Hamilton et al Supp Sept 2010layout:Layout 1 8/12/10 10:49 AM Page 189
Characteristic Temperature Curves for
Aluminum Alloys during Friction Stir
Welding
An empirically derived relationship between temperature and weld energy is used
to predict maximum friction stir welding temperatures in aluminum alloys
BY C. HAMILTON, S. DYMEK, AND A. SOMMERS
Ulysse (Ref. 7) studied the impact of vary-
ABSTRACT ing weld parameters on the temperature
distribution in 7050-T7451 plate. Also,
Review of published friction stir welding (FSW) data across numerous aluminum Khandkar et al. (Refs. 8, 9) introduced a
alloys demonstrates that a characteristic relationship between the temperature ratio heat input model based on the torque of
(the maximum welding temperature divided by the solidus temperature of the alloy)
WELDING RESEARCH
the FSW tool and successfully applied the
and the energy per unit length of weld exists. When the temperature ratio is plotted as model to friction stir welded aluminum
a function of the energy per unit length of weld, a linear relationship whose slope is de- 6061-T651 plate.
pendent on the thermal diffusivity of the alloy is revealed. Utilizing these characteris- A commonality to each of these ap-
tic curves, the maximum welding temperatures were estimated for Sc-modified Al-Zn- proaches, however, is the need to develop
Mg-Cu alloy extrusions joined through FSW at 225, 250, 300, and 400 rev/min (all other a computer simulation to satisfactorily
weld parameters held constant). The characteristic curves successfully predict the max- solve the heat transfer equation for the
imum weld temperatures at the lower energy weld conditions, i.e., 225 and 250 rev/min, alloy and welding conditions of interest,
but for the high-energy welds, 300 and 400 rev/min, the curves overpredict the maxi- and to calculate the thermal profile and
mum weld temperatures. Despite this discrepancy, the characteristic curves demon- maximum welding temperature. To cir-
strate that it is feasible to predict the maximum FSW temperature in an alloy if the cumvent this sometimes work-intensive
thermal diffusivity, welding parameters, and tool geometry are known. process, Roy et al. (Ref. 10) utilized the
Buckingham π-Theorem and proposed a
dimensionless parameter based on mate-
welds (Refs. 3, 4). Since its introduction, rial properties and process parameters to
Introduction
numerous investigations have sought to predict the maximum weld temperature
characterize the principles of FSW and to during friction stir welding. Colegrove et
Friction stir welding (FSW) is a novel
model the microstructural evolution and al. (Ref. 11) also pursued a technique that
solid-state joining process that is gaining
temperature behavior. The current status would predict the heat generation in alu-
popularity in the manufacturing sector
of FSW research has been well summa- minum alloys during FSW based solely on
and, in particular, the aerospace industry
rized by Mishra and Ma (Ref. 5). material properties, in particular the
(Refs. 1, 2). Because no melting occurs
Researchers have found success in solidus temperature of the alloy and flow
during FSW, the process is performed at
modeling the heat transfer characteristics stress. Defining the “contact radius” be-
much lower temperatures than conven-
of FSW. For example, Frigaard et al. (Ref. tween the tool and workpiece as a meas-
tional welding techniques and circum-
6) developed a finite difference thermal ure of heat transfer efficiency between
vents many of the environmental and
model for a moving heat source and cor- them, their work showed good agreement
safety issues associated with these welding
related the predicted temperature profile between predicted and experimental tem-
methods. The plastic deformation and
with the measured temperature profile for peratures when applied to 7449-T73, 2024-
temperature profile during FSW produce
friction stir welded 6082-T6 and 7108-T79 T3, and 6013-T6 sheets.
a microstructure characterized by a cen-
extrusions. Utilizing a visco-plastic model, Through similar motivation to derive a
tral weld nugget surrounded by a thermo-
more direct approach to predict friction
mechanically affected zone (TMAZ) and
stir welding temperatures in aluminum al-
heat-affected zone (HAZ). The welded
loys, the current investigation utilizes
joint is fundamentally defect free and dis- KEYWORDS Khandkar’s torque-based heat input
plays excellent mechanical properties
model to develop a relationship between
when compared to conventional fusion Friction Stir Welding the maximum welding temperature,
Peak Temperature solidus temperature, and energy per unit
C. HAMILTON (hamiltbc@muohio.edu) and Aluminum Alloys length of weld. This empirically derived
A. SOMMERS are with Miami University, De- Specific Energy relationship generates temperature
partment of Mechanical and Manufacturing En- Thermal Modeling curves characteristic to specific thermal
gineering, Oxford, Ohio. S. DYMEK is with AGH diffusivities that correlate the tempera-
University of Science and Technology, Faculty of
ture ratio (the ratio of the maximum weld
Metals Engineering and Industrial Computer Sci-
ence, Kraków, Poland. temperature to the solidus temperature)
WELDING JOURNAL 189-s
Hamilton et al Supp Sept 2010layout:Layout 1 8/11/10 11:13 AM Page 190
ture data were used to verify the efficacy
of the characteristic curves proposed from
this investigation.
