Вам также может понравиться
- PROPIEDADES DE LOS LÍQUIDOS Completo CARMEN RIOSДокумент6 страницPROPIEDADES DE LOS LÍQUIDOS Completo CARMEN RIOSAndrés AngelОценок пока нет
- Mecanismo de Reaccion en La Obtencion de HidrocarburosДокумент26 страницMecanismo de Reaccion en La Obtencion de HidrocarburosYesz ImlОценок пока нет
- Conductividad CalorificaДокумент8 страницConductividad CalorificaGladys DagaОценок пока нет
- Determinacion de Agua de Cristalización Del Sulfato de CobreДокумент6 страницDeterminacion de Agua de Cristalización Del Sulfato de CobreJuan Rodas0% (1)
- Acido AdipicoДокумент9 страницAcido AdipicoChucho GonzálezОценок пока нет
- Obtención de OlefinasДокумент17 страницObtención de OlefinasDenis EscobarОценок пока нет
- Formulario de Fisicoquímica-Mónica Galicia-14agosto PDFДокумент25 страницFormulario de Fisicoquímica-Mónica Galicia-14agosto PDFN. PumaОценок пока нет
- Destilacion Simple InformaticaДокумент11 страницDestilacion Simple InformaticaYesi SalvadorОценок пока нет
- Propiedades Del Vino de HigosДокумент5 страницPropiedades Del Vino de HigosVVVRRRОценок пока нет
- Diapos ExpoДокумент17 страницDiapos ExpoCelesteCondoriCastroОценок пока нет
- Innforme de Quimica 03 UnschДокумент3 страницыInnforme de Quimica 03 UnschJesus Escate GamarraОценок пока нет
- Experimento 2 Física II UC3mДокумент8 страницExperimento 2 Física II UC3mAndrea Lucia De Fátima Valdivia AlfaroОценок пока нет
- Alcoholes y ÉteresДокумент42 страницыAlcoholes y ÉteresDeily Llamo100% (1)
- Informe Laboratorio Lix CobreДокумент6 страницInforme Laboratorio Lix CobreYoSoyCharlyeBobaryОценок пока нет
- Obtención Formaldehido-Procesos Plata ÓxidosДокумент4 страницыObtención Formaldehido-Procesos Plata ÓxidosAlfredo San RomanОценок пока нет
- CuestionarioДокумент10 страницCuestionarioJulioCesarLunaIbañezОценок пока нет
- 008 Práctica 8 PotenciometríaДокумент3 страницы008 Práctica 8 PotenciometríaSteward FloresОценок пока нет
- PRACTICA 7 Det. MGДокумент7 страницPRACTICA 7 Det. MGAdri EmmaОценок пока нет
- Apunte Físico Química - Equilibrio IónicoДокумент34 страницыApunte Físico Química - Equilibrio IónicoFelipe Ignacio Jorquera AguilarОценок пока нет
- Estructura y Propiedades Del AguaДокумент47 страницEstructura y Propiedades Del Aguamiguel perezОценок пока нет
- Electrolisis Juntado FinalДокумент4 страницыElectrolisis Juntado FinalNaydaPeralta100% (1)
- Electrolisis Ude ChileДокумент4 страницыElectrolisis Ude ChileMorty SmithОценок пока нет
- Informe de CristalizaciónДокумент15 страницInforme de CristalizaciónAlesandro DuarteОценок пока нет
- Practica 3Документ3 страницыPractica 3jonatan_contreras93Оценок пока нет
- Expo Informe BaquelitaДокумент18 страницExpo Informe BaquelitaMary Mar PDОценок пока нет
- Ácidos carboxílicos: nomenclatura y característicasДокумент7 страницÁcidos carboxílicos: nomenclatura y característicasEli PadillaОценок пока нет
- Guia Practica 8, Volumetría Óx-Red, Determinacion Vitamina C I - 2023Документ11 страницGuia Practica 8, Volumetría Óx-Red, Determinacion Vitamina C I - 2023Arce Rojas KatherinОценок пока нет
- Pileta APIДокумент12 страницPileta APIJhonny Terceros100% (1)
- Destilación Al VacíoДокумент104 страницыDestilación Al VacíoAngela VerdesotoОценок пока нет
- Gases IdealesPropuestosДокумент12 страницGases IdealesPropuestosiTzFoxisОценок пока нет
