Вам также может понравиться
- Ensayo Museo SoumayaДокумент3 страницыEnsayo Museo SoumayaJorge Eduardo Ferreira VelizОценок пока нет
- MareasDelMar 2 PDFДокумент424 страницыMareasDelMar 2 PDFAto GarciaОценок пока нет
- MODELO Plan de Seguridad VialДокумент52 страницыMODELO Plan de Seguridad VialAnonymous FHYnfEs5m7100% (4)
- Protocolo Proyectos de InversionДокумент25 страницProtocolo Proyectos de InversionLuis Orlando Purisaca GutierrezОценок пока нет
- Quiz Del Principito PDFДокумент31 страницаQuiz Del Principito PDFpengpe perez100% (1)
- Ensayo Sobre Logística InversaДокумент4 страницыEnsayo Sobre Logística InversaFiorella RomeroОценок пока нет
- Que Es El CineДокумент13 страницQue Es El CineLisette AОценок пока нет
- A Fotografiarse Macedonio FernandezДокумент5 страницA Fotografiarse Macedonio FernandezDavi Pessoa Carneiro BarbosaОценок пока нет
- Problema Economico. Prevén Cierre de Tortillerías en El Estado de México Por CrisisДокумент1 страницаProblema Economico. Prevén Cierre de Tortillerías en El Estado de México Por CrisisAnonymous bbcusFdОценок пока нет
- Análisis Del Mercado de La Carne Cultivada (Marketing)Документ12 страницAnálisis Del Mercado de La Carne Cultivada (Marketing)luz castillejoОценок пока нет
- San Jacinto Dto Grupo 1Документ4 страницыSan Jacinto Dto Grupo 1Jhonny Frann Huerta CarrascoОценок пока нет
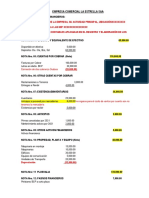
- EMPRESA COMERCIAL LA ESTRELLA SAA ESF y ERДокумент3 страницыEMPRESA COMERCIAL LA ESTRELLA SAA ESF y ERAnderson Lizarbe JimenezОценок пока нет
- Precio y ComercializacionДокумент24 страницыPrecio y ComercializacionAlejandro RivasОценок пока нет
- Libro1 VBCZДокумент47 страницLibro1 VBCZRuth Zambrano SegoviaОценок пока нет
- YambolyДокумент3 страницыYambolyANDRE GUSTAVO OSORIO CONTRERASОценок пока нет
- Costeo y Proforma FinalДокумент3 страницыCosteo y Proforma FinalTefiixiitah Romero OrtizОценок пока нет
- Normas Que Rigen Pegamentos PDFДокумент3 страницыNormas Que Rigen Pegamentos PDFJhon PYОценок пока нет
- ARREGLARДокумент7 страницARREGLARJorch RamirezОценок пока нет
- Costo Marginal y Utilidad MarginalДокумент7 страницCosto Marginal y Utilidad MarginalAnonymous WbzY60XGOОценок пока нет
- Costeo Abc Panaderia 3Документ24 страницыCosteo Abc Panaderia 3Karina CajusolОценок пока нет
- Envases y Embalajes de HojalataДокумент25 страницEnvases y Embalajes de HojalataNashira Gonzales DiazОценок пока нет
- Valorización Del Kardex UnoДокумент6 страницValorización Del Kardex UnoAndrea Rubio VargasОценок пока нет
- Examen - Prueba de Hipótesis para Dos PoblacionesДокумент1 страницаExamen - Prueba de Hipótesis para Dos PoblacionesFELIPE ALFREDO CUTIMBO PALACIOS0% (1)
- Pregunta 2 CamposolДокумент2 страницыPregunta 2 CamposolJuan Diego Ledesma GonzalezОценок пока нет
- Cuestionario Final 4Документ6 страницCuestionario Final 4ChristianCastilloОценок пока нет
- Precio y Producto Bajo Monopolio PuroДокумент4 страницыPrecio y Producto Bajo Monopolio PuroMilenka Ramos CondoriОценок пока нет
- Matriz FodaДокумент3 страницыMatriz FodadavidОценок пока нет
- Colombia en Analisis PestelДокумент22 страницыColombia en Analisis PestelJesusJhonatanRivasJimenezОценок пока нет
- Estudio de MercadoДокумент2 страницыEstudio de Mercado91ortoОценок пока нет
- Ficha Informe Análisis Pestel #02Документ5 страницFicha Informe Análisis Pestel #02YAJAIRA SHARON CUMPA LEONОценок пока нет
- Semana 5 - Costos Indirectos de FabricaciónДокумент42 страницыSemana 5 - Costos Indirectos de FabricaciónkatyОценок пока нет
- JUGUERIAДокумент27 страницJUGUERIAFrancescaОценок пока нет
- Casuística 7 - Envases y EmbalajesДокумент2 страницыCasuística 7 - Envases y EmbalajesCésar Hernández E.Оценок пока нет