Discussion
Energy per Unit Length of Weld
Because the weld velocity (vw), tool ro-
tation speed (ω), and applied force (F) all
influence the total energy imparted to the
workpieces, the total heat input more ap-
propriately indicates the welding condi-
tions than any individual welding parame-
ter. The energy per unit length of weld was
derived by Khandkar (Ref. 8) from a
torque-based model for which the total
torque, Ttotal, is expressed as the sum of
torque contributions from the tool shoul-
der against the workpiece, bottom of the
tool pin against thickness material, and
pin surface against thickness material. For
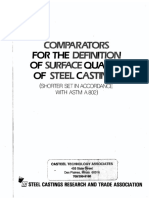
the FSW representation in Fig. 1, where ro
is the radius of the tool shoulder, ri1 is the
radius of the pin at the tool shoulder, ri2 is
WELDING RESEARCH
Fig. 1 — Friction stir weld configuration, tool coordinate system, and tool geometry. the radius of the pin at the pin bottom, h
is the pin height, τ is the shear stress dur-
ing welding, and F is the applied force, the
total torque then becomes
ro ri 2
with the weld energy. From these curves, More specific details of the tool design are
Ttotal = ∫ri1 (τ r )(2π r ) dr + ∫0 (τ r )
the maximum welding temperature may proprietary to EWI, but Mishra and Ma (2π r )dr + 2πτ ri2 h
be estimated for a given aluminum alloy if (Ref. 5) have reviewed many of the com-
To simplify the evaluation of Equation 1,
the tool geometry, welding parameters, mon FSW tool designs that are indicative
the taper of the welding pin is ignored, i.e.,
solidus temperature, and thermal diffusiv- of that utilized in this investigation. With
ri1 = ri2, and defining τ as the product of
ity are known. a constant weld velocity of 2.1 mm/s and
the coefficient of friction between the tool
an applied force of 22 kN, unique welds
and workpieces, μ, with the average pres-
Experimental Procedure were produced at the following tool rota-
sure (F/πr2), Equation 1 becomes
tion speeds: 225, 250, 300, and 400
⎛ r r2 ⎞
For this investigation, Sc-modified Al- rev/min. Even though the applied force Ttotal = 2 μ F ⎜ o + i2 h ⎟ (2 )
Zn-Mg-Cu billets (SSA038) were pro- during FSW was set to 22 kN, real-time ⎝ 3 ro ⎠
duced by UES, Inc., through direct chill data from the welding trials revealed that
The coefficient of sliding friction between
casting and then extruded as 50.4- × 6.35- the load oscillated as the machine contin-
aluminum and steel depends on the tem-
mm bars. The chemical compositions of uously corrected the load toward the set
peratures produced by the welding condi-
SSA038 is summarized in Table 1 along point. Consequently, the average load
tions. Frigaard et al. (Ref. 6) reasoned that
with that of aluminum 7075 for reference during welding deviated from the desired
the coefficient of friction between alu-
and comparison (Ref. 12). Following ex- set point; therefore, the average load was
trusion, the bars were heat treated to a–T6 determined from the recorded data for
temper through the following schedule: 1) each weld condition and was utilized in the
solution heat treat at 460°C for one hour analysis of that condition. These average Table 1 — Chemical Compositions of
followed by an additional hour at 480°C, 2) load values are 21.4, 20.1, 22.8, and 20.1 SSA038 with 7075 as Reference
rapid quench in water to room tempera- kN for 225, 250, 300, and 400 rev/min, re-
ture, and 3) age at 120°C for 19 h. The den- spectively. The recorded data verified that
sity of SSA038 is 2820 kg/m3, and the the weld velocity remained constant at 2.1 Element Wt-%
solidus temperature is 528°C. mm/s for all welding trials. SSA038 7075
After heat treatment, the bars were cut By utilizing a Mikron M7815 thermal Zn 7.11 5.60
into eight, 305-mm lengths and sent to the imaging camera during welding, the tem- Mg 2.14 2.50
Edison Welding Institute (EWI, Colum- perature profile across the weld was ex- Cu 1.56 1.60
bus, Ohio) to produce four friction stir perimentally recorded for each condition. Mn 0.25 0.30
welds in the configuration represented — The thermal emissivity for the infrared Zr 0.17 < 0.05
Fig. 1. As shown in the diagram, FSW oc- data was calibrated by imaging an extru- Sc 0.38 —
curs along the L direction of the extrusions sion length heated to 460°C and adjusting Cr < 0.05 0.23
with a clockwise tool rotation. The diame- the emissivity value until the recorded Ti < 0.05 0.20
ter of the FSW tool shoulder was 17.8 mm, temperature of the camera matched the other, each 0.35 1.03
the pin diameter tapered linearly from reference temperature. The appropriate Al Balance
10.3 mm at the tool shoulder to 7.7 mm at thermal emissivity value was determined
the tip, and the pin depth was 6.1 mm. to be 0.285. The experimental tempera-
190-s SEPTEMBER 2010, VOL. 89
Hamilton et al Supp Sept 2010layout:Layout 1 8/11/10 11:13 AM Page 191
A B
Fig. 2 — A — Maximum temperature as a function of energy per weld length; B — temperature ratio as a function of energy per weld length.
