Вам также может понравиться
- GammeДокумент18 страницGammeMarwene Eniso Ben Arbia100% (4)
- Para Metres Us in Age ProfДокумент2 страницыPara Metres Us in Age ProfBcd CdeОценок пока нет
- RTA Renault Laguna 3Документ3 402 страницыRTA Renault Laguna 3julia100% (2)
- Le Moteur A Courant ContinuДокумент49 страницLe Moteur A Courant ContinuJalel Khediri100% (3)
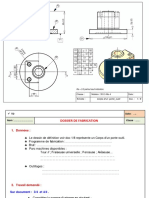
- Dossier Fabrication Re 2Документ3 страницыDossier Fabrication Re 2khocineОценок пока нет
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCДокумент9 страницCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniОценок пока нет
- Checklist Armoire ÉlectriqueДокумент9 страницChecklist Armoire ÉlectriqueAmin HATIMI100% (1)
- DS 07 08 Bis CorrectionДокумент5 страницDS 07 08 Bis CorrectiononeОценок пока нет
- Usinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2Документ10 страницUsinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2ELMustaphaELMoukhtariОценок пока нет
- Examen À Distance de TP MécaniqueДокумент5 страницExamen À Distance de TP MécaniqueFatima Zahra AmalouОценок пока нет
- 34 06 Outils de Coupe en Tournage PDFДокумент3 страницы34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- DS PMP1 2020 EnonceДокумент5 страницDS PMP1 2020 EnonceHamada HamadaОценок пока нет
- 4-Contrat de Phase #10-BC PDFДокумент1 страница4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- 17 - Démontage RemontageДокумент32 страницы17 - Démontage RemontageAhmedmahОценок пока нет
- Omocn MTP06 PDFДокумент90 страницOmocn MTP06 PDFBadr HadriОценок пока нет
- Corrigé Passage TSMFM 2010 PDFДокумент6 страницCorrigé Passage TSMFM 2010 PDFRzdx 991100% (3)
- GammeДокумент18 страницGammeMakrem CherifОценок пока нет
- Determination Des Temps de FabricationДокумент41 страницаDetermination Des Temps de FabricationO'zSamaОценок пока нет
- Parametres de CoupeДокумент3 страницыParametres de CoupeGuiliass100% (1)
- Contrat de Phase Final122226Документ2 страницыContrat de Phase Final122226Nada Ghammem50% (2)
- Pdf-Gamme CompressДокумент18 страницPdf-Gamme Compresskuzgun cebeciОценок пока нет
- Exm2015-CorrigeДокумент7 страницExm2015-CorrigeToxic DEVОценок пока нет
- Section11 PDFДокумент11 страницSection11 PDFJose Miguel Oyola CoronadoОценок пока нет
- 694 11 Efforts de Coupe Et puissances%5B1%5D PDFДокумент10 страниц694 11 Efforts de Coupe Et puissances%5B1%5D PDFpaul3012Оценок пока нет
- Les Jauges Outils - ProfsДокумент3 страницыLes Jauges Outils - Profspascaljean100% (1)
- Transfert de CotesДокумент9 страницTransfert de CotesGamatekОценок пока нет
- Simulation D'usinage PDFДокумент2 страницыSimulation D'usinage PDFPse Udo100% (1)
- TD Etude de PhaseДокумент8 страницTD Etude de Phasekld_bata100% (1)
- Dossier Technique Etau A Serrage RapideДокумент10 страницDossier Technique Etau A Serrage RapideHoucine Mastouri100% (4)
- 2013 - HD - Softail - 2013 FXSBSE PDFДокумент390 страниц2013 - HD - Softail - 2013 FXSBSE PDFkevin7stelzerОценок пока нет
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeДокумент9 страницExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariОценок пока нет
