Вам также может понравиться
- Rev 1 - Manual de Servico LPH 82-LPH 120 - PTДокумент16 страницRev 1 - Manual de Servico LPH 82-LPH 120 - PTTiago Dourado0% (1)
- Manual DVR Intelbras VD 4E 120CДокумент114 страницManual DVR Intelbras VD 4E 120CDigobucisОценок пока нет
- Carb BLFAДокумент9 страницCarb BLFAMarcio NunesОценок пока нет
- LR LM08 LF90Документ9 страницLR LM08 LF90Manoel Bernárdez VaccariОценок пока нет
- Inv 59102Документ1 страницаInv 59102GuilhermeОценок пока нет
- Manual Brovind CFVДокумент20 страницManual Brovind CFVSergio Ricardo LuizОценок пока нет
- Central para Automatizadores Monofasicos Ac3 PDFДокумент2 страницыCentral para Automatizadores Monofasicos Ac3 PDFWill RibeiroОценок пока нет
- Professor: Saulo Rodrigo BenattiДокумент15 страницProfessor: Saulo Rodrigo BenattiEmily Souza da SilvaОценок пока нет
- Manual de Instrucoes K32 - r0Документ39 страницManual de Instrucoes K32 - r0nelsonribeiro33Оценок пока нет
- Manual Smart Pulse 1040 V110Документ5 страницManual Smart Pulse 1040 V110barrosojmsОценок пока нет
- Esquema Lava Loucas Mod BVM 19 SDBДокумент2 страницыEsquema Lava Loucas Mod BVM 19 SDBrochalieberОценок пока нет
- Manual Vega 4 PDFДокумент6 страницManual Vega 4 PDFFaisal S. Widya0% (1)
- Epson LQ-570+, LQ-1070+ (Em Portugues) Service ManualДокумент22 страницыEpson LQ-570+, LQ-1070+ (Em Portugues) Service ManualKinder Black100% (3)
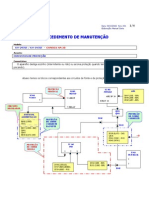
- Procedimento de Manuten o SONY KV2970T KV3470TДокумент4 страницыProcedimento de Manuten o SONY KV2970T KV3470TAdir Figueiredo0% (1)
- Manual de Operacao Controlador TemperaturaДокумент24 страницыManual de Operacao Controlador TemperaturamarivapopОценок пока нет
- Fonte 2V Á 50V 5A: Fonte de Alimentação 2 A 50 Volts Por 3 AmperesДокумент5 страницFonte 2V Á 50V 5A: Fonte de Alimentação 2 A 50 Volts Por 3 AmperesDiego PhillipeОценок пока нет
- Manual Hypertherm HSD130Документ188 страницManual Hypertherm HSD130Brunno Alves Ferreira100% (2)
- Projeto Estação de SoldaДокумент7 страницProjeto Estação de SoldaPhillipe S. Scofield0% (1)
- Controlador de Temperatura RexДокумент8 страницControlador de Temperatura RexLuis MattosОценок пока нет
- Cat. Controlador JKL 2011Документ12 страницCat. Controlador JKL 2011Josemir TeixeiraОценок пока нет
- Manual Do Usuário Wwsolda 220pacdcДокумент37 страницManual Do Usuário Wwsolda 220pacdcLucas AugustoОценок пока нет
- Catalogo - NZM - MoellerДокумент3 страницыCatalogo - NZM - MoellerdmeinhapimОценок пока нет
- Crossover X4 ManualДокумент8 страницCrossover X4 ManualJeferson RodriguesОценок пока нет
- Manual Aquecedor SansprayДокумент22 страницыManual Aquecedor SansprayEdward Losque0% (1)
- Rele EletromecanicoДокумент2 страницыRele Eletromecanicotso1000Оценок пока нет
- MVH x378btДокумент28 страницMVH x378btHorus CurcinoОценок пока нет
- QVS Parametros Falantes CompletosДокумент1 страницаQVS Parametros Falantes CompletosMarcos AntunesОценок пока нет
- Wmi 180ed PDFДокумент6 страницWmi 180ed PDFDemóstenes Moraes Olinto100% (1)
- Catalogo White MartinsДокумент34 страницыCatalogo White MartinsLinconl LucenaОценок пока нет
- Manual 297Документ20 страницManual 297renanslivaОценок пока нет
- Arc 250a Igbt 220V 1PHДокумент10 страницArc 250a Igbt 220V 1PHFelipe Moreira de PáduaОценок пока нет
- Circuito Regulador de Tensão Ajustável de Alta Corrente, 0-30V 20AДокумент18 страницCircuito Regulador de Tensão Ajustável de Alta Corrente, 0-30V 20AJoao JesusОценок пока нет
- Manual Tecnico DZ 1500 IND Jet Flex Hibrida (Z12)Документ15 страницManual Tecnico DZ 1500 IND Jet Flex Hibrida (Z12)Anderson Sa100% (1)