Table 2 — Energy per Unit Length of Weld and Measured Maximum Temperature
WELDING RESEARCH
Tool Geometry Welding Parameters Measured
Alloy ro ri h vw F E Max. T
(mm) (mm) (mm) Rev/Min (mm/s) (kN) (J/mm) (K)
AA7108-T79 (Ref. 6) 7.5 2.5 6.0 1500 5.0 7 696 648
1500 8.0 7 435 563
1500 12.0 7 290 523
AA6061-T6 (Ref. 11) 12.0 9.5 6.0 344 2.2 13 1639 698
AA6061-T651 (Ref. 8) 12.7 5.0 8.0 390 2.4 22 1896 739
AA6082-T6 (Ref. 6) 7.5 2.5 6.0 1500 5.0 7 696 594
1500 8.0 7 435 548
1500 12.0 7 290 523
180 0.85 20 1845 628
180 1.3 25 1513 623
180 1.7 28 1273 593
AA7050-T7451 (Ref. 15) 10.2 3.6 6.1 360 1.7 24 1978 673
540 2.5 34 2464 663
810 3.8 39 2868 703
AA7050-T7451 (Ref. 7) 9.5 3.2 6.4 490 1.4 20 2916 493
700 1.0 13 3710 533
700 1.9 16 2403 493
700 2.6 18 2229 483
minum and mild steel should be set as the to 0.4. The energies were then recalcu- of estimating the coefficient of friction
average value between 0.5 for sticky fric- lated according to the reassigned value of during FSW are discussed, and thermal
tion and 0.25 for dry sliding, while μ. The energy per unit length of weld, El, models that include volumetric heating by
Soundararajan et al. (Ref. 13) allowed μ to is found by dividing the average power, visco-plastic dissipation are presented.
vary between 0.5 and 0.4 depending on the Pavg, by the weld velocity to yield the ex-
welding conditions. For this investigation, pression in Equation 3. Survey of Data from the Literature
initial calculations of the energy used a co- Pavg ω
efficient of friction of 0.5; however, if en- El = = Ttotal ( 3) A survey of the friction stir welding lit-
ergy levels exceeded 2000 J/mm, i.e., “hot” vw vw erature on thermal modeling of aluminum
welding conditions, the coefficient of fric- This formulation of weld energy does not alloys produced the information pre-
tion was reduced to 0.45, and if the ener- take into account heat generation due to sented in Tables 2 and 3. These specific in-
gies levels exceeded 3000 J/mm, the plastic deformation. In the review paper vestigations were selected because the re-
coefficient of friction was further reduced by Nandan et al. (Ref. 14), the difficulties searchers experimentally measured the
WELDING JOURNAL 191-s
Hamilton et al Supp Sept 2010layout:Layout 1 8/11/10 11:14 AM Page 192
A B
Fig. 3 — A — Temperature ratio as a function of effective energy per weld length; B — with linear regression curves added.
researcher during comparable to both 6061 and 6082 (6.9
welding. Though the and 7.1 × 10–5 m2/s, respectively); there-
thermocouple loca- fore, for the same thickness, the 7050 data
tions from each study from Reynolds’s (Ref. 15) investigation
WELDING RESEARCH
are not identical, would be expected to show a similar tem-
these temperatures perature/energy trend as that of 6061 and
are assumed to be 6082. Though showing a similar slope to
the true maximum that of 6061 and 6082, the 7050 relation-
temperatures, i.e., ship in Fig. 2A is shifted to the right, indi-
temperatures under cating that lower maximum temperatures
the tool shoulder, as are produced in 7050 at the same energy
each investigator did levels.