- Cours Usinage 78 89Документ12 страницCours Usinage 78 89Françoise NicolasОценок пока нет
- Controle Esa101Документ2 страницыControle Esa101MOHAM BELHOUDAОценок пока нет
- Correction TSMFM FF 2014 v1Документ11 страницCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Cours Procédés FraisageДокумент19 страницCours Procédés FraisageMll RaghebОценок пока нет
- TSMFM FF V1-2014 - ÉnoncéДокумент15 страницTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniОценок пока нет
- DevoirДокумент4 страницыDevoirAnonymous ljWszRodq100% (1)
- Eval Temps BtsipmДокумент6 страницEval Temps BtsipmAhceneHamimes100% (1)
- Examen Prep Fabrication IFM 2019Документ8 страницExamen Prep Fabrication IFM 2019عامر الشعيلي ولد شعبانОценок пока нет
- 4-Mode D'action Des FraisesДокумент3 страницы4-Mode D'action Des Fraisessb ali0% (1)
- TP 3 Corps Dun Porte - OutiДокумент5 страницTP 3 Corps Dun Porte - Outiayman zianiОценок пока нет
- Chapitre 3 Programmation Machines Outils Commande NumeriqueДокумент33 страницыChapitre 3 Programmation Machines Outils Commande Numeriqueسيف الدين يعقوبيОценок пока нет
- 01 Tour ParalleleДокумент7 страниц01 Tour ParallelekhocineОценок пока нет
- DS1 3 11 12DPMécaДокумент4 страницыDS1 3 11 12DPMécaBouabdellaoui saif ennasr100% (1)
- Examen de Fin de Formation TSMFM 2011 Theorique CorrigeДокумент11 страницExamen de Fin de Formation TSMFM 2011 Theorique CorrigeAmi ne100% (1)
- Gamme D'usinageДокумент7 страницGamme D'usinageSawssen GuidaraОценок пока нет
- 1-Contrat de Phase-Corrigé PDFДокумент2 страницы1-Contrat de Phase-Corrigé PDFSaidJaroumiОценок пока нет
- Analyse Des Contraintes D'anterioritesДокумент1 страницаAnalyse Des Contraintes D'anterioritesazer kizerОценок пока нет
- M6 - TSMFM 2ème Partie) ModifieДокумент121 страницаM6 - TSMFM 2ème Partie) ModifieAyoub ElcaidiОценок пока нет
- Atelier Paroduction parCNДокумент50 страницAtelier Paroduction parCNAyoub Boutouta100% (2)
- 1 Equerre 2DДокумент6 страниц1 Equerre 2DISMAIL ABOUESAAD100% (1)
- Examen FF 2017 V1 Énoncé - 231102 - 175709Документ16 страницExamen FF 2017 V1 Énoncé - 231102 - 175709mahdiabo755Оценок пока нет
- Devoir de Maison Janvier 2021Документ17 страницDevoir de Maison Janvier 2021soulaima khederОценок пока нет
- Exam Prat TSMFM FF 09Документ16 страницExam Prat TSMFM FF 09Hamza NassibОценок пока нет
- Gamme D Usinage de La Piece 2Документ3 страницыGamme D Usinage de La Piece 2Med Amine HattakiОценок пока нет
- DS CN CFM Novembre 2018Документ4 страницыDS CN CFM Novembre 2018Naoufel FaresОценок пока нет
- 2 TD AVPEF Butée - Comd PDFДокумент1 страница2 TD AVPEF Butée - Comd PDFkimb100% (1)
- TSMFM Fin de FormationДокумент13 страницTSMFM Fin de FormationKrimo0% (1)
- Devoir de Synthèse N°1 2014 2015 (Lotfi)Документ12 страницDevoir de Synthèse N°1 2014 2015 (Lotfi)Ines BhaОценок пока нет
- Travail À Faire PDFДокумент8 страницTravail À Faire PDFamrОценок пока нет
- Embrayages Frein 10 11 12Документ7 страницEmbrayages Frein 10 11 12Heraiz Rachid100% (4)
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFДокумент41 страницаFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarОценок пока нет
