Вам также может понравиться
- Form Eps 10 Application by Consultant For Syabas To Carry Out Final Inspection of External SystemДокумент1 страницаForm Eps 10 Application by Consultant For Syabas To Carry Out Final Inspection of External Systemfaizal mohdОценок пока нет
- Sample RE SalaryДокумент1 страницаSample RE Salaryfaizal mohdОценок пока нет
- Q Painting PDFДокумент3 страницыQ Painting PDFfaizal mohdОценок пока нет
- I Valves PDFДокумент33 страницыI Valves PDFfaizal mohdОценок пока нет
- A GeneralДокумент28 страницA Generalfaizal mohdОценок пока нет
- N Piling PDFДокумент19 страницN Piling PDFfaizal mohdОценок пока нет
- 07 SSD Form PDFДокумент1 страница07 SSD Form PDFfaizal mohdОценок пока нет
- 05 Pe DRGS PDFДокумент4 страницы05 Pe DRGS PDFfaizal mohdОценок пока нет
- 07 SSD Form PDFДокумент1 страница07 SSD Form PDFfaizal mohdОценок пока нет
- 04 Di DRGS PDFДокумент6 страниц04 Di DRGS PDFfaizal mohdОценок пока нет
- Ukuran Box Culvert + Pipe Culvert at CH 1200Документ1 страницаUkuran Box Culvert + Pipe Culvert at CH 1200faizal mohdОценок пока нет
- 8 Borang - Borang (Eps 1 - 9)Документ12 страниц8 Borang - Borang (Eps 1 - 9)faizal mohdОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Landing Gear Sistem 556Документ31 страницаLanding Gear Sistem 556prasetyoОценок пока нет
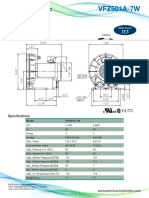
- Fuji Electric VFZ501A 7W DatasheetДокумент2 страницыFuji Electric VFZ501A 7W Datasheetghmp123Оценок пока нет
- (Hyundai Sonata 2005-2011, (Kia Forte 2009-2010, K5 2010-2011, Lotze 2010)Документ4 страницы(Hyundai Sonata 2005-2011, (Kia Forte 2009-2010, K5 2010-2011, Lotze 2010)marran almarranyОценок пока нет
- Deformacao AxialДокумент31 страницаDeformacao AxialANTONIOОценок пока нет
- DWGB001Документ10 страницDWGB001LucaОценок пока нет
- Motoman Sk6 Service ManualДокумент5 страницMotoman Sk6 Service Manualellen100% (47)
- Basics of Foundation Engineering With Solved ProblemsДокумент274 страницыBasics of Foundation Engineering With Solved ProblemsSuir Isahu100% (2)
- Oxygen Cylinder GuidanceДокумент1 страницаOxygen Cylinder GuidanceDarapu PrasanthiОценок пока нет
- Underground Winding SystemsДокумент58 страницUnderground Winding SystemsRuben Castro Quispe100% (1)
- ElectronoobsДокумент5 страницElectronoobsTaufiq QurahmanОценок пока нет
- Stair Well Pressurization Design CriteriaДокумент2 страницыStair Well Pressurization Design CriteriaShabeer HamzaОценок пока нет
- CadДокумент15 страницCadBikila JemalОценок пока нет
- 204 Spring 2011 PDFДокумент283 страницы204 Spring 2011 PDFcombatps1Оценок пока нет
- Armature Controlled DCMotors Fedfrom HWRectifierДокумент20 страницArmature Controlled DCMotors Fedfrom HWRectifierTejas Sharma 2K20EE281Оценок пока нет
- Manual For TC5013 (Elemento Painel)Документ74 страницыManual For TC5013 (Elemento Painel)WevertonОценок пока нет
- Strengthening of Reinforced Concrete Beams Using FRP Technique: A ReviewДокумент16 страницStrengthening of Reinforced Concrete Beams Using FRP Technique: A ReviewHÙNG Trần MạnhОценок пока нет
- Finite Element Anlysis of HookДокумент28 страницFinite Element Anlysis of HookHabtamu GeremewОценок пока нет
- Scan Plan (PAUT) For Taper Joints and K WeldsДокумент4 страницыScan Plan (PAUT) For Taper Joints and K WeldsRamakrishnan AmbiSubbiahОценок пока нет
- Sesion 7Документ40 страницSesion 7Martin Y. KouОценок пока нет
- Flex Separation System - S and P - Operating Instructions - 2014Документ51 страницаFlex Separation System - S and P - Operating Instructions - 2014Centrifugal SeparatorОценок пока нет
- CF L3 84 EE66011542888876-1Документ8 страницCF L3 84 EE66011542888876-1Mauli Dudhmogare PatilОценок пока нет
- DIY - Basic Cylinder Head Porting - Standard Abrasives Motor Sports PDFДокумент10 страницDIY - Basic Cylinder Head Porting - Standard Abrasives Motor Sports PDFkristof2273Оценок пока нет
- AEBS LDW 01 06eДокумент42 страницыAEBS LDW 01 06eSailohithОценок пока нет
- Engine Manual of WeichaiДокумент121 страницаEngine Manual of Weichaizein zee100% (9)
- TutorialДокумент2 страницыTutorialsitumbeko undiОценок пока нет
- MAN 7020-0145 - Uk PDFДокумент99 страницMAN 7020-0145 - Uk PDFthis9999Оценок пока нет
- Pipelines Material Selection in The Oil Gas Industry PDFДокумент7 страницPipelines Material Selection in The Oil Gas Industry PDFMohammed KamalОценок пока нет
- Piper Lance II - Turbo Lance II-Maintenance - smv1986Документ568 страницPiper Lance II - Turbo Lance II-Maintenance - smv1986willkobiОценок пока нет
- Dodge Durango 1999 DN Parts CatalogueДокумент20 страницDodge Durango 1999 DN Parts Cataloguemark100% (33)
- HWK 6Документ2 страницыHWK 6Pame GarciaОценок пока нет