attempt to record the Consider, however, that as the welding
temperature near the temperature approaches the solidus tem-
weld centerline. perature, Ts, of an alloy, the material will
Figure 2A soften, slip will occur, and less energy will
plots the experimen- be transferred into the workpiece. The
tally measured maxi- solidus temperatures of 6061 and 6082 are
mum temperature, greater than that of 7050; therefore, under
Fig. 4 — Experimental and predicted temperature ratio as a function of ef- Tmax, as a function of the same welding conditions, the transfer
fective energy per weld length for SSA038-T6. the energy per length of energy between the tool and the work-
of weld, El, for the piece is more efficient in the 6XXX alloys
data in Table 2. The than in 7050. Hence, the maximum tem-
correlation between perature for a given energy level will in-
the two parameters crease with increasing solidus tempera-
temperature profile to verify their thermal from each data set is ture. Figure 2B demonstrates that when
model and included the welding parame- self-evident because the energy per length the temperature ratio, Tmax/Ts, is plotted
ters and tool geometry, such that energy of weld must also reflect the maximum as a function of El, the data group accord-
per unit length calculations could be made achievable temperature, i.e., as the welding ing to thermal diffusivity and product
for their particular weld conditions (Table energy increases, so must the welding tem- thickness. The data sets from 6061, 6082,
2). Force values taken from Ref. 7 are nu- perature. As seen in the figure, the data and Reynolds’s 7050 display a relationship
merical predictions, not experimental ob- tend to group based on alloy type and prod- distinct from 7108, which has a lower ther-
servations, for the weld velocity and tool uct thickness. Thus, the maximum temper- mal diffusivity, and from Ulysse’s 7050,
rotation speed combinations. atures for the 6061 and 6082 alloys with sim- which has a greater product thickness.
Table 3 displays the properties for the ilar thicknesses (6.0, 6.4, and 8.13 mm), Consider a welding condition for which
investigated alloys at room temperature, show the same linear relationship with El, the initial material thickness approaches
where ρ is the density, cp is the heat ca- while the two 7050 data sets with different the length of the tool pin. As the work-
pacity, k is the thermal conductivity, and α product thicknesses (6.4 and 19.1 mm) dis- piece thickness increases relative to the
is the thermal diffusivity of the alloy (α = play unique relationships between temper- pin length, material below the pin con-
k/cpρ). Though the heat capacity and ther- ature and energy. ducts more heat away from the process
mal conductivity are temperature-depen- Because 6061 and 6082 share a similar zone. As the material thickness continues
dent properties, a goal of this work is to chemistry and thickness, the common re- to increase, additional heat conduction
predict friction stir welding temperatures lationship between temperature and en- will diminish until a threshold thickness is
utilizing these material properties at room ergy is expected. Despite 7050 having a reached beyond which greater and greater
temperature. Also listed in Table 3 are the distinct chemistry from the 6XXX alloys, workpiece thicknesses will effectively con-
maximum temperatures recorded by each its thermal diffusivity (6.5 × 10–5 m2/s) is duct the same amount of heat away from
192-s SEPTEMBER 2010, VOL. 89
Hamilton et al Supp Sept 2010layout:Layout 1 8/11/10 11:15 AM Page 193
Table 3 — Room Temperature Alloy Data from Survey of Literature
Thick ρ cp k α × 10-5 Solidus Temp. Ref.
Alloy (mm) (kg/m3) (J/kg·K) (W/m·K) (m2/s) (K)
AA7108-T79 6.0 2780 960 140 5.2 748 Frigaard (Ref. 6)
AA6061-T6 6.4 2700 896 167 6.9 855 Soundararajan (Ref. 13)
AA6061-T651 8.13 2700 896 167 6.9 855 Khandkar (Ref. 8)
AA6082-T6 6.0 2700 889 170 7.1 879 Frigaard (Ref. 6)
AA7050-T7451 6.4 2830 860 157 6.5 761 Reynolds (Ref. 15)
AA7050-T7411 19.1 2830 860 157 6.5 761 Ulysse (Ref. 7)
the process zone. Below this threshold
thickness and for a given alloy and FSW Table 4 — Effective Total Energies and Maximum Weld Temperatures for Each Weld
tool, the maximum welding temperature Condition
at a specific energy level will decrease as
the material thickness increases. To ac- Rev/Min (El)eff Maximum Welding Temperature (°C)
count for the influence of material thick- (J/mm) Experimental Predicted
ness below the threshold value, a scaling
parameter, β, is defined as the ratio of the 225 938 346 363
pin length, h, to the product thickness, t. 250 977 350 371
The effective energy per weld length, 300 1331 372 442
(El)eff, then becomes the energy per weld 400 1567 390 490
WELDING RESEARCH
length multiplied by the scaling factor,
such that
ratio/energy level data with linear regres- thermal properties and solidus tempera-
h sions added to each data set. Both regres- ture for a given aluminum alloy are
( El )eff = Eι = β El (4 )
t sions converge near the same Tmax/Ts ratio known, then the maximum welding tem-
for an energy level of zero, the 7108 data perature during FSW may be estimated
Assuming that the FSW data in Tables 2 set intercepting the axis at 0.58 and the from the welding parameters, workpiece
and 3 are within the range that the scaling 6XXX and 7050 data set intercepting the thickness, and tool geometry utilizing
factor would be applicable, Fig. 3A plots axis at 0.54. Though each regression con- Equation 6.