- Operations ElementairesДокумент3 страницыOperations ElementairesAhmed Elouafiq100% (1)
- TD ApefДокумент3 страницыTD Apefkamal0% (1)
- Dossier Technique Etau a Serrage RapideДокумент10 страницDossier Technique Etau a Serrage Rapidehamdiyasmin054Оценок пока нет
- A. Partie A: Etude de Fabrication Du Support (8pts: 5+3)Документ11 страницA. Partie A: Etude de Fabrication Du Support (8pts: 5+3)kallel hanenОценок пока нет
- Deposer Reposer Le Regulateur Electronique de SoufflanteДокумент2 страницыDeposer Reposer Le Regulateur Electronique de SoufflanteAlfaro GustavoОценок пока нет
- Fiche Technique Sportage Avril 2020Документ2 страницыFiche Technique Sportage Avril 2020Omar BouamoudОценок пока нет
- Fiche Maintenance GeДокумент1 страницаFiche Maintenance GeMoustapha NdiayeОценок пока нет
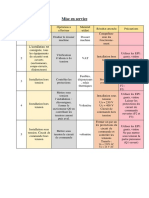
- Mise en ServiceДокумент2 страницыMise en Servicekhamis youssoufОценок пока нет
- Coolmay L02 Series PLC Progarmming ManualДокумент116 страницCoolmay L02 Series PLC Progarmming Manualsalah hadriОценок пока нет
- Résumé Des Systèmes A320Документ45 страницRésumé Des Systèmes A320ScribdTranslationsОценок пока нет
- FrancaisДокумент298 страницFrancaisLou Karim100% (1)
- Manual de Taller Renault Clio II - 08 TransmisionДокумент0 страницManual de Taller Renault Clio II - 08 TransmisionCarlos CastilloОценок пока нет
- FR en de NL Es PT It El Ru Uk KK Ar FaДокумент35 страницFR en de NL Es PT It El Ru Uk KK Ar FaIsumeeru Yashin0% (1)
- TP PontToutThyristorsДокумент6 страницTP PontToutThyristorsSalomon ZeusОценок пока нет
- Matériel de TerrassementДокумент20 страницMatériel de TerrassementAdam BoussairiОценок пока нет
- Vidange BvaДокумент4 страницыVidange Bvaludovic59195Оценок пока нет
- Notice Icarsoft CR MaxДокумент162 страницыNotice Icarsoft CR Maxben hamidaОценок пока нет
- Descriptif: Permet L'assemblage Et Le Démontage Mécanique D'une Bride Avec Une Canalisation PVCДокумент2 страницыDescriptif: Permet L'assemblage Et Le Démontage Mécanique D'une Bride Avec Une Canalisation PVCYOUDBIB YoussefОценок пока нет
- Activite No1 Ordinateur Et Peripheriques CorrigeДокумент2 страницыActivite No1 Ordinateur Et Peripheriques CorrigeRach AbОценок пока нет
- 3 en 1 Servomoteur de Vanne Et RégulateurДокумент12 страниц3 en 1 Servomoteur de Vanne Et Régulateurhito gameОценок пока нет
- AaaaДокумент6 страницAaaaKhaled BenlekhalОценок пока нет
- Catalogo Eglo Outdoor Luminaires 2021Документ220 страницCatalogo Eglo Outdoor Luminaires 2021F GasparОценок пока нет
- Quick Installation Guide - HMS-2000-4T Series - Global - FR - REV1.4Документ2 страницыQuick Installation Guide - HMS-2000-4T Series - Global - FR - REV1.4lauvergnatjeanОценок пока нет
- UntitledДокумент157 страницUntitledNdeye Rokhaya NDOYEОценок пока нет
- Controle Transmission de MouvementДокумент3 страницыControle Transmission de MouvementTelli TarekОценок пока нет
- ACCOUPLEMENTДокумент6 страницACCOUPLEMENTMyr NahОценок пока нет
- Thyristor PDFДокумент21 страницаThyristor PDFsiham100% (1)
- 6.2 LA NORMALISATION-pointsДокумент2 страницы6.2 LA NORMALISATION-pointsestellesalivetОценок пока нет