- HVP 20 Manual Portuguese - PDF - Motor Com ProblemasДокумент20 страницHVP 20 Manual Portuguese - PDF - Motor Com ProblemasGleimy BrasilОценок пока нет
- Talhas Bambozzi - 1500kg A 3000kgДокумент32 страницыTalhas Bambozzi - 1500kg A 3000kgRafael AndreattiОценок пока нет
- MD10Документ83 страницыMD10Etm MontagensОценок пока нет
- MANUAL GENNO ELETRIF. SHOCK PREMIUM V3 Não Certificado PDFДокумент16 страницMANUAL GENNO ELETRIF. SHOCK PREMIUM V3 Não Certificado PDFjosueОценок пока нет
- Manual Sd1600.1d EvoДокумент4 страницыManual Sd1600.1d EvoAndré SobralОценок пока нет
- Catálogo Compressores Scroll SanyoДокумент4 страницыCatálogo Compressores Scroll SanyoAna Caroline AraújoОценок пока нет
- Manual Subway Evolution - 2008Документ9 страницManual Subway Evolution - 2008Paulo CaronОценок пока нет
- Saiba Como Calcular Medidas para Cabos Coaxial VHF UHF HFДокумент3 страницыSaiba Como Calcular Medidas para Cabos Coaxial VHF UHF HFJoao Da Silva SilvaОценок пока нет
- WEG Guia de Instalacao Mt6051ip PTДокумент2 страницыWEG Guia de Instalacao Mt6051ip PTAdeilton Caboclo100% (1)
- Comutadoras Ligacao Rev1 07-12Документ1 страницаComutadoras Ligacao Rev1 07-12Roger Martins da SilvaОценок пока нет
- hpv-90 - (Manual em Português)Документ22 страницыhpv-90 - (Manual em Português)Lucas SantosОценок пока нет
- Capitulo 11 - Aplicativos Renault - Siemens Fenix 5Документ28 страницCapitulo 11 - Aplicativos Renault - Siemens Fenix 5Victor SanchezОценок пока нет
- Manual em Portugues Inversor Brasiltec 30CVДокумент118 страницManual em Portugues Inversor Brasiltec 30CVABJ Baldo Engenharia Elétrica LtdaОценок пока нет
- Motor de Passo Nema 34Документ1 страницаMotor de Passo Nema 34Júlio Gallinaro MaranhoОценок пока нет
- Manual Rádio Ícone CD0802Документ18 страницManual Rádio Ícone CD0802cacciola_jr0% (1)
- TDG 415 ED AdvancДокумент10 страницTDG 415 ED AdvancCarlos0% (2)
- Reles de Estado Solido e OptoacopladoresДокумент10 страницReles de Estado Solido e OptoacopladoreswallersonaОценок пока нет
- Manual Ups Compact Pro 1200 1400 SiteДокумент16 страницManual Ups Compact Pro 1200 1400 SiteRodrigo Corol100% (1)
- Deh 1480 Qrb3199a Manual Operacao NewДокумент0 страницDeh 1480 Qrb3199a Manual Operacao NewmetalcoppiОценок пока нет
- Manual MTC 400 Utilização Mtc-Setup GR v6Документ50 страницManual MTC 400 Utilização Mtc-Setup GR v6Alexandre SouzaОценок пока нет
- Dõssie Das Plainas Manuais de MarcenariaДокумент310 страницDõssie Das Plainas Manuais de MarcenariaMiguel Oyarzabal100% (5)
- Arados de Discos, Aivecas E Terraceadores: Código: 0501091283Документ14 страницArados de Discos, Aivecas E Terraceadores: Código: 0501091283Miguel OyarzabalОценок пока нет
- Eletrica L200 Sport HPEДокумент175 страницEletrica L200 Sport HPEMiguel Oyarzabal100% (2)
- B481 B482 Transglobe Philco Manual ServiçoДокумент28 страницB481 B482 Transglobe Philco Manual ServiçoMiguel Oyarzabal100% (9)
- Fonte Plasma Sumig Mercury 40Документ16 страницFonte Plasma Sumig Mercury 40Miguel OyarzabalОценок пока нет
- Fonte Plasma Sumig Saturn 40Документ20 страницFonte Plasma Sumig Saturn 40Miguel OyarzabalОценок пока нет
- Manual Triton l200-2Документ294 страницыManual Triton l200-2Miguel Oyarzabal100% (1)
- Bancada de Madeira Oficina de Casa PDFДокумент1 страницаBancada de Madeira Oficina de Casa PDFLuiz Eduard100% (2)
- Sistema Eletrico Caminhoes MercedesДокумент5 страницSistema Eletrico Caminhoes MercedesMárcio Paco91% (11)
- Criando Bibliotecas em Dev-C++Документ6 страницCriando Bibliotecas em Dev-C++Tonin OliveiraОценок пока нет
- Paul Halmos PDFДокумент16 страницPaul Halmos PDFgenilsonmatОценок пока нет
- Teoria Clássica Da Administração 2Документ34 страницыTeoria Clássica Da Administração 2AlvoErrado2100% (1)