Tmax/Ts as a function of (El)eff, and verges at approximately the same inter-
Ulysse’s 7050 data now reveal the same cept, it is difficult to rationalize any phys- Application to SSA038-T6 Data
temperature ratio/energy relationship as ical significance to this point, i.e., the
the 6061, 6082, and Reynolds’s 7050 data. temperature ratio at zero weld energy, Utilizing the empirical relationship in
The distinction between this relationship other than as a convenient mathematical Equation 6, the maximum temperature
and that of 7108 lies in the difference be- construct. The relationship between the for each SSA038-T6 weld condition can be
tween the thermal diffusivities of the data temperature ratio and energy, however, predicted. Table 4 summarizes these pre-
sets. The thermal diffusivity of 7108 is 5.2 does hold over the region of practical dicted temperatures and the experimental
× 10–5 m2/s, while that of the 6XXX and welding conditions. If the intercept value temperatures recorded for each weld trial.
7050 data set is approximately 6.75 × 10–5 is taken as 0.56, then an empirical rela- At 225 rev/min, the characteristic curve
m2/s (though specific diffusivities are ei- tionship between the temperature ratio predicts a maximum temperature of
ther slightly higher or lower than this and effective energy level is developed 363°C, a 5% error with respect to the ex-
value). that is applicable to each of the aluminum perimental value. A similar success is seen
The temperature ratio of the 7108 data alloys at 250 rev/min for which the characteristic
set shows greater sensitivity to (El)eff, i.e., curve predicts a maximum temperature of
for equivalent increases in energy level, Tmax
= mα ( El )eff + 0.56 (5 ) 371°C, only a 6% error. The accuracy of
the maximum temperature increases more Ts these lower energy results compare favor-
quickly for 7108 than for 6XXX and 7050. ably with the accuracy of the models pro-
As thermal diffusivity decreases, the abil- where mα is the slope of the linear rela- posed by Roy et al. (Ref. 10) and Cole-
ity of an alloy to conduct energy away from tionship, and the α subscript indicates a grove et al. (Ref. 11). The dimensionless
a heat source also decreases. If the maxi- dependence on the thermal diffusivity of parameter approach by Roy predicted
mum temperature during FSW occurs the alloy. If the relationship between the temperatures to within 10–15% of the ex-
under the tool shoulder, which is also the slope and α is interpolated with the given perimental temperatures, while the model
principal source of heat, then for a fixed experimental data, then Equation 5 may of Colegrove predicted temperatures eas-
tool material and energy level, the maxi- be rewritten as ily within 10% of the actual welding tem-
mum temperature at this location must in- perature, but often were as accurate as
crease in alloys with lower thermal diffu- Tmax
= (0.0013 − 16.5α )( El )eff + 0.56 (6 ) ±5°C of the experimental values.
sivities if all other boundary conditions Ts For the higher energy welds, however,
remain constant. Higher temperature ra- the efficacy of this model decreases. At
tios, therefore, are produced in 7108 at Equation 6 describes a relationship be- 300 and 400 rev/min, the error in the pre-
equivalent (El)eff, than those produced in tween the welding energy and maximum dicted temperature is 19 and 26%, respec-
6XXX or 7050. welding temperature that is characteristic tively. Figure 4 plots the temperature ratio
Figure 3B displays the temperature across numerous aluminum alloys. If the as a function of the effective energy for the
WELDING JOURNAL 193-s
Hamilton et al Supp Sept 2010layout:Layout 1 8/11/10 11:19 AM Page 194
experimental temperature data and pre- characteristic curve, but for thermal diffu- eling of the friction stir-welding process. Inter-
dicted temperature data and reveals the sivities on the order of 6XXX or 7050 (the national Journal of Machine Tools and Manu-
discrepancy between the two relationships upper limit of this investigation), the facture 42: 1549–1557.
as the welding energy increases. Clearly, model overestimates the slope of this re- 8. Khandkar, M. Z. H., Khan, J. A., and
Reynolds, A. P. 2003. Predictions of tempera-
Equation 6 assumes a slope that is steeper lationship. Despite the discrepancy, the
ture distribution and thermal history during
than that of the actual relationship. As characteristic curves demonstrate the pos- friction stir welding: Input torque based model.
such, the predicted and experimental tem- sibility of predicting the maximum FSW Science and Technology of Welding and Joining
peratures show relatively good agreement temperature from the thermal diffusivity, 8(3): 165–174.
below 1100 J/mm, but diverge as the ef- welding parameters, and tool geometry. 9. Khandkar, M. Z. H., Khan, J. A.,
fective energy increases. The inability of Reynolds, A. P., and Sutton, M. A. 2006. Pre-
Equation 6 to adequately capture the tem- Acknowledgments dicting residual thermal stresses in friction stir
peratures at higher weld energies lies in welded metals. Journal of Materials Processing
the interpolation of mα from Equation 5. The authors acknowledge the Polish Technology 174: 195–203.