- Absorción y desorción: procesos de transferencia de masa gas-líquidoДокумент3 страницыAbsorción y desorción: procesos de transferencia de masa gas-líquidoAlfredo San RomanОценок пока нет
- Extracción sólido-líquido del colorante del achioteДокумент15 страницExtracción sólido-líquido del colorante del achioteLizet TincutaОценок пока нет
- Jarabe de MaízДокумент13 страницJarabe de MaízJesusDavidDeantonioPelaezОценок пока нет
- Cuestionario 11 - Reacciones de Alcoholes y FenolesДокумент5 страницCuestionario 11 - Reacciones de Alcoholes y FenolesMARIELY DEL ROSARIO GUERRERO TORRESОценок пока нет
- Ciclo Del CloroДокумент23 страницыCiclo Del CloroPamela CarvalloОценок пока нет
- Test Desorción GaseosaДокумент3 страницыTest Desorción GaseosaAlexander YanacОценок пока нет
- P1 DestilaciónДокумент6 страницP1 DestilaciónSebastian GaviriaОценок пока нет
- Frutas al jugo: Informe de laboratorio de Ingeniería de AlimentosДокумент13 страницFrutas al jugo: Informe de laboratorio de Ingeniería de AlimentosJoel ArismendiОценок пока нет
- Haluros de Alquilo TerminadoДокумент12 страницHaluros de Alquilo TerminadoFiorella HorqqueОценок пока нет
- Obtencion de La AcetonaДокумент6 страницObtencion de La AcetonaGustavo Pérez HerreraОценок пока нет
- AmortiguadoresДокумент4 страницыAmortiguadoresrocio_11Оценок пока нет
- Absorción DESORCIONДокумент10 страницAbsorción DESORCIONGeovanny J.Оценок пока нет
- Medios de Cultivo-DiseñoДокумент27 страницMedios de Cultivo-DiseñoIsmaОценок пока нет
- BHT y BhaДокумент10 страницBHT y BhaJeffreyCheleОценок пока нет
- Cracking y HidrocrackingДокумент7 страницCracking y HidrocrackingCristopher VasquezОценок пока нет
- Guia de Operación de Procesos Industriales - ITSAДокумент35 страницGuia de Operación de Procesos Industriales - ITSAEDITORIAL_ITSAОценок пока нет
- Bases de La Ingenieria Quimica 015Документ3 страницыBases de La Ingenieria Quimica 015AliciaОценок пока нет
- Estudio Cinético de La Saponificación Del Acetato de Etilo en Un Reactor Discontinuo Tanque AgitadoДокумент2 страницыEstudio Cinético de La Saponificación Del Acetato de Etilo en Un Reactor Discontinuo Tanque AgitadoDavid LeonОценок пока нет
- Informe de Separación de Sistemas Homogéneos y HeterogéneosДокумент4 страницыInforme de Separación de Sistemas Homogéneos y HeterogéneosTamara CherokiОценок пока нет
- Cationes Grupo 2Документ23 страницыCationes Grupo 2jhoniОценок пока нет
- Mermelada de Mango BoliviaДокумент2 страницыMermelada de Mango BoliviaronycussОценок пока нет
- Laboratorio N 7 AnaliticaДокумент3 страницыLaboratorio N 7 AnaliticaJheimyVillalbaОценок пока нет
- Cromatografia 2Документ6 страницCromatografia 2Sara AGОценок пока нет
- Determinación experimental de la densidad del metanol a diferentes temperaturas usando picnómetroДокумент30 страницDeterminación experimental de la densidad del metanol a diferentes temperaturas usando picnómetroAdrianQuispeОценок пока нет
- Info HidrogenaciónДокумент11 страницInfo HidrogenaciónDiego Lopez YangaliОценок пока нет
- Proceso de HidrogenaciónДокумент22 страницыProceso de Hidrogenaciónnstor025Оценок пока нет
- Proceso de Hidrogenación, Hidratación y DeshidrataciónДокумент6 страницProceso de Hidrogenación, Hidratación y DeshidrataciónOrlando Amusquivar EscuderoОценок пока нет
- HidrogenaciónДокумент6 страницHidrogenaciónLeandroBlacioОценок пока нет
