and EngineeringДокумент6 страницAdditively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and Engineeringsiva kumarОценок пока нет
- Merci Fere1212545Документ10 страницMerci Fere1212545Abdelaly JabbadОценок пока нет
- Design Problem #2: 16.20 Handed Out: DueДокумент4 страницыDesign Problem #2: 16.20 Handed Out: DueHendri HermawanОценок пока нет
- 16341535Документ6 страниц16341535Kevin VaderОценок пока нет
- c652 PDFДокумент137 страницc652 PDFARIJITMallikОценок пока нет
- GlassДокумент6 страницGlassAdrian HurmuzacheОценок пока нет
- Tenderconnect® Installation GuideДокумент36 страницTenderconnect® Installation GuideDieter RadlerОценок пока нет
- Instruction For Installation Percolation TunnelДокумент4 страницыInstruction For Installation Percolation TunnelEmil EremiaОценок пока нет
- 200 SeriesДокумент4 страницы200 Serieslacsmm982Оценок пока нет
- TD Select - Shingle-20120821 enДокумент1 страницаTD Select - Shingle-20120821 enAnonymous JcOZwo0OxОценок пока нет
- Bollhoff Snaplock MiniДокумент3 страницыBollhoff Snaplock MiniAce Industrial SuppliesОценок пока нет
- WBS Socket Detailing 2010 10Документ10 страницWBS Socket Detailing 2010 10mcnortyОценок пока нет
- Hilti RE 500 CatalogДокумент1 страницаHilti RE 500 CatalogChing EddieОценок пока нет
- Nex Quartz Catalog - 23 April 2021Документ4 страницыNex Quartz Catalog - 23 April 2021Januar P. HalimОценок пока нет
- Aggregate Block Technical ManualДокумент81 страницаAggregate Block Technical ManualtharazainОценок пока нет
- QCX Housing UKДокумент4 страницыQCX Housing UKTomОценок пока нет
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!От Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!Оценок пока нет
- Brochure Multi-Joint 3000 Plus Dn50-Dn600 11-2016 enДокумент8 страницBrochure Multi-Joint 3000 Plus Dn50-Dn600 11-2016 ennoklit15Оценок пока нет
- General General: Water Storage Reservoirs Water System StandardsДокумент4 страницыGeneral General: Water Storage Reservoirs Water System Standardsnoklit15Оценок пока нет
- Surge ProtectionДокумент10 страницSurge Protectionnoklit15Оценок пока нет
- EM 1110-3-163 - Water Supply, Water Storage - Mobilization Construction-WebДокумент20 страницEM 1110-3-163 - Water Supply, Water Storage - Mobilization Construction-WebPDHLibraryОценок пока нет
- PRV, SavДокумент15 страницPRV, Savnoklit15Оценок пока нет
- Final Payment Certif - TEMPLATEДокумент1 страницаFinal Payment Certif - TEMPLATEnoklit15Оценок пока нет
- KIWA Rubber Compound PDFДокумент45 страницKIWA Rubber Compound PDFnoklit15Оценок пока нет
- Torque RequirementДокумент3 страницыTorque Requirementnoklit15Оценок пока нет
- Value Engineering ExampleДокумент16 страницValue Engineering Examplenoklit15Оценок пока нет
- Surges in PipelinesДокумент26 страницSurges in PipelinesRaghuveer Rao Pallepati100% (1)
- How To Read Pump CurveДокумент4 страницыHow To Read Pump Curvebotaqi100% (6)
- How To Read Pump CurveДокумент4 страницыHow To Read Pump Curvebotaqi100% (6)
- Water and Sewerage Service and Installation Rules PDFДокумент54 страницыWater and Sewerage Service and Installation Rules PDFnoklit15Оценок пока нет
- Dao 36 FNLDRFT 2Документ67 страницDao 36 FNLDRFT 2Maria Lourdes Saroca RPh100% (1)
- 02 Piping Apr04Документ21 страница02 Piping Apr04noklit15Оценок пока нет
- Akkira NittaДокумент25 страницAkkira Nittanoklit15Оценок пока нет
- Dezurik Valve Selection PDFДокумент28 страницDezurik Valve Selection PDFnoklit15100% (1)
- Air ValveДокумент51 страницаAir ValveDhan Singh RajputОценок пока нет
- Chapter 11Документ24 страницыChapter 11mapasabcОценок пока нет
- Surges in PipelinesДокумент26 страницSurges in PipelinesRaghuveer Rao Pallepati100% (1)
- 02 Piping Apr04Документ21 страница02 Piping Apr04noklit15Оценок пока нет
- Akkira NittaДокумент25 страницAkkira Nittanoklit15Оценок пока нет
- Chapter 11Документ24 страницыChapter 11mapasabcОценок пока нет