10. Roy, G. G., Nandan, R., and DebRoy, T.
As previously discussed, mα represents the Ministry of Science and Higher Education
2006. Dimensionless correlation to estimate
thermal diffusivity-dependent slope of the (Grant No. N507 446 337), UES, Inc., and peak temperature during friction stir welding.
temperature ratio/effective energy rela- the Materials and Manufacturing Direc- Science and Technology of Welding and Joining
tionship. The expression for mα intro- torate at Wright-Patterson AFB for their 11: 606–608.
duced into Equation 6 models the data for support of this research. 11. Colegrove, P. A., Shercliff, H. R., and
both 7108, a “low” thermal diffusivity Zettler, R. 2007. Model for predicting heat gen-
alloy, and from 6XXX and 7050, “high” References eration and temperature in friction stir welding
diffusivity alloys. Thus, when Equation 6 is from material properties. Science and Technol-
1. Thomas, W. M., et al. Dec. 1991. Great ogy of Welding and Joining 12: 284–297.
applied, it will underestimate the slope for
Britain Patent Application No. 9125978.8. 12. Senkova, S. V., Senkov, O. N., and Mir-
alloys with thermal diffusivities similar to 2. Dawes, C., and Thomas, W. Nov./Dec. acle, D. B. 2006. Cryogenic and elevated tem-
7108, but overestimate the slope for alloys 1995. TWI Bulletin 6: 124. perature strengths of an Al-Zn-Mg-Cu alloy
with thermal diffusivities similar to 6XXX
WELDING RESEARCH
3. Sutton, M. A., Yang, B. C., Reynolds, A. modified with Sc and Zr. Metallurgical and Ma-
and 7050. Because SSA038 shares a simi- P., and Yan, J. H. 2004. Banded microstructure terials Transactions A 57(12): 3569–3575.
lar chemistry to 7050, the thermal diffu- in 2024-T351 and 2524-T351 aluminum friction 13. Soundararajan, V., Zekovic, S., and Ko-
sivities would be expected to be similar, stir welds. Material Science and Engineering A vacevic, R. 2005. Thermo-mechanical model
and Equation 6 will overestimate the slope 364: 66–74. with adaptive boundary conditions for friction
of the characteristic curve for SSA038. 4. Hamilton, C., Dymek, S., and Blicharski, stir welding of Al AA6061. International Journal
M. 2007. Comparison of mechanical properties of Machine Tools and Manufacture 45: 1577–
for 6101-T6 extrusions welded by friction stir 1587.
Conclusions welding and metal inert gas welding. Archives 14. Nandan, R., DebRoy, T., and Bhadeshia,
of Metallurgy and Materials 52: 67–72. H. K. D. H. 2008. Recent advances in friction-
Based on the torque during friction stir 5. Mishra, R. S., and Ma, Z. Y. 2005. Fric- stir welding — Process, weldment structure and
welding, the energy per unit length of weld tion stir welding and processing. Material Sci- properties. Progress in Materials Science 53:
was calculated for numerous investiga- ence and Engineering R 50: 1–78. 980–1023.
tions on various aluminum alloys. The 6. Frigaard, O., Grong, O., and Midling, O. 15. Reynolds, A. P., Tang, W., Khandkar, Z.,
data revealed a characteristic linear rela- T. 2001. A process model for friction stir weld- Khan, J. A., and Lindner, K. 2005. Relation-
tionship between the temperature ratio, ing of age hardening aluminum alloys. Metal- ships between weld parameters, hardness dis-
lurgical and Materials Transactions A 32(5): tribution and temperature history in Alloy 7050
maximum welding temperature divided by
1189–1200. friction stir welds. Science and Technology of
the solidus temperature of the alloy, and 7. Ulysse, P. 2002. Three-dimensional mod- Welding and Joining 10: 190–199.
effective energy per length of weld. The
thermal diffusivity of the alloy determined
the slope, and from this relationship, an
empirical formula was proposed that can
be used to estimate the maximum welding
temperature from the tool geometry,
welding parameters, solidus temperature,
An Important Event
and thermal diffusivity for any given alu-
minum alloy. Using this empirical rela-
on Its Way?
tionship, the maximum welding tempera-
tures were estimated for SSA038-T6 (a Send information on upcoming events to the Welding Journal
Sc-modified Al-Zn-Mg-Cu aluminum Dept., 550 NW LeJeune Rd., Miami, FL 33126. Items can also
alloy) extrusions joined at four different be sent via FAX to (305) 443-7404 or by e-mail to wood-
rotation speeds. For welding energies less ward@aws.org.
than 1100 J/mm, the predicted tempera-
tures from the characteristic curves
showed good agreement with the experi-
mental data; however, above this energy
level, the predicted temperatures diverged Dear Readers:
from the experimental values.