- Lectura KardexДокумент6 страницLectura KardexAngela Reyes SaldarriagaОценок пока нет
- Modelo de TransporteДокумент3 страницыModelo de Transportearmand_20042002100% (2)
- Costos en AgroNegociosДокумент45 страницCostos en AgroNegociosbeatriz Vazquez100% (1)
- Proyecto de MetodologiaДокумент30 страницProyecto de MetodologiadomenicaОценок пока нет
- Sobre PolleriaДокумент33 страницыSobre Polleriasteven abel rojas gutierrezОценок пока нет
- Teoría de FlujogramasДокумент2 страницыTeoría de Flujogramaskarina araujoОценок пока нет
- Formato Plan de Negocio 10° y 11°Документ9 страницFormato Plan de Negocio 10° y 11°knosorОценок пока нет
- Laboratorio Mano de ObraДокумент15 страницLaboratorio Mano de Obraariana394Оценок пока нет
- Alicorp Transporte 2022Документ4 страницыAlicorp Transporte 2022Emma Gladys ChoqueОценок пока нет
- TRABAJO de Tribtario Final FINДокумент18 страницTRABAJO de Tribtario Final FINJohanna D Rosa100% (2)
- Gloria FinanzasДокумент16 страницGloria FinanzasJuan F.M.Оценок пока нет
- Equipo 1 - Presupuesto de Ventas GenovesaДокумент33 страницыEquipo 1 - Presupuesto de Ventas GenovesaCarmen Valles HuamanОценок пока нет
- TP#8 Método Simplex y SensibilidadДокумент7 страницTP#8 Método Simplex y SensibilidadMaria EchaveОценок пока нет
- Materia Prima para SacosДокумент154 страницыMateria Prima para SacosAlex CáceresОценок пока нет
- Ejercicios Resueltos Activo Realizable (Kardex) Peps 21-01-2021Документ11 страницEjercicios Resueltos Activo Realizable (Kardex) Peps 21-01-2021Noemi Mayeli GonzalesОценок пока нет
- Guia para Orientar A Satelite Amazonas 61ºwДокумент4 страницыGuia para Orientar A Satelite Amazonas 61ºwJose RiobuenoОценок пока нет
- Quesos Chugur Utiliza El Método PEPS para Controlar La Leche FrescaДокумент1 страницаQuesos Chugur Utiliza El Método PEPS para Controlar La Leche FrescaVictoria Silva MalcaОценок пока нет
- Ergonomía en La AgroindustriaДокумент1 страницаErgonomía en La AgroindustriaJessica Jones0% (1)
- Analisis FODAДокумент2 страницыAnalisis FODAPedro Pablo LasoОценок пока нет
- Costos FijosДокумент6 страницCostos Fijosarnold CabreraОценок пока нет
- Caso Ardoa (37-96)Документ60 страницCaso Ardoa (37-96)Juan SanchezОценок пока нет
- INFORME-VISITA-INDUSTRIAL (2) Lis PDFДокумент3 страницыINFORME-VISITA-INDUSTRIAL (2) Lis PDFLiz FerherОценок пока нет
- Cantidad A ProducirДокумент1 страницаCantidad A ProducirPichátaro AbrahamОценок пока нет
- Unidad de Fomento de La ViviendaДокумент1 страницаUnidad de Fomento de La ViviendaRuben ChavezОценок пока нет
- Plan de Negocios FinalДокумент310 страницPlan de Negocios FinalBryan HueteОценок пока нет
- Distribuidor Encuesta Barras TropicalesДокумент3 страницыDistribuidor Encuesta Barras TropicalesLeon GamaОценок пока нет
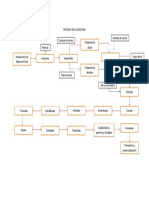
- Proceso de La GelatinaДокумент1 страницаProceso de La GelatinaKikin Tesen CasusolОценок пока нет
- Cafetelera Amazonica SacДокумент4 страницыCafetelera Amazonica SacGianella Canchan Dulanto100% (1)
- Diaposi Costos de Prod Popllos A La BrasaДокумент16 страницDiaposi Costos de Prod Popllos A La BrasaJeferson Chacaljef Fernandez100% (1)
- Actividad 10 Ejercicio 3 ResueltoДокумент3 страницыActividad 10 Ejercicio 3 Resueltochshhhs100% (1)
- 3PC-UCV-CADENA - Cueva Bellido - Juan Mathias - Diaz Aguilar - Daniel José - Gutierrez Ogosi - Seykichi - Huamani Quicaño - Arnie JaffetДокумент5 страниц3PC-UCV-CADENA - Cueva Bellido - Juan Mathias - Diaz Aguilar - Daniel José - Gutierrez Ogosi - Seykichi - Huamani Quicaño - Arnie JaffetDaniel José Diaz AguilarОценок пока нет
- Proyecto de InversionДокумент49 страницProyecto de InversionyenyОценок пока нет