- Centrais Térmicas A Vapor-GVДокумент137 страницCentrais Térmicas A Vapor-GVRodolfo PalharesОценок пока нет
- Apostila CompletaДокумент312 страницApostila Completamarmaduke32Оценок пока нет
- Revista Téchne - As Causas Do Acidente Da Estação Pinheiros Da Linha 4 Do Metrô de São PauloA Versão Do Consórcio Via Amarela Sobre o Acidente Da Estação Pinheiros Do Metrô - Engenharia CivilДокумент4 страницыRevista Téchne - As Causas Do Acidente Da Estação Pinheiros Da Linha 4 Do Metrô de São PauloA Versão Do Consórcio Via Amarela Sobre o Acidente Da Estação Pinheiros Do Metrô - Engenharia CivilMarcio MeirellesОценок пока нет
- Ref. No. Descrição Ref. No. Descrição: Binários de Aperto (1) 34,5 3,5 NM Binários de Aperto 120 NM 45Документ30 страницRef. No. Descrição Ref. No. Descrição: Binários de Aperto (1) 34,5 3,5 NM Binários de Aperto 120 NM 45Juarez Geronimo Da SilvaОценок пока нет
- WAKE UP AND LIVE (TRADUÇÃO) - Bob Marley - Letras - Mus PDFДокумент2 страницыWAKE UP AND LIVE (TRADUÇÃO) - Bob Marley - Letras - Mus PDFeduardomacieldelimaОценок пока нет
- Análise de Circuitos Elétricos em CA Clever PereiraДокумент16 страницAnálise de Circuitos Elétricos em CA Clever PereiratchepssilveiraОценок пока нет
- Doal Plastic - Catalogo - AGO09 - COMPLETOДокумент46 страницDoal Plastic - Catalogo - AGO09 - COMPLETOMEGAZ123Оценок пока нет
- Auditoria de ProntuáriosДокумент35 страницAuditoria de ProntuáriosceresncostaОценок пока нет
- Laudo de Ruido GeraisДокумент8 страницLaudo de Ruido GeraisequipeprotecaoОценок пока нет
- Estudo de Caso Ed. FidalgaДокумент13 страницEstudo de Caso Ed. Fidalgagi_rbОценок пока нет
- Ensino Da Compreensão Oral em Aulas de IdiomasДокумент12 страницEnsino Da Compreensão Oral em Aulas de IdiomasGabriel BarrosОценок пока нет
- Catálogo de Aplicação - DENSO SPARK PLUGS PDFДокумент32 страницыCatálogo de Aplicação - DENSO SPARK PLUGS PDFLincoln Moreira0% (1)
- TT Sae 1045Документ13 страницTT Sae 1045Giba Gilberto JuniorОценок пока нет
- A Gestão Da Inovação Na EadДокумент13 страницA Gestão Da Inovação Na EadPerguntasОценок пока нет
- Jornal AlvaladeДокумент8 страницJornal AlvaladeMariana TeixeiraОценок пока нет
- IT - SEG.13 - Integração de Prestadores de ServiçosДокумент10 страницIT - SEG.13 - Integração de Prestadores de ServiçosMoises MaestroОценок пока нет
- cONCEITOS bÁSICO fUNDAMENTOS DE BIOESTATÍSTICAДокумент23 страницыcONCEITOS bÁSICO fUNDAMENTOS DE BIOESTATÍSTICAcmlnagamineОценок пока нет
- Práticas de Auditoria-Conhecimento OrganizacionalДокумент3 страницыPráticas de Auditoria-Conhecimento OrganizacionalHélio René Lopes da RochaОценок пока нет
- CerradoДокумент389 страницCerradoMiguel Machado ManhãesОценок пока нет
- Planilha para EletricaДокумент6 страницPlanilha para EletricaRoger ISiОценок пока нет
- Ficha 6Документ2 страницыFicha 6Eliane SantosОценок пока нет
- Introdução Ao Circuito HidráulicoДокумент7 страницIntrodução Ao Circuito HidráulicoleandroschroederОценок пока нет
- 20141017162421416poster III Jepex - Projeto e Construcao de Mini BajaДокумент1 страница20141017162421416poster III Jepex - Projeto e Construcao de Mini BajaMarcos Alfena Pozzato0% (1)
- Ilha de Calor: Reflexões Acerca de Um ConceitoДокумент16 страницIlha de Calor: Reflexões Acerca de Um ConceitopsrtaОценок пока нет
- Mobilidade e Sistema de Transporte ColetivoДокумент28 страницMobilidade e Sistema de Transporte ColetivodantascardosoОценок пока нет
- Catálogo Peças V3 2019 ReafrioДокумент48 страницCatálogo Peças V3 2019 ReafrioCarlosОценок пока нет
- Aulão 4.0 Ciclos de Refrigeração AutomotivaДокумент4 страницыAulão 4.0 Ciclos de Refrigeração AutomotivaLeandro CadeuОценок пока нет