- HIDRÓGENO Trabajo PrácticoДокумент5 страницHIDRÓGENO Trabajo PrácticoAnonymous abE21fОценок пока нет
- Obtencion de HidrogenoДокумент22 страницыObtencion de HidrogenoAleckxxs100% (1)
- Bolsa FlexibleДокумент2 страницыBolsa FlexibleAdali Reyes JulcaОценок пока нет
- Estudio Tecnico y Economico de La Produccion de Neopreno A Partir de Gas Licuado de PetroleoДокумент8 страницEstudio Tecnico y Economico de La Produccion de Neopreno A Partir de Gas Licuado de PetroleoAdali Reyes JulcaОценок пока нет
- El BazoДокумент2 страницыEl BazoAdali Reyes JulcaОценок пока нет
- "Decenio de La Igualdad de Oportunidades para Mujeres y Hombres". "Año Del Diálogo y La Reconciliación"Документ2 страницы"Decenio de La Igualdad de Oportunidades para Mujeres y Hombres". "Año Del Diálogo y La Reconciliación"Embi MadeОценок пока нет
- Acido FosforicoДокумент17 страницAcido FosforicoAdali Reyes JulcaОценок пока нет
- Diseño de BiodigestorДокумент1 страницаDiseño de BiodigestorAdali Reyes JulcaОценок пока нет
- Acido FosforicoДокумент17 страницAcido FosforicoAdali Reyes JulcaОценок пока нет
- Estudio Tecnico y Economico de La Produccion de Neopreno A Partir de Gas Licuado de PetroleoДокумент8 страницEstudio Tecnico y Economico de La Produccion de Neopreno A Partir de Gas Licuado de PetroleoAdali Reyes JulcaОценок пока нет
- Tablas TrabajoДокумент2 страницыTablas TrabajoJESSICA NIMAОценок пока нет
- Calculo de BombasДокумент5 страницCalculo de Bombasfabitoco6048Оценок пока нет
- IndeedresumeДокумент1 страницаIndeedresumeAdali Reyes JulcaОценок пока нет
- El BazoДокумент2 страницыEl BazoAdali Reyes JulcaОценок пока нет
- Capítulo IIДокумент6 страницCapítulo IIAdali Reyes JulcaОценок пока нет
- EmoleabilidadДокумент2 страницыEmoleabilidadAdali Reyes JulcaОценок пока нет
- Libro Bme2015 1 PDFДокумент173 страницыLibro Bme2015 1 PDFPatricio Sanchez VeraОценок пока нет
- Plantas 1 Capítulo 2Документ6 страницPlantas 1 Capítulo 2Adali Reyes JulcaОценок пока нет
- FORMULACIONДокумент11 страницFORMULACIONAdali Reyes JulcaОценок пока нет
- MagnetismoДокумент7 страницMagnetismoAdali Reyes JulcaОценок пока нет
- MagnetismoДокумент5 страницMagnetismoMarlyu GuzmanОценок пока нет
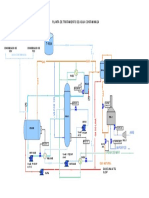
- Planta Agua ContaminadaДокумент1 страницаPlanta Agua ContaminadaAdali Reyes JulcaОценок пока нет
- Planta TalaraДокумент2 страницыPlanta TalaraAdali Reyes JulcaОценок пока нет
- Planta TalaraДокумент2 страницыPlanta TalaraAdali Reyes JulcaОценок пока нет
- Procesos de refinación de petróleo enДокумент19 страницProcesos de refinación de petróleo enAdali Reyes JulcaОценок пока нет
- Planta TalaraДокумент1 страницаPlanta TalaraAdali Reyes JulcaОценок пока нет
- Balance de EnergiaДокумент1 страницаBalance de EnergiaAdali Reyes JulcaОценок пока нет
- Trabajo FinalДокумент27 страницTrabajo FinalAdali Reyes JulcaОценок пока нет
- Planta TalaraДокумент2 страницыPlanta TalaraAdali Reyes JulcaОценок пока нет
- Procesos de refinación de petróleo enДокумент19 страницProcesos de refinación de petróleo enAdali Reyes JulcaОценок пока нет
- PetroleoДокумент19 страницPetroleoAdali Reyes JulcaОценок пока нет
- Plantilla Tesis Monografia Proyecto Normas APA UNIAJC 2017 v.1Документ27 страницPlantilla Tesis Monografia Proyecto Normas APA UNIAJC 2017 v.1Mauro LopezОценок пока нет
- Seccion 7 - 6B - Informe Lab 1Документ8 страницSeccion 7 - 6B - Informe Lab 1vicenteОценок пока нет