The discrepancy between the two rela- The Welding Journal encourages an exchange of ideas through
tionships rests in the interpolation of the letters to the editor. Please send your letters to the Welding Jour-
slope of the characteristic curve as it re-
lates to the thermal diffusivity. For ther- nal Dept., 550 NW LeJeune Rd., Miami, FL 33126. You can also
mal diffusivities similar to AA7108 (the reach us by FAX at (305) 443-7404 or by sending an e-mail to
lower limit of this investigation), the Kristin Campbell at kcampbell@aws.org.
model will underestimate the slope of the
194-s SEPTEMBER 2010, VOL. 89
Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Flame Cut Imperfections English V2.4Документ20 страницFlame Cut Imperfections English V2.4tazzorroОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Weld Solidification and Cracking Behavior of Free-Machining Stainless SteelДокумент14 страницWeld Solidification and Cracking Behavior of Free-Machining Stainless SteeltazzorroОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Mechanical Modeling of Ultrasonic WeldingДокумент7 страницMechanical Modeling of Ultrasonic WeldingtazzorroОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Active Soldering of ITO To Copper: Welding ResearchДокумент3 страницыActive Soldering of ITO To Copper: Welding ResearchtazzorroОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalsДокумент8 страницThe Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalstazzorroОценок пока нет
- Aws MikroДокумент12 страницAws MikroSuphi YükselОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Kehandalan Sistem Jaringan Tenaga ListrikДокумент6 страницKehandalan Sistem Jaringan Tenaga ListrikMarchelius KalvinОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalsДокумент8 страницThe Kinetics of Nitrogen Absorption by Arc-Melted Fe-C-Mn-Type Filler MetalstazzorroОценок пока нет
- Reconsidering The Basicity of A FCAW Consumable - Part 1: Solidified Slag Composition of A FCAW Consumable As A Basicity IndicatorДокумент9 страницReconsidering The Basicity of A FCAW Consumable - Part 1: Solidified Slag Composition of A FCAW Consumable As A Basicity IndicatortazzorroОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Ranking The Resistance of Wrought Superalloys To Strain-Age CrackingДокумент8 страницRanking The Resistance of Wrought Superalloys To Strain-Age CrackingtazzorroОценок пока нет
- Magneto-Fluid Dynamic Control of Seam Quality in CO2 Laser Beam WeldingДокумент7 страницMagneto-Fluid Dynamic Control of Seam Quality in CO2 Laser Beam WeldingtazzorroОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Experimental and Numerical Simulation of Restraining Forces in Gas Metal Arc Welded JointsДокумент9 страницExperimental and Numerical Simulation of Restraining Forces in Gas Metal Arc Welded JointstazzorroОценок пока нет
- Reconsidering The Basicity of A FCAW Consumable - Part 2: Verification of The Flux/Slag Analysis Methodology For Weld Metal Oxygen ControlДокумент6 страницReconsidering The Basicity of A FCAW Consumable - Part 2: Verification of The Flux/Slag Analysis Methodology For Weld Metal Oxygen ControltazzorroОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Influence of Stress Ratio On Fatigue Crack Propagation Behavior of Stainless Steel WeldsДокумент6 страницInfluence of Stress Ratio On Fatigue Crack Propagation Behavior of Stainless Steel WeldstazzorroОценок пока нет
- Weld Properties of AISI 303 Free-Machining Stainless SteelДокумент9 страницWeld Properties of AISI 303 Free-Machining Stainless SteeltazzorroОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Single-Pass Laser Beam Welding of Clad Steel PlateДокумент7 страницSingle-Pass Laser Beam Welding of Clad Steel PlatetazzorroОценок пока нет
- 01 2006 DARCIS S PDFДокумент8 страниц01 2006 DARCIS S PDFtazzorroОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Influence of Various Hybrid Welding Parameters On Bead GeometryДокумент7 страницThe Influence of Various Hybrid Welding Parameters On Bead GeometrytazzorroОценок пока нет
- Heat-Affected Zone Microstructure in Laser-Beam-Welded Nickel SheetДокумент8 страницHeat-Affected Zone Microstructure in Laser-Beam-Welded Nickel SheettazzorroОценок пока нет
- Intelligent Control of Pulsed GTAW With Filler MetalДокумент8 страницIntelligent Control of Pulsed GTAW With Filler MetaltazzorroОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Microstructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelsДокумент8 страницMicrostructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelstazzorroОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Process Sensitivity of GMAW: Aluminum vs. SteelДокумент6 страницProcess Sensitivity of GMAW: Aluminum vs. SteeltazzorroОценок пока нет
- Finite Element Analysis of Heat Flow inДокумент5 страницFinite Element Analysis of Heat Flow inWilly Villa SalsavilcaОценок пока нет