- Descripcion de Las Etapas para El Prceso y Produccion de La MesaДокумент1 страницаDescripcion de Las Etapas para El Prceso y Produccion de La MesaRoly Gonzales MuñozОценок пока нет
- Prevencion POSTURALДокумент47 страницPrevencion POSTURALHarold EscobarОценок пока нет
- Folleto de Induccion PDFДокумент2 страницыFolleto de Induccion PDFpalabrita3150% (2)
- Procedimiento de Reporte de Ai y CiДокумент23 страницыProcedimiento de Reporte de Ai y Cipalabrita31Оценок пока нет
- 13 Responsabilidad Legal en Seguridad Industrial SaludOcupacionalДокумент27 страниц13 Responsabilidad Legal en Seguridad Industrial SaludOcupacionalpalabrita31Оценок пока нет
- 05 Inspeccion de EnergiaДокумент1 страница05 Inspeccion de Energiapalabrita31Оценок пока нет
- IplerДокумент14 страницIplerpalabrita31100% (1)
- Especificaciones TecnicasДокумент37 страницEspecificaciones TecnicasWilson CalvayОценок пока нет
- Control Unidad 1 8º HistoriaДокумент4 страницыControl Unidad 1 8º HistoriaVergara IvanОценок пока нет
- 1.° Secundaria - Gramática - El Periódico MuralДокумент2 страницы1.° Secundaria - Gramática - El Periódico MuralCristóbal Eloy Márquez0% (1)
- Temario Práctico. Arte Iberoamericano. 2014Документ120 страницTemario Práctico. Arte Iberoamericano. 2014nivariensisОценок пока нет
- Presentacion Juego TradicionalesДокумент13 страницPresentacion Juego TradicionalesMaryoriayary AcostaОценок пока нет
- Industria de BaldosasДокумент20 страницIndustria de BaldosasBraicy Gutiérrez N.Оценок пока нет
- Lista de Candidatos A Miembros de MesaДокумент80 страницLista de Candidatos A Miembros de MesaJohn Vallejos CalderonОценок пока нет
- Trabajo de Taller PDFДокумент6 страницTrabajo de Taller PDFLaura Natalia Cárdenas GuerraОценок пока нет
- 22.05.19 Resultado Recursos Supervisor de Ensino 04Документ1 страница22.05.19 Resultado Recursos Supervisor de Ensino 04ApeoespjauОценок пока нет
- LEER IMAGENES - Gonzalo Manigot 1Документ6 страницLEER IMAGENES - Gonzalo Manigot 1pampurimacarenaОценок пока нет
- Término ExcluidoДокумент2 страницыTérmino ExcluidoHeidi Salas100% (1)
- Frases de ArteДокумент2 страницыFrases de ArteGerardo Mejia PaniaguaОценок пока нет
- Parapetos SCTДокумент7 страницParapetos SCTEstructuras MetálicasОценок пока нет
- Ashcan SchoolДокумент3 страницыAshcan SchoolRQL83appОценок пока нет
- 6° Expresiones-Artísticas MÓDULO Semana06Документ5 страниц6° Expresiones-Artísticas MÓDULO Semana06emmyyaritzaОценок пока нет
- Planificacion Octavo ListaДокумент30 страницPlanificacion Octavo ListaSEPÚLVEDA GUZMÁN ANDREA DEL PILARОценок пока нет
- Plan de Redaccion 3 - 4Документ3 страницыPlan de Redaccion 3 - 4CAMILA FERNANDEZ0% (1)
- Apolo y Dionisos PDFДокумент103 страницыApolo y Dionisos PDFdaferromОценок пока нет
- Ficha Tecnica Decoraltex Linea 1 e Impermelast Brillante ActualizadaДокумент2 страницыFicha Tecnica Decoraltex Linea 1 e Impermelast Brillante Actualizadajulian neutaОценок пока нет
- Colorea ConДокумент4 страницыColorea ConKaren Fabiola Periche NunuraОценок пока нет
- Concurso2010 ManualdeJuecesДокумент5 страницConcurso2010 ManualdeJuecesORLANDO CASTILLOОценок пока нет
- Memorial de Masaya-Julio Valle Castillo P1 PDFДокумент69 страницMemorial de Masaya-Julio Valle Castillo P1 PDFMaría JoséОценок пока нет
- Planeaciones y Cronograma 1Документ11 страницPlaneaciones y Cronograma 1Ariadna Dolores Carrera RodriguezОценок пока нет
- 0001 Lengua y Literatura Primero de Eso El Texto PDFДокумент8 страниц0001 Lengua y Literatura Primero de Eso El Texto PDFJustin GrimesОценок пока нет
- Línea Del Tiempo Del DibujoДокумент6 страницLínea Del Tiempo Del DibujoJohnPérezОценок пока нет