- Monografia Agua de Mesa PDFДокумент52 страницыMonografia Agua de Mesa PDFClaudia Gianella Ramirez NoblecillaОценок пока нет
- Mono ElectrolitosДокумент4 страницыMono ElectrolitosmariafernandaОценок пока нет
- Proyecto 1Документ19 страницProyecto 1Jose Manuel Herrera ChavezОценок пока нет
- 7_fisica Atomica Nuclear y de ParticulasДокумент47 страниц7_fisica Atomica Nuclear y de ParticulasdescuentosouОценок пока нет
- Formulas QuimicasДокумент23 страницыFormulas QuimicasDlcm Born To WinОценок пока нет
- PRACTICA 4 Aplicaciones de Propiedades de La Materia Fes AragónДокумент9 страницPRACTICA 4 Aplicaciones de Propiedades de La Materia Fes AragónAlejandro RodríguezОценок пока нет
- LABORATORIO FISICA 2 PenduloДокумент4 страницыLABORATORIO FISICA 2 Pendulodinamec diseño y construcciones metálicasОценок пока нет
- Definiciones de Recubrimientos Metálicos Electro DeeposiciónДокумент2 страницыDefiniciones de Recubrimientos Metálicos Electro DeeposiciónPedro JavierОценок пока нет
- Volumetría de neutralizaciónДокумент15 страницVolumetría de neutralizaciónjersonОценок пока нет
- Practica 1Документ27 страницPractica 1Agus BarrettaОценок пока нет
- 111 Ver 1 - Sustitucion Del Secador de Plomo enДокумент21 страница111 Ver 1 - Sustitucion Del Secador de Plomo encockeiserОценок пока нет
- Estructura atómica: modelos y partículas fundamentalesДокумент39 страницEstructura atómica: modelos y partículas fundamentalesGabriel Castro CamposОценок пока нет
- Curva de CalentamientoДокумент18 страницCurva de CalentamientoJulio MercadoОценок пока нет
- informe de quimica organicaДокумент9 страницinforme de quimica organicaKiana HuamanОценок пока нет
- Practica domiciliaria de Mecánica de Fluidos I (IC-347Документ6 страницPractica domiciliaria de Mecánica de Fluidos I (IC-347Michael Huicho AuccatomaОценок пока нет
- Presentación Temas 3 y 4Документ39 страницPresentación Temas 3 y 4César Iván Avitud RosalesОценок пока нет
- Perfil Ocupacional MsudДокумент5 страницPerfil Ocupacional MsudMIGUELОценок пока нет
- Guia 1 Quimica 10Документ3 страницыGuia 1 Quimica 10Nstivenson DuarteОценок пока нет
- Movimiento CircularДокумент5 страницMovimiento CircularOskr Andrs HernandezОценок пока нет
- Calculos de ConsumoДокумент47 страницCalculos de ConsumoAlexander JaraОценок пока нет
- Revista Descripcion de Refineria Minatitlan II PDFДокумент40 страницRevista Descripcion de Refineria Minatitlan II PDFElena TorresОценок пока нет
- Obl Catalogo - En.esДокумент15 страницObl Catalogo - En.escarlos mongeОценок пока нет
- Informe 1 - Laboratorio IДокумент29 страницInforme 1 - Laboratorio Irosbel oliverosОценок пока нет
- Planeamiento Minero A Cielo AbiertoДокумент31 страницаPlaneamiento Minero A Cielo AbiertoDenis MirandaОценок пока нет
- Quimica ColigativasДокумент1 страницаQuimica ColigativasJhonny Montaño ValdiviaОценок пока нет
- 04a 10 PDFДокумент3 страницы04a 10 PDFJuliza Angela Tupa HuancaОценок пока нет
- 5.3 Características Físicas y Químicas Del Oro, Plata y Sus MineralesДокумент13 страниц5.3 Características Físicas y Químicas Del Oro, Plata y Sus MineralesKimberly Godoy VargasОценок пока нет
- F. Eléctrica Doc 17 - 2021Документ6 страницF. Eléctrica Doc 17 - 2021FireMen XxXОценок пока нет
- Cannizzaro, padre de la teoría atómica modernaДокумент1 страницаCannizzaro, padre de la teoría atómica modernaGrissy RuizОценок пока нет