- HicДокумент8 страницHickartik_harwani4387Оценок пока нет
- Landscape+Photography+ +Compositions+Basics+ +ebookДокумент27 страницLandscape+Photography+ +Compositions+Basics+ +ebooktazzorroОценок пока нет
- Macro Photography: Quick Start GuideДокумент23 страницыMacro Photography: Quick Start GuidetazzorroОценок пока нет
- Heat ResistantДокумент52 страницыHeat Resistantkompany_dОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- SCRATA Casting Surface Quality PDFДокумент43 страницыSCRATA Casting Surface Quality PDFrakesh100% (1)
- Macro Photography: Quick Start GuideДокумент23 страницыMacro Photography: Quick Start GuidetazzorroОценок пока нет
- Techniques: All Photographers Should MasterДокумент69 страницTechniques: All Photographers Should MastertazzorroОценок пока нет
- CHM-101 Chapter 1Документ23 страницыCHM-101 Chapter 1razan136Оценок пока нет
- Quiz 1 With AnswerДокумент3 страницыQuiz 1 With AnswerAltra ZОценок пока нет
- Instrumentation & Process ControlДокумент51 страницаInstrumentation & Process ControlChiến Phan Công100% (1)
- Encapsulation State of Messenger RNA Inside Lipid NanoparticlesДокумент5 страницEncapsulation State of Messenger RNA Inside Lipid NanoparticlesPencari IlmuОценок пока нет
- A Study of Copper (II) Complexes With Different LigandsДокумент3 страницыA Study of Copper (II) Complexes With Different LigandsZul Nazrie50% (6)
- p1 Bab 1-5Документ19 страницp1 Bab 1-5cikguana79Оценок пока нет
- Example Chemical and Biological CompositionДокумент8 страницExample Chemical and Biological CompositioniskandarОценок пока нет
- DRRG Equipmentlist 29032022 RДокумент49 страницDRRG Equipmentlist 29032022 RjayapalОценок пока нет
- Light Dependent ResistorДокумент4 страницыLight Dependent ResistorantonerajОценок пока нет
- Elec6063 Optoelectronics and Lightwave Technology: Part 2: Leds and Lasers - 1 (Leds)Документ43 страницыElec6063 Optoelectronics and Lightwave Technology: Part 2: Leds and Lasers - 1 (Leds)wanxin zhouОценок пока нет
- Class 10 Science Super 20 Sample PapersДокумент85 страницClass 10 Science Super 20 Sample PapersParas Tyagi100% (1)
- Aldehyde, Ketones and Carboxylic AcidДокумент1 страницаAldehyde, Ketones and Carboxylic AcidGargi PathakОценок пока нет
- Hongzhang Chen - Lignocellulose Biorefinery Engineering - Principles and Applications-Woodhead Publishing (2015)Документ266 страницHongzhang Chen - Lignocellulose Biorefinery Engineering - Principles and Applications-Woodhead Publishing (2015)Dinda Dwi SeptianiОценок пока нет
- Clarus500 580UserGuideДокумент442 страницыClarus500 580UserGuideSelvaraj VenkatesanОценок пока нет
- Chemistry Volumetric LabДокумент20 страницChemistry Volumetric Labsunil venkataОценок пока нет
- Method of Statement For FRP Lining TankДокумент5 страницMethod of Statement For FRP Lining Tankmoytabura96100% (3)
- Compressor AM2Документ3 страницыCompressor AM2Hendra KurniawanОценок пока нет
- Bomba Neumatica PB 1/4Документ16 страницBomba Neumatica PB 1/4Marco MendozaОценок пока нет
- Terms in Pre-Stressed ConcreteДокумент3 страницыTerms in Pre-Stressed ConcreteKenneth100% (1)
- Asme Sec V A-15-2006Документ4 страницыAsme Sec V A-15-2006Muhammed Abo-FandoodОценок пока нет
- Process For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumДокумент7 страницProcess For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDrkrishnasarma pathyОценок пока нет
- Calcium-Magnesium by EDTA TitrationДокумент5 страницCalcium-Magnesium by EDTA TitrationnisscriОценок пока нет
- Chemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated ScienceДокумент20 страницChemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated SciencekarlabrooksОценок пока нет
- Operative Dentistry: Dental AdhesionДокумент12 страницOperative Dentistry: Dental AdhesionJohn CenaОценок пока нет
- STI - SP001-00 - Standard For Inspection of In-Service Shop Fabricated Aboveground Tanks For Storage of Combustible and Flammable LiquidsДокумент20 страницSTI - SP001-00 - Standard For Inspection of In-Service Shop Fabricated Aboveground Tanks For Storage of Combustible and Flammable LiquidsJoe BetkerОценок пока нет
- BS en Iso 23936-2-2011Документ78 страницBS en Iso 23936-2-2011Franklin Osorio Sanchez67% (3)
- Modern Extraction of Citrus Wastes - Foods-08-00523-V2 PDFДокумент81 страницаModern Extraction of Citrus Wastes - Foods-08-00523-V2 PDFjimmyboy111Оценок пока нет
- Minimum Thermal FlowДокумент4 страницыMinimum Thermal Flowdk4monjureОценок пока нет
- Gallic AcidДокумент28 страницGallic AcidDolih GozaliОценок пока нет
- 0654 IGCSE Formulae (Equations)Документ3 страницы0654 IGCSE Formulae (Equations)BigBoiОценок пока нет
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОт EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОценок пока нет
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (51)
- Handbook of Mechanical and Materials EngineeringОт EverandHandbook of Mechanical and Materials EngineeringРейтинг: 5 из 5 звезд5/5 (4)