- Pneumatic Test in Piping IncidentДокумент6 страницPneumatic Test in Piping Incidentnoklit15Оценок пока нет
- Big Five Inventory-2 (Serbian)Документ3 страницыBig Five Inventory-2 (Serbian)milorad krusicaОценок пока нет
- Assignment 1 PDFДокумент5 страницAssignment 1 PDFAyesha WaheedОценок пока нет
- DLP in English 5Документ8 страницDLP in English 5Jervyn GuiananОценок пока нет
- Practice Types of SentenceДокумент6 страницPractice Types of SentenceTrần Hồ Quỳnh HươngОценок пока нет
- Records Manager: Job DescriptionДокумент3 страницыRecords Manager: Job DescriptionMario Rieger100% (113)
- 802.11n: Next-Generation Wireless LAN Technology: White PaperДокумент13 страниц802.11n: Next-Generation Wireless LAN Technology: White PaperALEXANDRE JOSE FIGUEIREDO LOUREIROОценок пока нет
- Pengaruh Dukungan Suami Dalam Proses Persalinan Dengan Nyeri Persalinan Di Rsia Bunda Arif PurwokertoДокумент12 страницPengaruh Dukungan Suami Dalam Proses Persalinan Dengan Nyeri Persalinan Di Rsia Bunda Arif PurwokertoCerry Putri MaharaniОценок пока нет
- FIITJEE Class VIII Practice PaperДокумент8 страницFIITJEE Class VIII Practice PaperD Samy100% (1)
- Analysis of Portal Frame Structure With ETABS PDFДокумент19 страницAnalysis of Portal Frame Structure With ETABS PDFAnonymous OynOOfОценок пока нет
- Lloyds Register Type Approval ST PDFДокумент4 страницыLloyds Register Type Approval ST PDFJuan SantosОценок пока нет
- STRUCTURAL - Chapter 14 - Explicit Dynamics Analysis (UP19980818)Документ26 страницSTRUCTURAL - Chapter 14 - Explicit Dynamics Analysis (UP19980818)Rory Cristian Cordero RojoОценок пока нет
- Phillips Et Al 2002 Positive MoodДокумент11 страницPhillips Et Al 2002 Positive MoodmechagirlОценок пока нет
- (1997) Process Capability Analysis For Non-Normal Relay Test DataДокумент8 страниц(1997) Process Capability Analysis For Non-Normal Relay Test DataNELSONHUGOОценок пока нет
- Tle 6 Mam Melba (Victoria)Документ2 страницыTle 6 Mam Melba (Victoria)Precious IdiosoloОценок пока нет
- Identification of The Challenges 2. Analysis 3. Possible Solutions 4. Final RecommendationДокумент10 страницIdentification of The Challenges 2. Analysis 3. Possible Solutions 4. Final RecommendationAvinash VenkatОценок пока нет
- White Paper - ICM - CMII Model - RevBДокумент8 страницWhite Paper - ICM - CMII Model - RevBtomjones777Оценок пока нет
- High TechДокумент4 страницыHigh TechDannySP10100% (1)
- Using Keyframe SynfigДокумент1 страницаUsing Keyframe SynfigNdandungОценок пока нет
- Raj Yoga ReportДокумент17 страницRaj Yoga ReportSweaty Sunny50% (2)
- Finding Answers Through Data Collection: Data Collection Procedure and Skills Using Varied InstrumentsДокумент4 страницыFinding Answers Through Data Collection: Data Collection Procedure and Skills Using Varied InstrumentsJude BautistaОценок пока нет
- How To Modify Standard PF-Status of ALV GridДокумент4 страницыHow To Modify Standard PF-Status of ALV GridAshish MohapatraОценок пока нет
- Sony MPF920-Z Floppy Disk DriveДокумент2 страницыSony MPF920-Z Floppy Disk DrivePaquitoSalazarОценок пока нет
- Reidblackman ChurchlandДокумент8 страницReidblackman ChurchlandYisroel HoffmanОценок пока нет
- ProgrammingДокумент622 страницыProgrammingwespinoaОценок пока нет
- Critical Issues in JournalismДокумент5 страницCritical Issues in JournalismChad McMillenОценок пока нет
- Chapter 3 Physical Resources PDFДокумент15 страницChapter 3 Physical Resources PDFfloОценок пока нет
- Edimax Print Server PS 1210MFn ManualДокумент144 страницыEdimax Print Server PS 1210MFn ManualCODYBOSS1969Оценок пока нет
- Ages & Stages of DevelopmentДокумент7 страницAges & Stages of DevelopmentMichaylah HendricksОценок пока нет
- A1603 WTДокумент9 страницA1603 WTnanichowsОценок пока нет
- Environment OotДокумент19 страницEnvironment OotMonojoy BanerjeeОценок пока нет